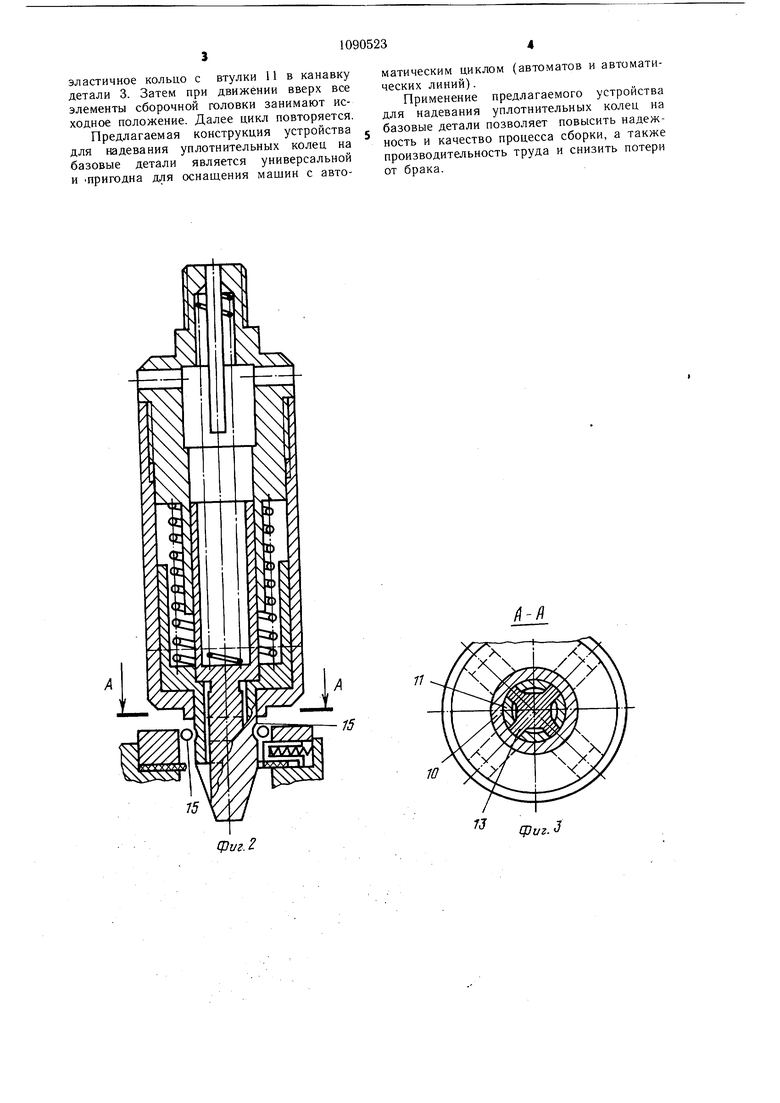
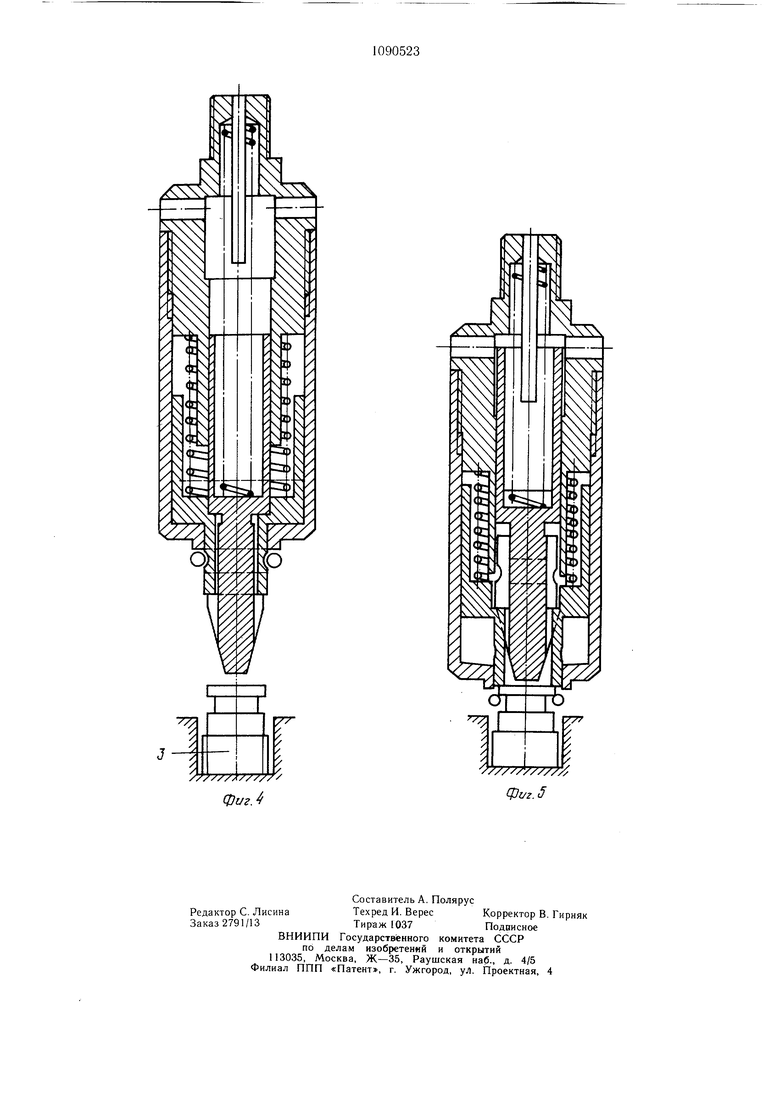
Изобретение относится к механосборочному производству, а именно к технологической оснастке, используемой при установке уплотнительных эластичных колец на базовые детали, в частности резиковых уплотнительных конец в кольцевые канавки пробок. Известно устройство для надевания уплотнительных колец на базовую деталь, содержащее загрузочное приспособление и сборочную голорку 1. Однако известное устройство не обеспечивает надежного захвата деталей, в нем возможна поломка цангового механизма, что снижает работоспособность устройства в целом и тем самым надежность процесса сборки. Цель изобретения - повышение надежности процесса сборки. Указанная цель достигается тем, что в устройстве для надевания уплотнительных колец на базовые детали, содержащем загрузочное приспособление и сборочную головку, загрузочное приспособление оснащено подпружиненными кулачками с ограничением радиального перемещения с помощью выступов и пазов, а сборочная головка снабжена втулкой с кольцевой канавкой и подпружиненным пальцем с коническим концом со шлицами, размещенными с возможностью возвратно-поступательного перемешения в щлицевых отверстиях подпружиненной подвижной втулки, имеющей цилиндрическую наружную . поверхность. Кроме того, на цилиндрическом участке шлиц подпружиненного пальца и наружной поверхности втулки между шлицевыми пазами выполнена единая кольцевая канавПри этом количество шлицев пальца, сборочной головки соответствует количеству подпружиненных кулачков загрузочного приспособления. На фиг. 1 изображено предлагаемое устройство в исходном положении; на фиг. 2 - то же, в момент установки уплотнительного кольца в канавку на пальце и втулке; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - исходное положение устройства в момент установки на рабочей позиции детали; на фиг. 5 - момент надевания уплотнительного кольца на деталь. Устройство содержит сборочную головку 1, которая крепится к механизму подачи, например, с поршневым приводом (не показаны), и загрузочное приспособление 2, установленное с возможностью поступательного или возвратно-поступательного перемещения на транспортном средстве (не показано), на котором указанное приспособление устанавливается в чередующейся последовательности с гнездом для установки детали 3. Загрузочное приспособление 2 включает в себя кулачки 4, установленные радиально в пазах крышки 5 и подпружиненные пружинами 6. Снизу кулачки ограничены диском 7, в котором выполнены пазы для перемещения выступов 8, которыми снабжен соответственно каждый кулачок. При этом торец каждого паза служит для ограничения радиального перемещения кулачков. Крышка 5, диск 7 и кулачки 4 с пружинами б смонтированы в гнезде 9 в транспортном средстве (не показано). В корпусе 10 сборочной головки установлена подвижно втулка 11, поджатая пружиной 12 в исходное положение. На нижнем конце упомянутой втулки выполнены сквозные щлицевые пазы, в которых с возможностью возвратно-поступательного перемешения размешены шлицы пальца 13, имеющего цилиндрический участок, который постепенно переходит в конический. Шлицы выполнены на обоих участках. Палец 13 подпружинен пружиной 14. На цилиндрическои части шлицевого участка пальца и на наружной поверхности шлицевого участка втулки 11 выполнена кольцевая канавка 15 (проточка) полусферического профиля. Количество шлицев пальца 13 соответствует количеству подпружиненных кулачков 4 загрузочного приспособления 2. Устройство работает следуюшим образом. На позиции вне сборочной головки из магазина (не показан) в загрузочное приспособление 2 поступает эластичное уплотнительное кольцо, а в гнездо транспортного редства - деталь 3 (пробка). После прихода в рабочую зону приспособления 2 под сборочную головку 1, последняя совершает вертикальноевозвратно- поступательное перемещение. При движении вниз конический участок пальца 13 разводит кулачки 4, и эластичное кольцо оказывается надетым на шлицевой участок пальца 13 и втулки 11 и западает при этом в канавку 15, которая препятствует его самопроизвольному падению. Относительное положение пальца 13, втулки 11 и корпуса 10 при этом не нарушается в связи с тем, что усилие пружин 12 и 14 превышает сопротивление, возникаюшее под действием пружин 6 кулачков 4. После подъема головки 1 с эластичным кольцом (фиг. 4) в рабочую зону поступает собираемая деталь 3, например, поступательно при повороте планшайбы поворотного стола (не показаны). Головка 1 совершает следующее движение вниз, при этом палец 13 упирается в торец детали 3 и устанавливается, сжимая пружину 14, затем в торец детали упирается торец втулки 11 и также утапливается, сжимая пружину 12, после чего торец корпуса 10, продолжая перемещение вниз. сталкивает
эластичное кольцо с втулки 11 в канавку детали 3. Затем при движении вверх все элементы сборочной головки занимают исходное положение. Далее цикл повторяется. Предлагаемая конструкция устройства для надевания уплотнительных колец на базовые детали является универсальной и Пригодна для оснащения машин с автоматическим циклом (автоматов и автоматических линий).
Применение предлагаемого устройства для надевания уплотнительных колец на базовые детали позволяет повысить надежность и качество процесса сборки, а также производительность труда и снизить потери от брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Телеметрическая колонна бурильных труб | 1981 |
|
SU985265A1 |
| Комбинированная обгонная муфта | 1986 |
|
SU1413324A1 |
| Устройство для установки упругих колец на базовые детали | 1990 |
|
SU1712124A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| Ключ торсионный | 1979 |
|
SU874326A1 |
| Устройство для надевания уплотнительных колец им. в.г.вохмянина | 1978 |
|
SU778996A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
1. УСТРОЙСТВО ДЛЯ НАДЕВАНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ НА БАЗОВЫЕ ДЕТАЛИ, содержащее загрузочное приспособление и сборочную головку, отличающееся тем, что, с целью повышения надежности процесса сборки, загрузочное приспособление оборудовано подпружиненными кулачками с ограничением радиального перемещения с помощью выступов и пазов, а сборочная головка снабжена втулкой с кольцевой канавкой и подпружиненным пальцем с коническим концом со щлицами, размещенными с возможностью возвратно-поступательного перемещения в щлицевых отверстиях подпружиненной подвижной втулки, имеющей цилиндрическую наружную поверхность. 2.Устройство по п. 1, отличающееся тем, что на цилиндрическом участке щлиц подпружиненного пальца и наружной поверхности втулки между щлицевыми пазами выполнена единая кольцевая канавка. 3.Устройство по п. 1, отличающееся тем, что количество щлицев пальца сборочной головки соответствует количеству подпружиненных кулачкрв загрузочного приспособления.
(Pvz.2
т
NK)
N
F-ЗЬ
и
VxVX/////.
Фиг.
иг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для надевания уплотнительных колец | 1975 |
|
SU541629A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
