В существующих непрерывно-протяжных станках с перемещающимся инструментом в процессе их работы создается довольно больщой опрокидывающий момент, воздействующий на протяжку и снижающий ее эксплуатационные качества.
В описываемом непрерывно-протяжно.м станке, движение очередной протяжки в зоне резания осунгествляют последующей протяжкой, перемещаемой реечной передачей и контактирующей с толкаемой протяжкой, что уменьщает величину опрокидывающего момента, воздействующего на протяжку в зоне резания, и повыщает ее стойкость.
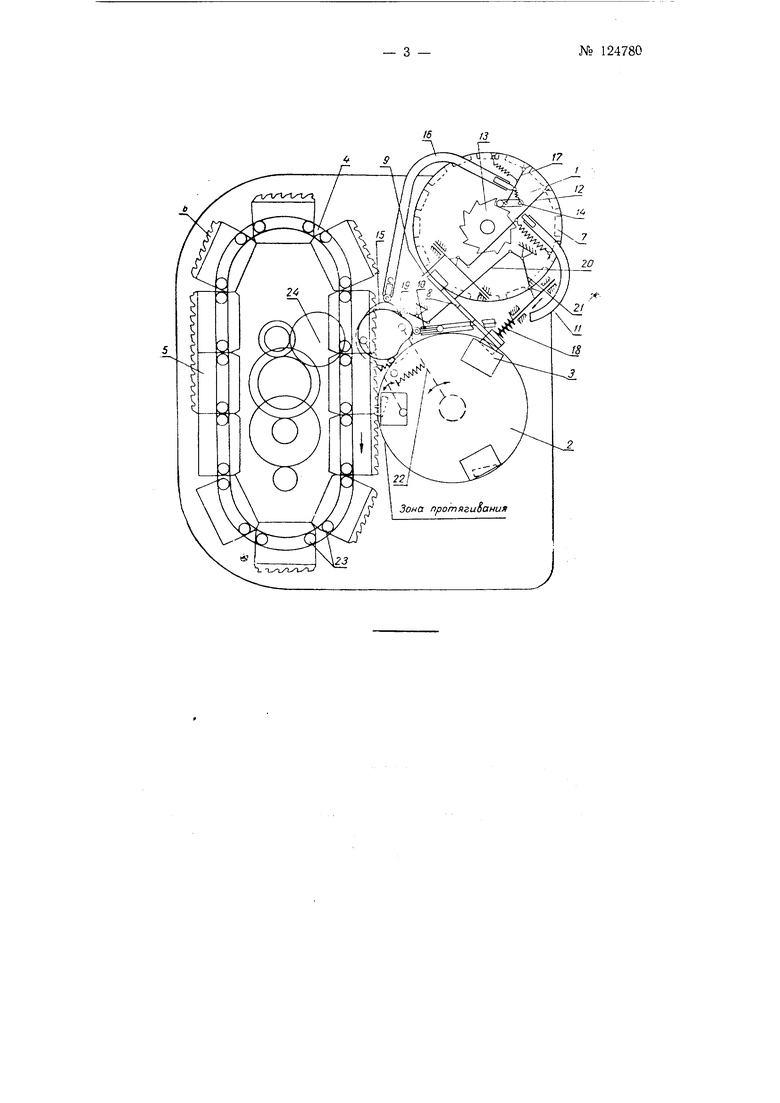
На чертеже изображена схема описываемого непрерывно-протяжного станка.
Описываемый непрерывно-протяжной станок состоит в основном из загрузочного устройства с вращающимся диском 1, поворотного стола 5 с закрепленными на нем автоматическими тисками 3 для фиксации и зажима в них обрабатываемых деталей и транспортера 4, непрерывно передвигающего ползущки 5 с закрепленными на них протяжками 6.
Заготовка загружается в бункер, на дне которого расположен вращающийся диск / с захватными органами 7. Заготовка попадает в захватные органы 7, ориентируется в нужном положении и вместе с диском / перемещается к загрузочному лотку 8, где при помощи то/ткателя 9, приводимого в действие от кулачка 10 через щариковую трубку 11 и рычаг 12, выталкивается из захватного органа 7 в загрузочный лоток 8.
Вращение диска / осуществляется при помощи храпового механизма 13 и собачки 14 от кулачка 15 через щариковую трубку 16 и рычаг 17. Заготовка из загрузочного лотка 8 при помощи выталкивателя 18, приводимого в движение от кулачка 19 через рычаги 20 и 21, по№ 124780- 2 дается в тиски 3, в которых автоматически зажимается в ориентированном положении.
После загрузки очередной заготовки в губки тисков 3 стол 2 под воздействием кулачка на рычаг 22 освобождается от затяжки, фиксатор выталкивается кулачком, и стол 2 при входе водила в лаз мальтийского креста, сидящего на одном валу со столом 2, поворачивается на одну позицию, а зажатая в тисках 3 заготовка перемещается в рабочее положение, после чего стол 2 фиксируется, затягивается рычагом ,22 и прижимается к тумбе станка. Поворот стола 2 осуществляется во время прохождения мнмо обрабатываемой детали холостых ползушек 5.
При зафиксированном столе 2 и при зажатых тисках 5, заготовка подвергается протягиванию -последовательно проходящими Протяжками 6.
Ползущки 5, на которых закреплены протяжки б, имея два катка 23 (или две пары катков), катятся ino одинарному или двойному овальному пазу транспортера 4, расположенного в горизонтальной плоскости. В перпендикулярном направлении степень свободы ползушек ограничивается плоскими направляю цими. Па рабочем участке, выполненном в виде прямолинейного подшипника качения, люфт в опорах лолзущек выбирается давлением ггодпружинеиных плунжеров. Движение ползущек 5 происходит от реечной щестерни 24, которая нолучает свое вращение от электродвигателя через систему зубчатых колес. Ползушка, вошедщая в зону резания, толкает ползушку с протяжкой, производящей обработку заготовки, а через нее и другие -ползущки 5 и тем caMbijM, воспринимая на себя часть усилий резания, уменьшает онрокидываюн1ий момент в зоне резания.
Закончив обработку детали всеми протяжками 6 и при подходе к зоне резання холостых ползущек 5, стол 2 разжимается, его фиксатор оттягивается, стол 2 ловорачивается на одну позицию, перенося тиски 3 вместе с рбработанной деталью в зону сброса, где тиски перед остановкой стола разжимаются и обработанная деталь сбрасывается в ящик полуфабрикатов, а в зону резания подается новая заготовка, зажатая в тисках 3.
Предмет изобретения
Пенрерывно-протяжной станок с неремен ающимся инструментом, отличающийся тем, что, с целью уменьшения Опрокидывающего момента на протяжке при резании и повышения ее стойкости, движение протяжки в зоне резання осуществляют последующей протяжкой, перемещаемой реечной передачей н контактирующей с толкаемой протяжкой в зоне, обеспечивающей минимальную величину опрокидывающего момента.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| Транспортер к непрерывно-протяжному станку с перемещающимся инструментом | 1961 |
|
SU147134A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Автоматический станок для прорезания шлицев в головках винтов | 1952 |
|
SU100117A2 |
| Станок для обработки заготовок | 1972 |
|
SU447208A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1972 |
|
SU423581A1 |
| Ротационный шлицепротяжной автомат | 1957 |
|
SU121645A1 |
| Транспортер к непрерывно-протяжному станку | 1975 |
|
SU541601A1 |
| ПРОТЯЖНОЙ СТАНОК | 1971 |
|
SU298459A1 |