1
Изобретение относится к сборочному производству, в особенности к автоматам для устаиовки у1.ругих колец (стопорных и уплотнительных) в кольцевые наружные канавки деталей типа пробок.
Извесген автомат для установки упругих колец в наружные канавки базовых деталей, содержаишй неподвижное основание, поворотный стол с планшайбой, имеющей гнезда для устаиовки собираемых деталей, механизм иадеваиия колец, сталкиватель собранных деталей, загрузочные устройства для упругих колец и базовых деталей, контролирующий орган и систему управления 1.
Недостатком известного устройства является низкая надежность операции сборки.
Цель изобретения - повьшление надежности.
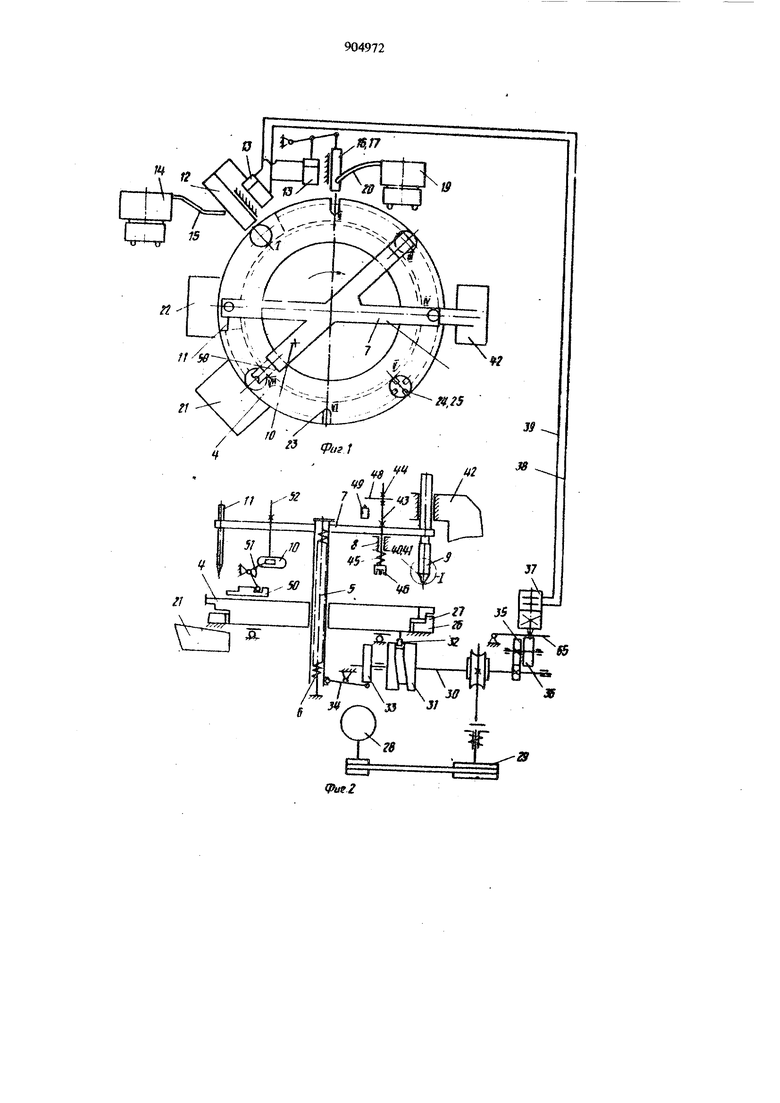
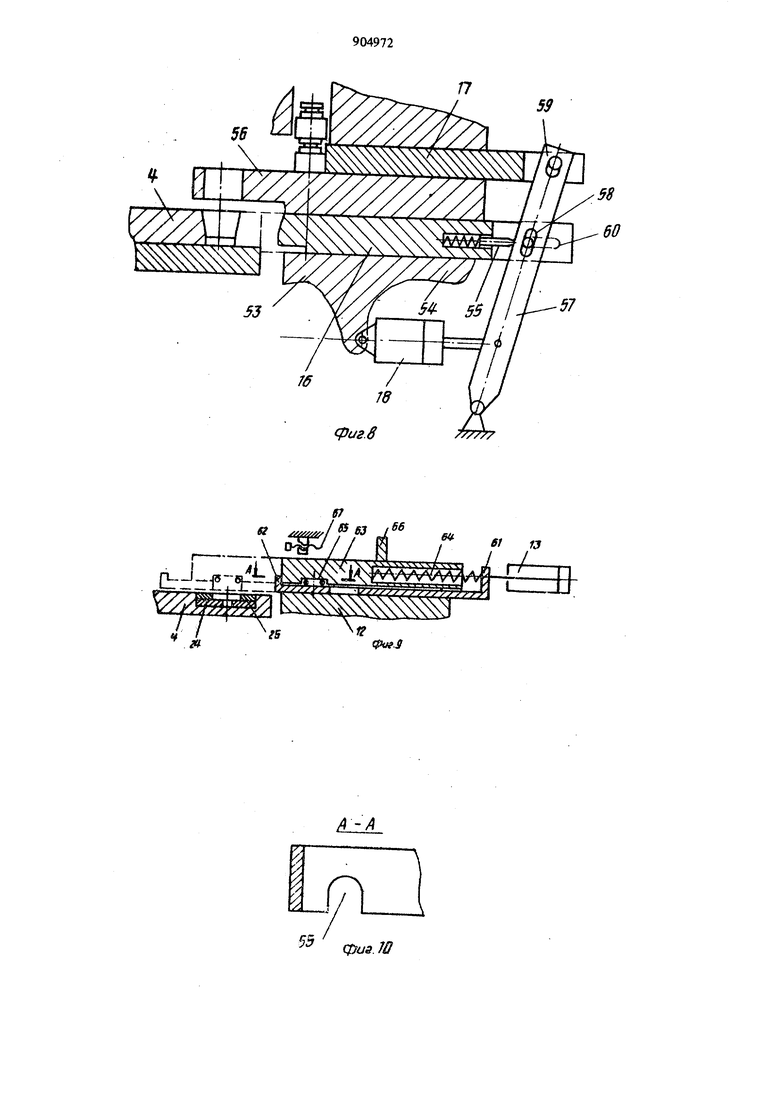
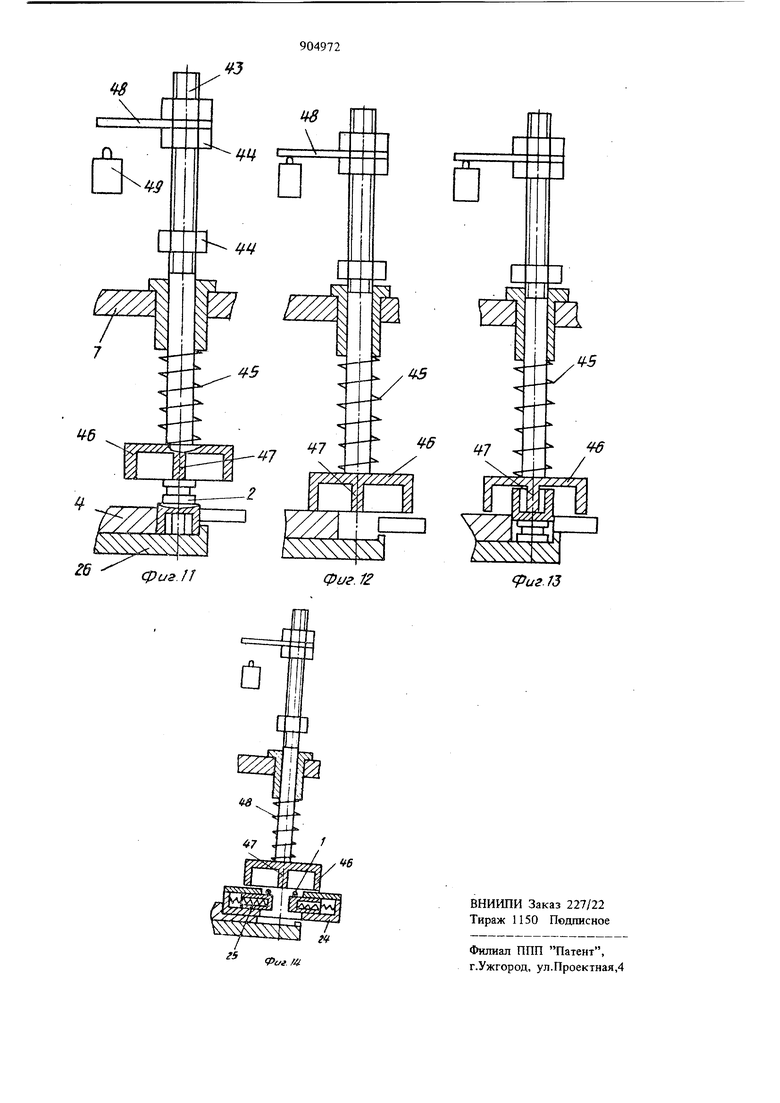
Цель достигается тем, что контролирующий орган выполнен в виде механизма контроля иаличия и положения базовых деталей перед сборкой и мехаиизма контроля иаличия упругого кольца, причем механизм коитроля наличия и положения базовых деталей перед сборкой зьтолнен в виде подпружиненного стержня с упором, установленного с возможностью вертикального перемещения, на нижнем конце которого закреплен наконечник, прел авляющий собой стакан с внутренним стержнем-щупом, а упор расположен на верхнем конце стержня и связан с системой управления, механизм контроля наличия упругого кольца вьшолнен в виде стержня с коническим концом, причем диаметр стержня больше внутреннего диаметра собираемого упругого кольца, а загрузочное устройство для базовых деталей снабжено заслонкой, шибером, приводом и рычагом, причем заслонка, шибер и привод шарнирно связаны между собой посредством этого рычага, а загрузочное устройство для упругих колец вьшолнено в виде ползуна, связанного с приводом и выполненного в виде подпружиненных друг относительно друга верхнего и нижнего элементов, при этом нижний элемент выполнен с ограничительным буртом и с отверстием, а верхний элемент выполнен с открытым пазом и с пальцем, лредназ3904наченным для ограничения продольного перемещения верхнего элемента. Кроме того, планшайба выполнена в виде ступенчатого днска, а гнезда в планшайбе вьшолнены в виде открытых снаружи пазов. На неподвижном основании выполнен бурт, охватьшающнй планшайбу и имеющий пазы на позициях загрузки и выгрузки деталей. Помимо этого, автомат снабжен подпружиненным плунжером, размещенным в торце заслонки загрузочного устройства для базовых деталей со стороны рычага, а в месте шарнирного крепления заслонки к рычагу в ней выполнен продольный паз. , Профиль переднего торца заслонки загрузочного устройства для базовых деталей вьь полнен в соответствии с профилем открытого паза гнезда планшайбы. На фиг. 1 изображена кинематическая схема автомата в плане; на фиг. 2 - то же, вид сбоку, на фиг. 3 - собираемое упругое кольцо; на фнг. 4 - собираемая базовая деталь - пробка; на фиг. 5 - узел I на фиг. 2; на фиг. 6 - механизм надевания упругих колец; на фиг. 7 - автомат, общий вид; на фиг. 8 -загрузочное устройство для базовых деталей; на фиг. 9 - загрузочное устройство для упругих колец; на фнг. iO - сечение А-А на фиг. 9; на фиг. И - механизм контроля наличия и положения пробки (моменты контакта наконечника с правиль но поданной пробкой); на фнг. 12 - то же, при отсутствии пробки; на фиг. 13 - то же, момент контакта с правильно поданной пробкой; на фиг. 14 - то же, момент контакта с торцом приспособления для загрузки упругих колец. Автомат предназначен для установки упругого кольца 1 в наружную кольцевую канавку базовой детали, в данном случае пробки 2. Автомат содержит поворотный стол 3, на котором жестко закреплена планшайба 4. Планшайба установлена с зазором относительно колонны 5, подпружиненной пружиной 6, встроенной в ее полый ствол,и установленной с возможностью вертикального возвратно-поступательного перемещения. На колонне 5 жесткр закреплена траверса 7 в виде крестовины, на лучах которой установлень соответственно (по часовой стрел ке) механизм 8 контроля наличия и положения базовой детали перед сборкой (позиция П1), механизм 9 надевания колец (позиция IV стал нватель 10 собранных колец (позицня VII) и механизм И контроля наличия упругого кольца 1 (позиция VIП). На позиции I рядом с поворотным столом установлено загрузочное устройство для . подачн упругих колец 1, имеющее ползун 12 с поршневым приводом 13. Рядом с упомянутым устройством размещен вибробункер 14 для колец I, имеющий наклонный лоток 15. На позиции И также рядом с поворотным столом установлено загрузочное устройство для подачи базовых деталей 2, имеющее заслонку 16, шибер 17 и общий поршневой привод 18. Рядом с заслонкой размещен вибробункер 19 с трубчатым транспортирующим лотком 20. На позициях VU и VIII рядом с поворотным столом, установлена тара 21 для приема собранных узлов и тара 22 для сбора пробок без упругих колец. На планшайбе 4 через одну позицию выполнены гнезда для установки пробок, представля19щие собой открытые снаружи удлиненные полукруглые пазы 23. В чередующейся последовательности с пазами на планшайбе установлены приспособления 24 для упругих колец, содержащие подпружиненные разжимные кулачки 25. Под планшайбой 4 на станине автомата (не показана) размещено неподвижное кольцевое основание 26 с буртом 27, охватывающим планщайбу. Последняя имеет ступенчатый профиль, соответствующий профилю основания 26, и расположена относительно этого основания с гарантирован1п.1м зазором. В совокупности с пазом 23 основание 26 образует гнездо для установки пробки 2. На позиции II в бурте 27 выполнен паз заподлицо с основанием 26, то же самое выполнено и на позиции VII, а на позициях t и VIII в основании 26 выполнены сквозные отверстия, диаметр которых превышает наружный диаметр пробки. Автомат имеет привод 28, который через систему 29 передач связан с приводным валом 30. На валу закреплен кулачок 31 с профили рованным пазом, установленный с возможностью взаимодействия с одним из восьми роликов 32, расположенных на поворотном столе 3. Количество роликов соответствует числу позиций автомата. На зтом же валу закреплен кулачок 33, взаимодействующий через Ц1арнирно-рычажную систему 34 с колонной 5 для обеспечения ее вертикального перемещения. На приводном валу установлена зубчатая пара 35, которая, чере кулачок 36 воздействует на воздухораспределитель 37. Передаточное отношение зубчатой пары 35 соответствует количеству чередующихся гнезд 5 планшайбы (в данном случае 1:2). Воздухораспределитель системой трубопроводов 38 и 39 соответственно связан с поршневыми приводами 13 и 18. Механизм 9 надевания упругих колец жестко закреплен на луче траверсы. Он содержит подпружиненный конический палец 40 и втулку 41 со гллицами и с кольцевой канавкой. Для направления механизма в процессе его вертикального перемещения служит кронштейн 42, смонтированный на станине автомата и имеющий направляющее отверстие Механизм 8 контроля наличия и положения пробки 2 содержит стержень 43, установ ленный на одном из лучей траверсы 7 посредством ограничительной гайки 44 с возмож 1остью относительного вертикального перемещения. Стержень 43 подпружинен пружиной 45 и снабжен на нижнем ко1ще наконечников в виде стакана 46 с внутренним цилиндрическим стержнем-щупом 47. При этом линейные размеры стакана обеспечивают контакт с наружным торцом гнезда 24 для установки колец, а стержня-щупа 47 - с отверстием в торце пробки. На верхнем конце стержня 43 с помощью гайки 44 закреплен упор 48, взаимодействующий с конечным вы ключателем 49 системы управления автомата (полностью схема системы ут1равления не показана) . Сталкиватель 10 собранных деталей представляет собой щибер 50. Шибер имеет возможность радиального возвратно-поступательного перемещения посредством щарнирнорычажной системы 51, связанной со щтырем 52, неподвижно закрепленным на одном из лучей траверсы 7. Конец щибера 50 выполнен в виде вилки, у которой внутренний по лукруглый паз должен быть соразмерен диаметру установленного на пробку упругого кольца , и в то же время должен быть больше внутреннего дааметра кольцевой посадочной канавки на пробке. А высота концов вилки должна быть меньше высоты посадочной канавки на пробке. Механизм 11 контроля наличия упругого кольца представляет собой стержень с коническим концом, диаметр которого должен быть больше внутреннего диаметра кольца. Стержень неподвижно закреплен на одном из лучей траверсы 7. Заслонка 16 представляет собой ползун, установленный в пазу кронштейна 53 с возможностью горизонтального перемещения. Кронштейн установлен на станине автомата. На упомянутом кронштейне закреплен привод 18. Заслонка 16 подпружинена пружиной 54, которая связана с плунжером 55, размещенным в пазу, выполненном в заслонке. 26 Шибер 17 предназначен шгя сталкивания деталей с направляющей 56, дакречленной на кронштейне 53. Заслонка и шивер а елинеиы шарнирно с рычагом 57, имеющлм продольт ые пазы 58 и 59. Рычаг 57, в свою очередь, шарнирно соединен с приводом 18 и станиной автомата. Продольные пазы 58 и 59 обеспечивают компенсацию угловых перемещений размещенных в них осей шарниров. Для компенсации разности ходов заслонки 16 и щибера 17 (перебега) предназначен горизонтальный паз 60, предусмотрет ый в заслонке в месте ее шарнирного крепления к рычагу 57. Профиль переднего торца заслонки 16 соответствует профилю паза 23 в планшайбе, а ширина заслонки соразмерна его ширине. Ползун J2 выполнен в виде двух частей (элементов), установленных друг относительно друга с возможностью относительного продольного перемещения. Нижняя часть 61 ползуна размещена в направляющих (не показаны) с возможностью возвратно-поступательного перемещения и связана с поршневым приводом 13. На ней выполнены бурт 62 и отверстие для выгрузки кольца, причем отверстие соразмерно наружному диаметру последнего. Верхняя часть 63 соединена с торцом нижней части 61 пружиной 64. В верхней части 63 выполнен полукруглый паз 65, открытый с одной стороны, ширина которого также соразмерна диаметру упругого кольца. Отверстие и паз размещены друг относительно друга со смещением. На верхней части 63 ползуна 12 установлен палец 66 отраниче1шя его продольного перемещения, имеюищй возможность взаимодействия с регулируемым упором 67, закрепленным на станине. Угол между лучами крестовины траверсы 7, на которых размещено технологическое оборудование (исполнительные механизмы), кратен общему количеству автомата. В автомате предусмотрена система управления. Автомат работает следующим образом. Включают привод 28, котор1)1й через систему 29 передачи поворачивает приводной вал 30 на один оборот. При этом кулачок 31 с профилированным пазом входит во взаимодействие с одним из восьми роликов 32 поворотного стола 3 и поворачивает последний на один шаг. Кулачок 36, связаргный с валом 30 посредством понижающей зубчатой пары 35 (отношение 1:2), через один оборот вала нажимает на шток воздухораспределителя 37. В результате сжатый по трубопроводам 38 и 39 поступает в нсштоковые пплости поршневых приводом 13 и 18, осушссталяющих перемешение в зону загрузки пробок 2 и колец 1 (позиг1ии автомата I и II) посредством ползуна 12, заслонки 16 и шибера 17, которые переносят соответственно в гнезда 23 и 24 планшайбы 4 очередную пару собираемых деталей.
Последовательное перемещение заслонки 16 и шибера 17. происходит следующим образом.
Сначала перемещается заслонка 16, затем шибер 17 подает очередную пробку, ноступившую туда по лотку 20, по направляющей 56, в гнездо 23, куда она выпадает. После его возв{ищения в исходное положение на направляющую 56 поступает следующая пробка. Пружина 54 в исходном положении через плунжер 55 воздействует на шарнирное соединение заслонки 16 с рычагом 57, выби{адя зазор между пазом 60 и осью шартшра, а в конечном положении, после упора засяонкк 16 в планшайбу 4 сжимается, обеспечивая перемещение шибера 17 и подачу пробки. На приводном валу 30 закреплен кулачок 33, который через шарнирно-рычажную систему 34 осуществляет вертикальное перемещение колонны 5. Профили кулачков 31 и 33 вьшолнены таким образом, что после одаого поворота планшайбы 4 на один шаг следует возвратнопостуштельное перемещение колонны 5. Время поворота и время выстоя (возвратно-поступательное перемещение центрколонны) одинаковы и равны 0,5 цикла. Возвратно-поступательное перемещение соверимют все исполнительные мехаю1змы, закрепленные на травер се 7. В исходном положении на позицию I из вибробункера 14 по лотку 15 последовательно поступают кольпз 1. При зтом конец лотка подходит к пазу в верхней част 63 ползуна 12, и кольцо размещается в указанном пазу на нижней части 61 этого ползуна. Когда в поршневой привод 13 поступает сжатый во дух, обе части ползуна нашнают совместное перемеще ше в зону загрузки. Верхняя часть 63 ползуна упирается ограничителем 66 в упор 67 и прекращает перемещение. Нижняя часть 61 продолжает свое перемещение и доходит до положения, когда приспособление 24, отверстие и паз в обеих частях ползуна совпадают, и кольцо 1 вьшадает на кулачки 25 в приспособлении 24 на планшайбе После этого все части ползуна возвращаются в исходное положение. В это же время на позиции И происходит загрузка пробки 2 в паз планшайбы 4. Из внбробункера 19 по потку 20 поступают пробки 2 в паз 23 планшайбы. При этом пробки предварительно соориентированы. В момент загрузки пробки заслонка 16 и шибер 17 совершают перемещение в зону загрузки от привода 18.
После каждого очередного поворота планшайбы 4 на позиции III механизм 8 контроля наличия и положения детали совершает вертикальное возвратно-поступательное перемещение. В результате подпружиненный стакан 46 упирается либо в пробку 2, либо в приспособление для установки кольца 1. При этом стержень 43 отжимается вверх, преодолевая действие пружины 45 и не нажимает упором 48 на конечный выключатель 49. Рабочий цикл автомата продолжается. В случае отсутствия пробки 2 в пазу 23 стакан 46 проходит больший путь и нажима т в конце хода упором 48 на конечный выключатель 49, который дает команду на останов автомата и включение сигнала Неполадка. В случае, если пробка в гнезде имеется, но расположена неправильно (торцом с отверстием вверх), щуп 47 входит в отверстие пробки, и упор 48 также нажимает на конечный выключатель 49. После очередного перемещения планшайбы 4 поворотного стола 3, когда под пальцем 40 механизма 9 надевания колец оказьгеается приспособление 24 с загруженным в него угшотнительным кольцом 1, траверса 7 во время хода вниз опускает подпружиненный палец, который захватывает кольцо и после следующего поворота планшайбы, опускаясь, одевает его в канавку пробки, размещенной в пазу 23.. Собранные пробки, перемещаясь, попадают в зону сталкиваТеля 10 (позиция VII) . Шибер 50, механизма сброса связан с подпружиненной колонной 5 посредством пмрнирнорычажной системы 51. При опускатши траверсы 7 шибер совершает горизонтальное перемещение и своим передним концом упирается в уплотнитеяьное кольцо собранной пробки, сталкивая ее в тару 21 собранных деталей. В случае отсутствия на пробке уплотнительного кольца, конец шибера 50 проходит беспрепятственно в канавку пробки, не сталкивая ее в тару 21. Эта пробка постртает на следующую . позицию VIII, где через отверстие в опорном кольцевом основании 26 выпадает в тару 22 для несобранных деталей. Механизм контроля наличия упругих колец 11 закрепленный на траверсе 7, првнизывает освободившееся отверстие в пазу 23, исключая случаи зависания детали. При следующем повороте планшайбы механизм контроля наличия упругих колец прошивает приспособление 24 для кодец, захватывая кольца, которые по каким-либо причинам не бьши надеть} на пробки. Эти кольца нанизьшаются на стержень механизма И
.и затем удаляются оператором (по мере накопления) .
Таким образом, перед началом очередного цикла происходит контроль, гарантируйзщнй отсутствие деталей (колец и пробок) в пазу. 23 к приспособлении 24, исключая подачу новых деталей из вибробункера в заполненные паз и приспособление. Далее цикл повторяется.
Формула изобретения
I. Автомат для установки упругих колец в наружные канавки базовых деталей, содержащий неподвижное основание, поворотный стол с планцаайбой, имеющей гнезда для собираемых деталей, механизм надевания колец, сталкиватель собранных деталей, загрузочные устройства для упругих колец и базовых деталей, контролирующий орган и систему управления, отличающийся тем, что, с целью повышения надежности , контролирующий орган выполнен в виде механизма контроля наличия и положения базовых деталей передсборкой и механизма контроля наличия упругого кольца, причем механизм контроля наличия и положения базовых деталей перед сборкой выполнен в виде подпружиненного стержня с упором, установленного с возможностью вертикального перемещения, на нижнем конце которого закреплен наконечник, представляющий собой стакан с внутренним стержне м-щупом, а упор расположен на верхнем конце стержня и связан с системой управления, механизм контроля наличия упругого кольца выполнен в виде стержня с коническим концом, причем диаметр зтого стержня больще внутреннего диаметра собираемого упругого кольца, а загрузочное устройство для базовых деталей снабжено заслонкой, щибером, приводом и рычагом, причем заслонка, шибер и привод шарнирно связаны между собой посредством этого рычага, а загрузочное устройство для упругих колец выполнено в виде ползуна, связанного с приводом и вьшолненного в виде подпружиненных друг относительно друга верхнего и ниж0него элементов, при зтом нижний элемент выполнен с огра1шчитепьным буртом и с отверстием, а верхний элемент выполнен с открытым пазом и с пальцем, предназначенным для ограничения продольного перемеще5ния верхнего элемента.
2.Автомат по п. I, отличающийс я тем, что планшайба выполнена в виде ступенчатого даска, а гнезда в планшайбе выполнены в виде открытых снаружи пазов.
3.Автомат по пп. 1и 2, отлича0ющий с я тем, что на неподвижном основании выполнен бурт, охватывающий планшайбу и имеющий пазы.
4.Автомат по пп. 1-3, отличающийся тем, что он снабжен подпружи5ненным плунжером, размещенным в торце заслонки загрузочного устройства для базовых деталей со стороны рычага, а в месте шарнирного крепления заслонки к рычагу
в ней выполнен продольный паз.
0
5.Автомат по пп. 1-4, отличающийся тем, что профиль переднего торца заслонки загрузочного устройства для базовых деталей вьшолнен в соответствии с профилем открытого паза гнезда планшайбы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 352739, кл. 19/08, 1970.
f4
ФчеЗ
фиг 5
сраеЛ
фие5



| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1986 |
|
SU1463421A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1987 |
|
SU1495040A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Устройство для надевания уплотнительных колец на базовые детали | 1980 |
|
SU1090523A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для установки упругих колец во внутренние канавки базовых деталей | 1988 |
|
SU1618564A1 |
| Автомат для сборки деталей типа "винт (болт)-шайба | 1978 |
|
SU763064A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
4 У
19
V
0
«2
(риг.в
фаз. W