Известные автоматические станки для остреиия концов шурупов, круглых гвозде и т. п. 1 здели 1 с использоваинем для подачп заготовок 13 бункера к режущему инструменту враи,а ощегося многогиездового питатели облада от тем недостатко-м, что в них процесс резания не является непрерывным, ввпду наличия вспомогательного времени.
В предлагаемом автомате исключение вспомогательного времени и непрерывность процесса резан 1Я достигается применением взаимодействуюш:их с многогнездовым питателем (перфоратором) двух получаюпщх врапл,ение в разные стороны с разной скоростью катков. Последние осупд,еств,1яют зажим и вращепие заготовки с одновременным ее перемещением по окружности в процессе обработк ее фрезой.
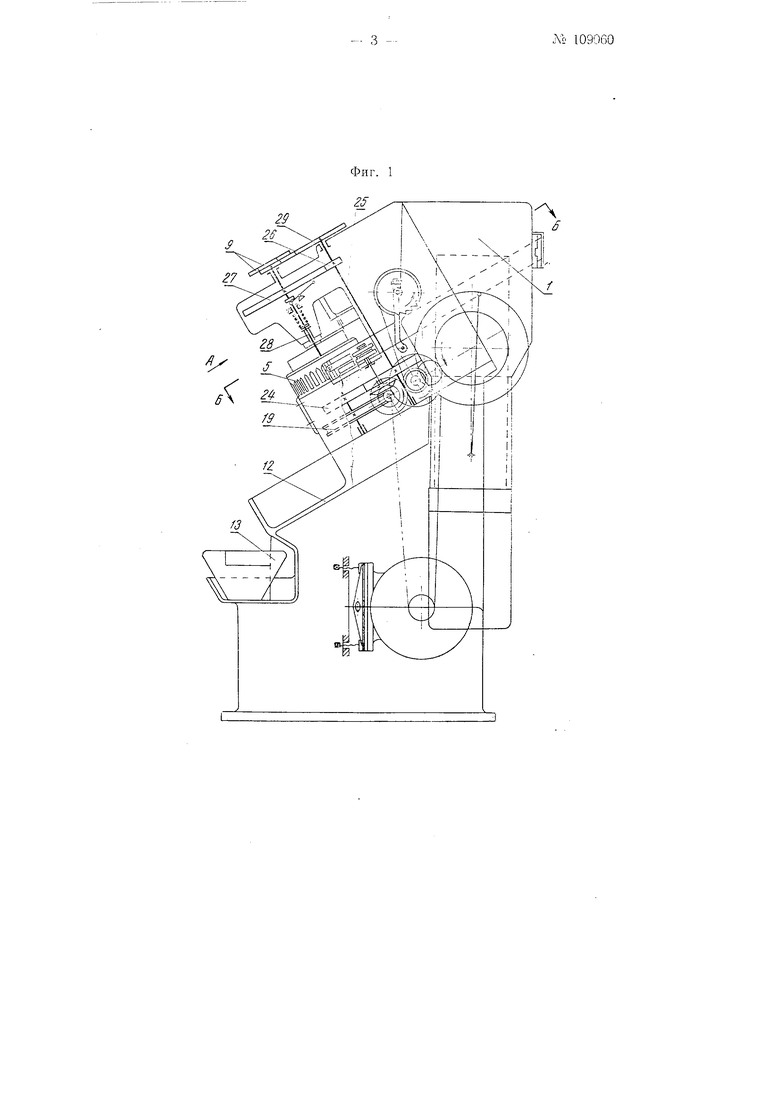
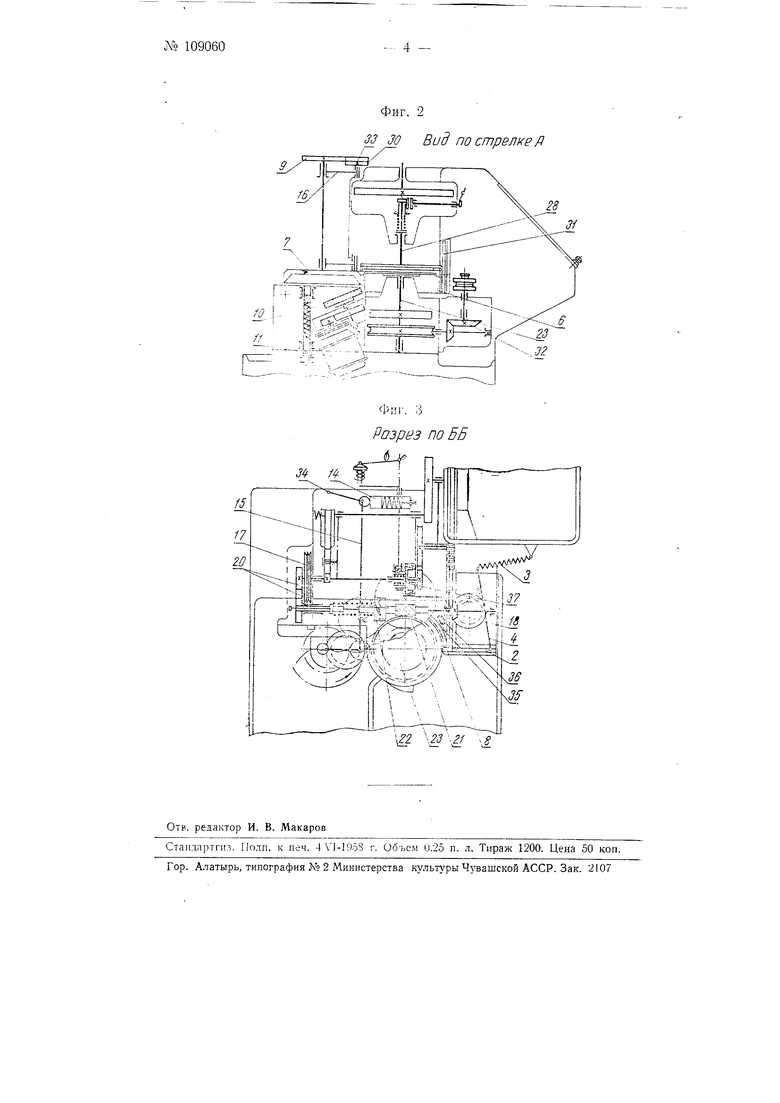
Предлагаемый станок схематически показан на фиг. 1 сбоку; на фиг. 2-по стрелке А на фиг. 1; на фиг. 3-разрез по ББ на фиг. 1.
Заготовки, посту паю нз бункера /, с похющью подавате.тя 2 юд возде11Ств 1е.м 3 на рыча - 4 заталкиваются в очередное г)1ездо питателя (перфоратора) 5 и далее следу от по иерифер П катка б
до соприкосновения с НПЖ 1МНЫМ
катком 7. Для удержа ия в гнездах перфоратора и.:еется ко.чьцо 8. По пути следования заготовки с нажимным катком 7 происходит ее . Катки 6 н 7 вран;аются в разные стороны с разно11 скоростью, и заготовка, получая врап;ение, родолжает продв 1гаться
по ОКруН-СНОСТ.
Разность CKopocTeii вранд,еиия катков подобрана так, что скорость перед ижения равняется окружной скорости питателя (перфоратора) о. Число оборотов нажи. катка 7 изменяется с помоп;ью сменных шестерен 9.
В зоне зажима заготовок, где происходит их вращение, находится фреза 10 с твердосплавными зубьями (ножами), полхчающая вращение от фланцевого мотора // через шестеренчатую передачу.
По .мера и1)одвнжения вращгиоще1 1ся заготовки мкмо пращиюще ся фрезы происходит обработка конца изделия. При дальие паем иродвии еиии вниз станины 12 обработанное изделие через люк иоиадает в ян1,ик для готовоli продукции.
Пажим катка 7 осуществляется регулируемо иружниой через n/iynжер 14 на кулису 15.
:с,1и ось катка 7 наход1ггся в ианравляк)н;их, расноложениых иеносредст1 еиио на кулисе 15, то зажим обеспечивается .п-ниь но однон заготовке. При р.чсиоложении катка на кача1ои 1,е11ся ио.твеске 16 за иск.почением случая, когда за1отовка находится на ,1иинн, ироходян1,еГ1 через оси обоих катков или вблизи ее, обесиечеи одновременный зажим двух заготовок.
От электромотора, )асио,1оженного внутри стаинив, движение передается на И:1нводно11 Н1кив 17 и далее на чер1 ячиы11 ва.т 16 и и червяк 19 через нару CMCKHBIX шестерен 20. Че|1вяк 2 соединен с валом /cV через нредохраните.1ьнук) кулачковую муфту 22 с винтовыми скосами. От Ba.ia 23 через И1естернк) 24 вран1,ение нередается валу 25, от которого через Н1есте)ни 26 и 27 приводится во в)аи1,ение вал 28 1и-ггате,1я (перфоратора) 5.
От этого же Ba.ia через 1иесте 1нк) 29 и наразитку, находяИ1,уюся на валке 28, ишстерню SJ н сменные И1естернн 9 движени е иередается иажнмному катку 7.
Кулачок 31, уиравляюн 1,ий через 4 и пружину 3 движение.м иодавателя 2 получает враи;еиие от вала 18 через нару конических Н1естерен 32.
Оноры нажимного катка 7 расположены в подвеске 16, которая в некоторых пределах может иово)ачиватвся BOKi)yr оси 33, находяИ1,е11ся в конце ку.1исы /5. Кулиса 15 иово|1ачивается вокруг оси валка 26 иод возде 1Ствием нружииио1О илуижера 14.
Поворото.м рукоятки 34 эксцеитрика осв 33 опор ку.пкв может быть отведена в сторону от катка 6 на время смены нерфо1)атора 5.
л1,ля удерн ання заготовок в гнездах иерфорато()а имеется ко.чьцо 8. При иоиадании иекондициониой заготовки оно иоворачивается и выступом 35 нажимает H;I микровыключатель 36, дает команду от1ч.тючения станка и е.Ч) тор.можения конусны : тормозом 37. При работе станка тормоз расто рможеи.
Фреза 10 с твеп;и)си.1авными вставками имеет наклонные ножи (зубья) для уменьшения iionejie4ного дав.-1ения.
П р е д м е т и з о б р е т е н и я
1.Автоматически станок д.чя ocTjieHHM Koi;uo j )уиоБ, круг/1ЫХ i4io:vieii и т. i. издели ; с исиользование В11аи1,аюи.1,егося мно1огнездового , д,.1я иодачи заготовок от бункера к фрезе, о тл и ч а ю Н, 11 с я тем, что, с целью достижения иенре)Ь вности процесса резанья, и) взаи оде11ствую и,ие с многогиездовым иитате;1е. (иерфораторо.м) катки, иолуча1ои,ие вращение в 1аз.чые сто)оиы с разион скоростью, нредиазначеншле один для осевого иоджима заготов и, а другой для вращения заготовки с одновременным ее нереме1цением но окружности в процессе обработки ее фрезоГь
2.Фор.ма выполнения стайка по . 1, о т .I и ч а ю щ а я с я тем, что, с целью осуществления зажима одновременно двух заготовок, один из катков помещен в качающейся подвеске.
3 /
Фиг. 2
33 30 Вид по стрвлке fl
3i
Фиг. о
Роз рез по Б Б г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для обработки шлицев в головках винтов | 1947 |
|
SU71088A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| Ротационный шлицепротяжной автомат | 1957 |
|
SU121645A1 |
| Станок для сверловки пуговиц | 1955 |
|
SU107153A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Резьбонакатный шлицовочный станок | 1946 |
|
SU72572A1 |
| Устройство для удаления дорна из трубчатых изделий | 1985 |
|
SU1348194A1 |
| Транспортер к непрерывно-протяжному станку с перемещающимся инструментом | 1961 |
|
SU147134A1 |
| Устройство барабанного типа для непрерывной вулканизации резиновых и тому подобных изделий | 1947 |
|
SU86917A1 |
.
1I ч 77
tz:5: 7 Eite:: , ri: I-
W.
rzri
f(-f
тш
Ptr -,
i t,
ЩКщ
-m:-- r,.
36 Zf
,
23 -.21 .8
