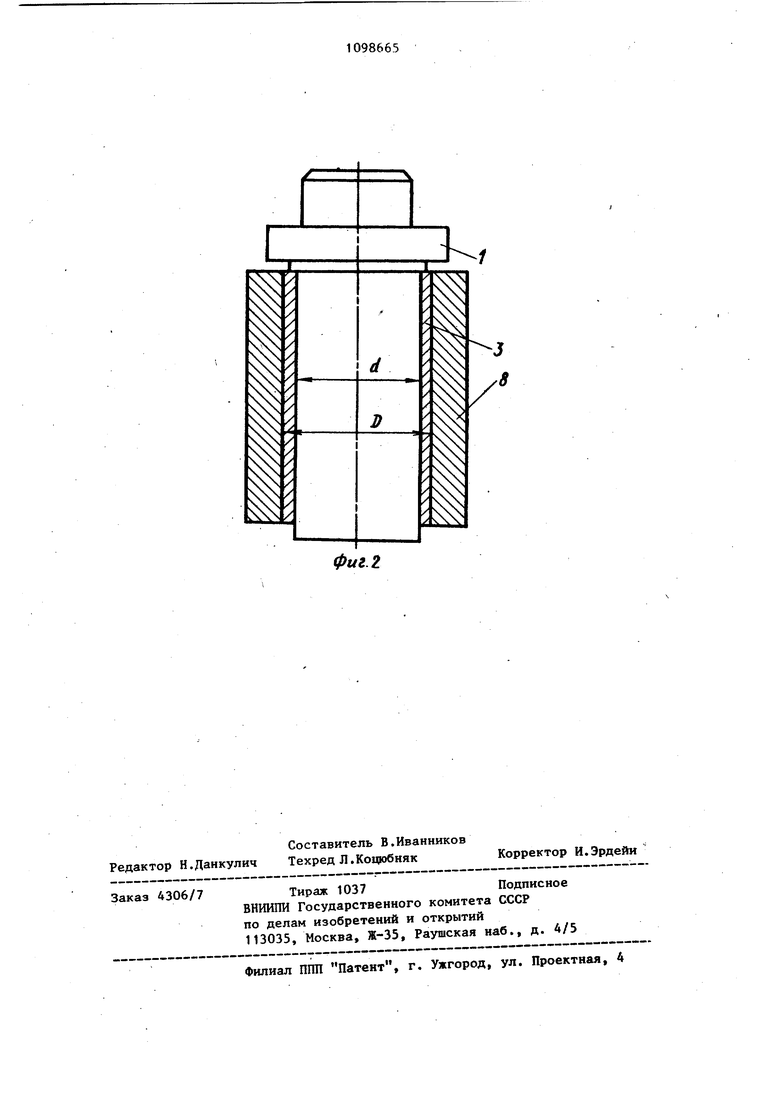
Изобретение относится к способам м ханической обработки нежестких деталей и может быть использовано при обработке на токарных, шлифовальных и других станках. Известей способ нежестких деталей, в соответствии с которым обрабатываемую деталь подвергают растяжению в осевом и радиальном направлениях в пределах упругости обрабатываемого материала путем ее нагрева совместно с деформирующим элементом, помещенным внутрь детали и выполненным из материала с коэффициентом линейного растя жения большим коэффициента линейного расширения обрабатываемой деталиСтЗ. Недостаток известного способа закл чается в том, ЧТО при нагреве растянутой .заготовки в атмосфере воздуха происходит насьш1ение поверхности тонкостенных деталей азотом, кислородом, водородом воздуха,что приводит к охрупчиванию поверхностного слоя и появлению дополнительных технологических остаточных напряжений, распре деление которого зависит от наличия ликваций и стабильности микроструктур материала детали. Этот недостаток усу губляется при обработке тонкостенных деталей из труднообрабатываемых материалов, склонных к размерной нестабильности, например, титановые сплавы, металлокерамические титановые сплавы. Цель изобретения - повышение долго временной размерной стабильности. Указанная цель достигается тем, что деталь растягивают путем нагрева ее на оправке, выполненной из материала, коэффициент линейного расширения которого больше соответствующего коэффициента материала обрабатываемой детали, производят обработку резанием, по окончании которого деталь с оправкой дополнительно нагре вают, а затем вместе с оправкой в вертикальном положении поме11 ают во втулку, выполненную из материала с коэффициентом линейного расширения, большим соответствующего коэффициента материала оправки, и охлаждаютJпричем нагрев и охлаждение оправки, детали и втулки повторяют. На фиг.1 показана схема обработки детали резанием на оправкеj на фиг.2 оправка, обрабатываемая деталь и втулка в сборке. На оправку 1, внутри которой расположен нагревательный элемент 2, соединенньш скользящими контактами с источником питания, устанавливают обрабатываемую деталь 3. Оправка центрируется в плавающем центре 4 патрона 5 и поджимается подпружиненным центром 6 задней бабки. Обработку резанием после предварительного растяжения детали путем нагрева ее на оправке осуществляют резцом 7. По окончании процесса резания оправку 1 с деталью 3 в растянутом состоянии дополнительно .подвергают нагреву с соответствующим временем выдержки. Затем оправку вместе с деталью в вертикальном положении помещают во втулку и подвергают охлазвдению. Цикл нагрева и охлаждения оправки, детали и втулки повторяют несколько раз в зависимости от физико-механических свойств обрабатываемого материала, При этом по наружной и внутренней поверхностям тонкостенной детали формируются симметричные поля 8 технологических остаточных напряжений. Коэффициент линейного расширения материала оправки и втулки должен быть больше соответствующего коэффициента материала обрабатываемой детали. Предлагаемый способ позволяет повысить долговременную размерную стабильность нежестких деталей.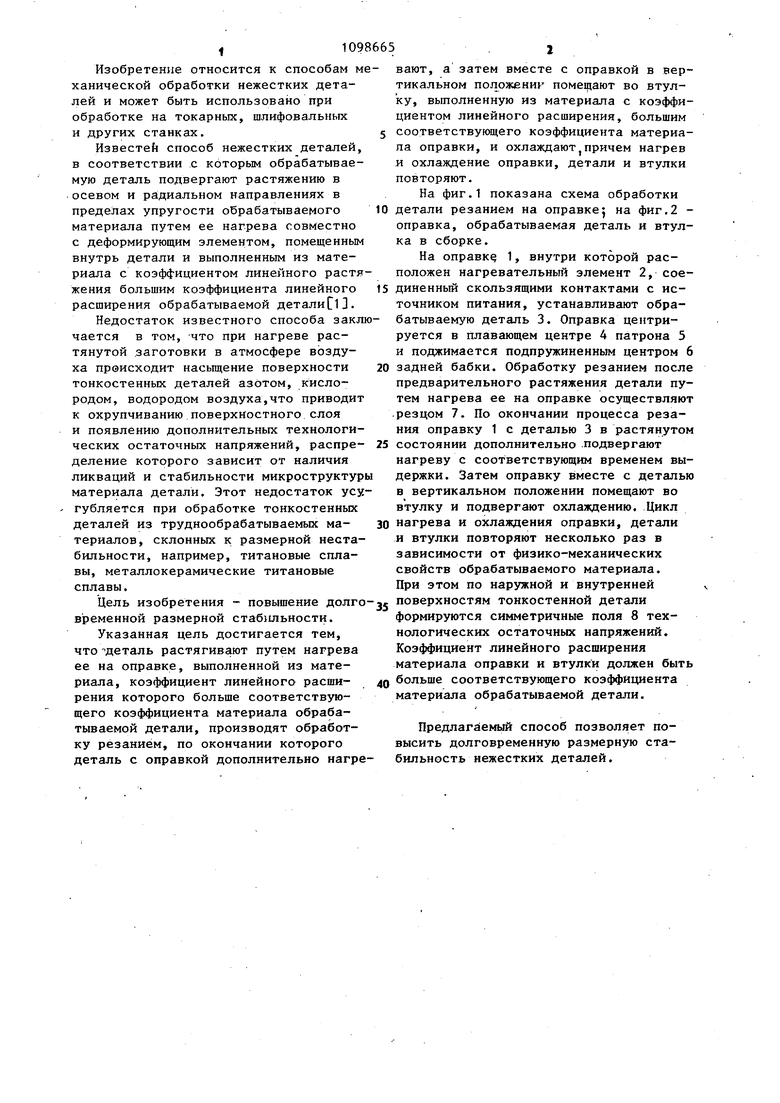
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких пустотелых деталей | 1980 |
|
SU931300A1 |
| Способ обработки нежестких заготовок | 1978 |
|
SU679319A1 |
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Способ обработки нежестких деталей и устройство для его осуществления | 1979 |
|
SU865534A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU665981A2 |
| Способ механической обработки нежестких пустотелых деталей | 1984 |
|
SU1172641A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| Адаптивное устройство для управления обработкой нежестких деталей из труднообрабатываемых материалов | 1980 |
|
SU897471A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU614893A1 |
СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЖЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕ РИАЛОВ, СрОННЫХ К РАЗМЕРНОЙ НЕСТА БИЛЬНОСТИ, включакиций растяжение детали путем нагрева ее на оправке, вы полненной из материала, коэффициент линейного расширения которого больше соответствующего коэффициента материала обрабатываемой детали и последующую обработку резанием, отличающийся тем, что, с целью повышения размерной стабильности, по окончании процесса резания деталь с оправкой дополнительно нагревают, а затем вместе с оправкой в вертикальном положении помещгиот во втулку, вьтолненную из материала с коэффициентом линейного расширения, большим соответствующего коэффициента материала оправки, и охлаждают, причем нагрев и охлаждение оправки, детали и втулки повторяют. f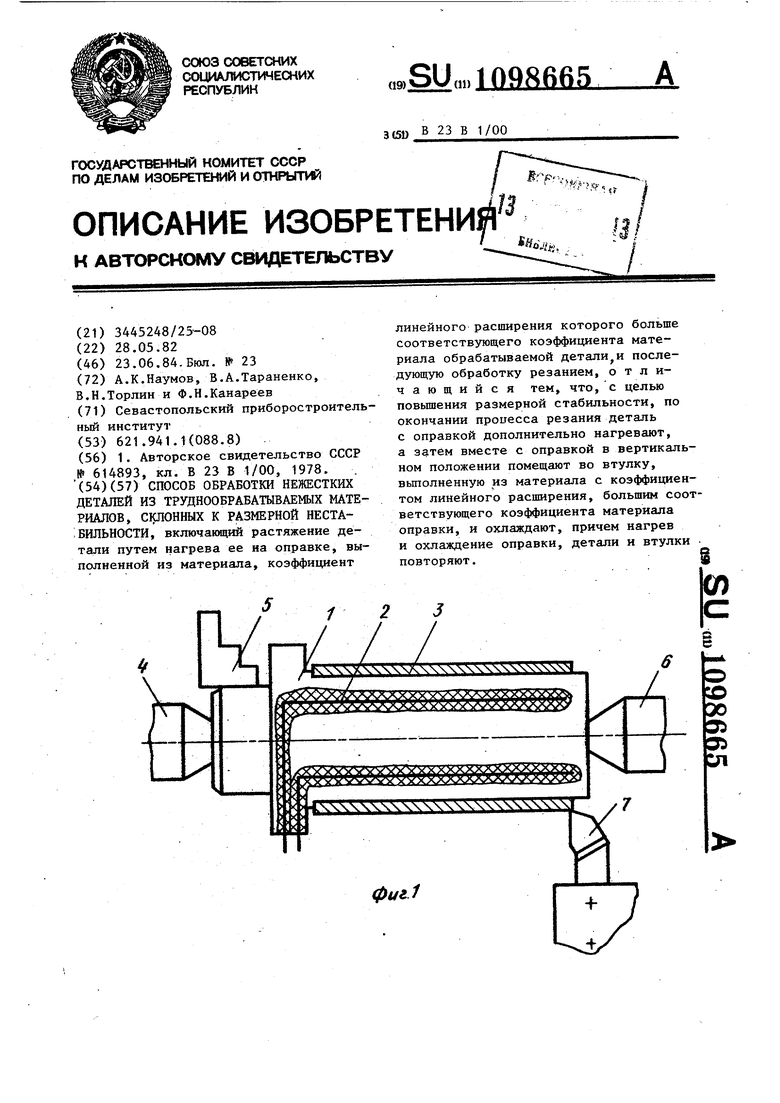
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU614893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
