В существующих станках для прорезання щлицев в головках винтов автоматическая подача заготовок из бункера обычно осуществляется цепным транспортером, звенья которого щарнирно связаны между собой.
В предлагаемом станке транспортер выполнен из отдельных, жестких секций- Секции перемещаются по параллельным направляющим, связанным между собой установленными на их концах поворотными в плоскости, перпендикулярной к движению транспортера коромыслами для переноса каждой секции транспортера с одной направляющей на другую.
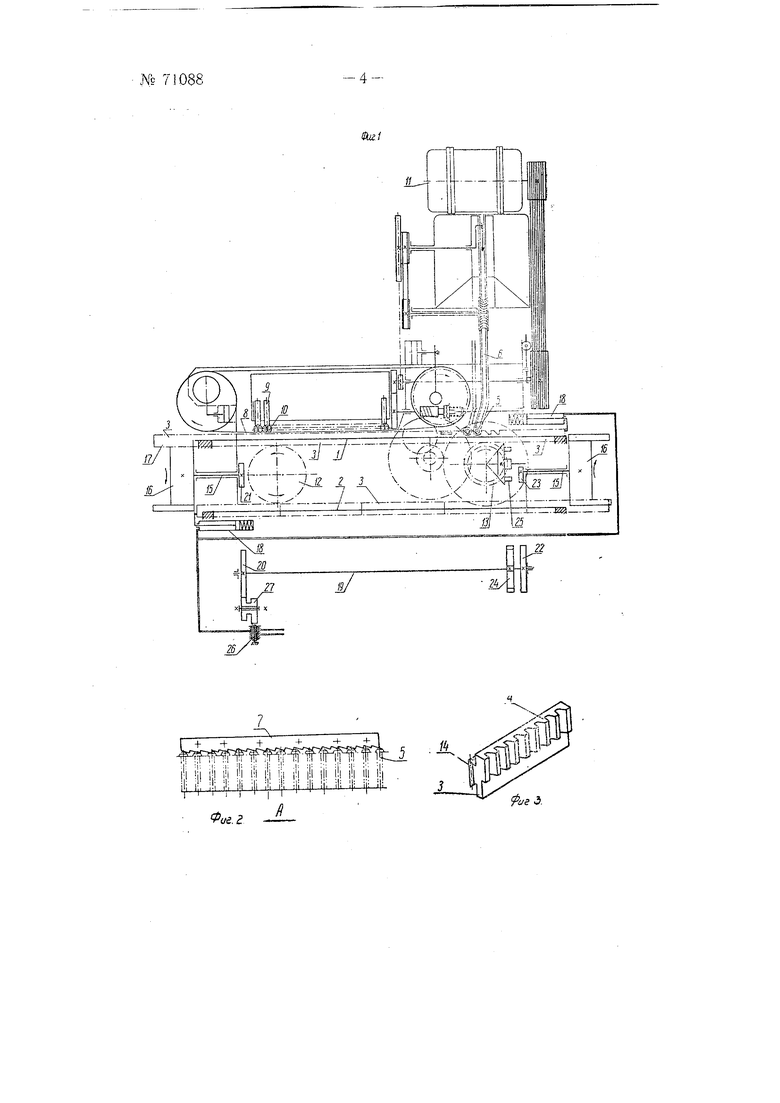
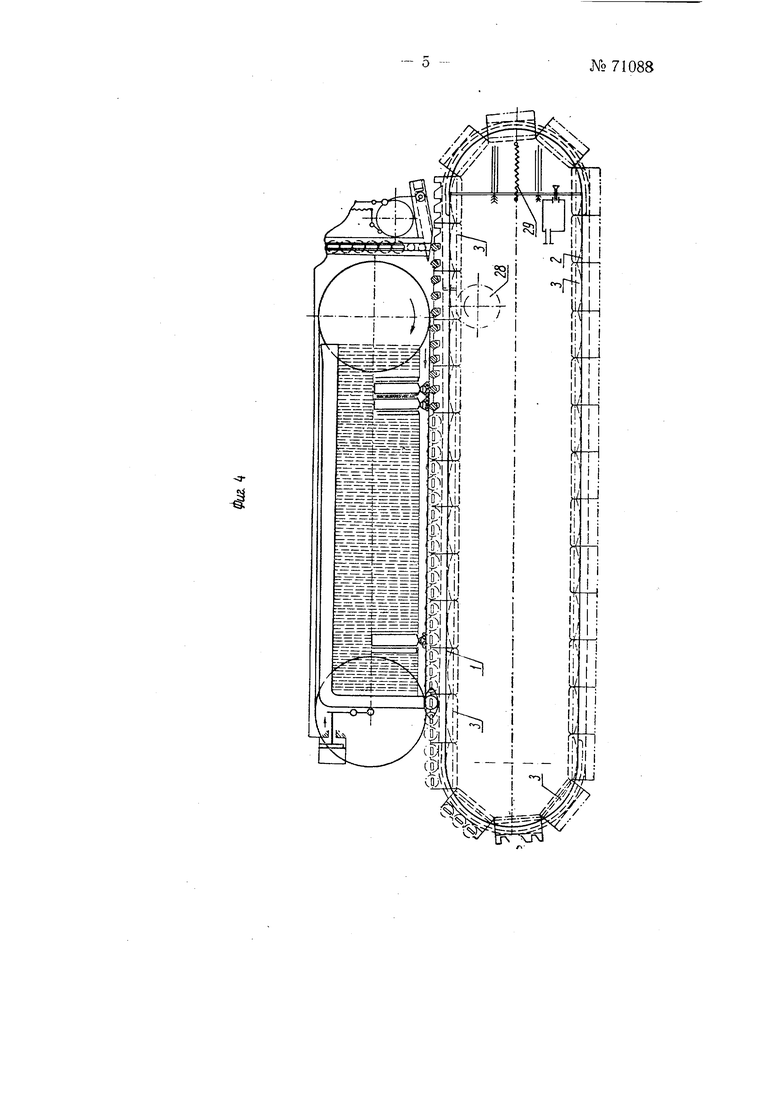
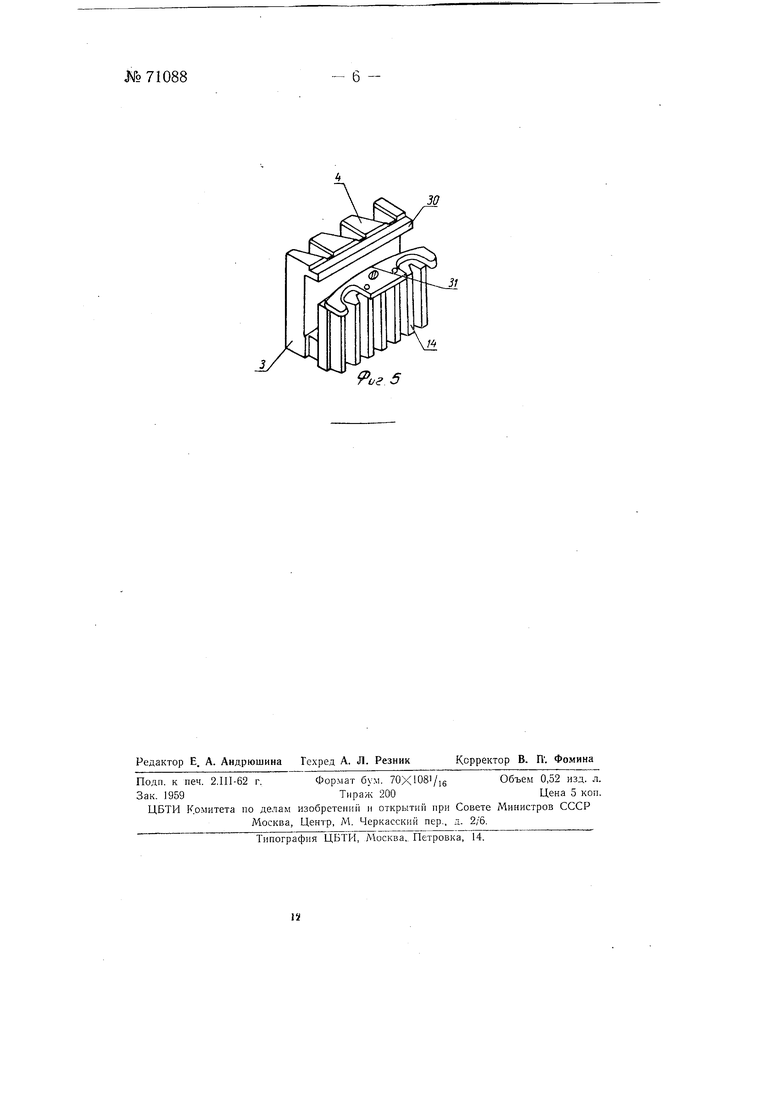
На фиг. 1 изображена принципиальная схема автоматического станка для прорезания щлицев в головках винтов с незамкнутым транспортером, вид сбоку; на фиг. 2-схема относительного расположения инструмента и непрерывно движущихся заготовок; на фиг. 3-конструкция секции незамкнутого транспортера; на фиг. 4-схема автоматического станка для прорезания щлицев в головках винтов, снабженного замкнутым транспортером; на фиг- 5-конструкция секции замкнутого транспортераПо жестким параллельным незамкнутым направляющим J и 2 непрерывно движутся отдельные, не связанные между собой секции 3 транспортера, несущие между своими зубцами 4 (фиг- 3) изделия 5 (фиг. 2). Заготовки попадают на транспортер из бункера через питатель 6 и транспортируются под плоскую протяжку 7, которая осуществляет нрорезание щлицев в головках при непрерывном движении изделий по стрелке А (фиг. 2)- При попадании на рабочую позицию и в процессе прорезания щлицев заготовки зажимаются между зубцами секций транспортера посредством бесконечной стальной ленты 8, приводимой в синхронное с транспортером движение и Находящейся под воздействием гидравлических плунжеров Я снабженных роликовыми опорами W.
№ 71088-2Движение секций транспортера вдоль направляющих осуществляется кинематически связанными с нриводным электродвигателем 11 зубчатыми колесами 12 и 13, которые сцепляются с зубчатыми рейками 14, выполненными на обратной поверхности секций 3 (фиг. 3).
Незамкнутые параллельные ветви направляющих 1 н 2 связаны между собой устаноаленНыми на их концах поворотными на осях 15 коромыслами 16, обеспечивающими перенос секций транспортера с направляющей / на направляющую 2 и обратно при их подходе к концам направляющих- Осуществляется этот перенос в следующем порядке: очередная секция, подталкиваемая сзади ведущей секцией,,находящейся в данный момент в зацеплении с ведущей щестерней 72 или 13, входит в направляющие 17, имеющиеся на коромысле; после этого коромысло поворачивается на 180° и переносит секцию к началу другой параллельной направляющей транспортера. С помощью гидравлических толкателей 18 секция выталкивается из направляющих коромысла на жесткие направляющие транспортера и захватывается ведущей щестерней 12 или 13Поворот коромысел происходит с помощью вала 19 посредством зубчатых, пар 20-21 и 22-23. Вал /9 получает прерывистое вращение от мальтийского креста 24 и цевочного колеса 25 кинематически связанного с ведущими зубчатыми колесами транспортера.
Работа толкателей 18 регулируется распределительным золотником 26, находящимся под воздействием кулачка 27, кинематически связанного с валом 19.
Транспортер может быть выполнен также с замкнутыми жесткими направляющими (фиг. 4). В этом случае отдельные не связанные между собой секции транспортера образуют непрерывную цепь и приводятся в движение одной ведущей щестерней 28, создающей толкающее усилие между секциямиПереход секций с одной прямолинейной направляющей У на другую 2 осуществляется также по жестким направляющим, но выполненными по дуге окружности- При этом дуговая замыкающая направляющая с одного конца жестко связана с прямолинейными направляющими, а замыкающая направляющая с другого конца подпружинена посредством пружины 29 в иапраЕлении продольной оси контура транспортера- Таким образом направляющие транспортера образуют замкнутый контур, состоящий из двух прямолинейных участков и двух сопряженных с ними дуговых участков.
Для обеспечения свободного перехода секций 3 транспортера с прямолинейной направляющей на закругленную салазки секций выполнены не в виде ласточкина хвоста, как в первом варианте (фиг. 3), а в виде пазов прямоугольного сечения, одна сторона 30 которых прямая, а другая 31 выполнена но дуге окружности с радиусом, равным радиусу кривизны замыкающих направляющих тр «спортера (фиг- 5)Предмет изобретения
1. Автоматический станок для обработки щлицев в головках винтов и тому подобных работ с непрерывной подачей изделий из бункера на реечкый транспортер, осуществляющий рабочее перемещение изделий относительно режущего инструмента, отличающийся тем, что, транспортер выполнен из отдельных не связанных между собой жестки,х секций, для направления которых служат параллельные направляющие, связанные между собой установленными на их концах поворотными в плоскости, перпендикулярной к движению транспортера коромыслами
д;1я переноса каждой секции 1рансиоргера с одной направляющей на другую.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью периодического поворота коромысел, примен мальтийский крест, взаимодействующий с цевочной шестерней привода и кинематически связанный с осями поворота коромысел.
3.Видоизменение станка по п. 1, отличающееся тем, что с целью перевода реечных секций транспортера с одной рельсовой направляющей на другую, последние выполнены замкнутыми с помощью двух дополнительных, соединяющих прямолинейные параллельные участки транспортера на его концах дуговых рельсовых направляющих, одна из которых подпружинена в направлении продольной оси замкнутого контура транспортера.
Такое устройство обеспечивает удобство монтажа транспортера и возможность быстрой за.мены его отдельных секций без разборки станка. При этом габариты транспортера могут быть значительно уменьшены без уменьшения размеров его секций.
- 3-ЛЬ 7108В
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для прорезания шлицев в головках винтов | 1952 |
|
SU100117A2 |
| Транспортер к непрерывно-протяжному станку с перемещающимся инструментом | 1961 |
|
SU147134A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| Контрольный автомат к резьбонакатному станку | 1951 |
|
SU95928A1 |
| Резьбонакатный шлицовочный станок | 1946 |
|
SU72572A1 |
| Ротационный шлицепротяжной автомат | 1957 |
|
SU121645A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| Протяжной станок дуплекс | 1955 |
|
SU113639A1 |
Ttff-ч
.г
If J.
с
г5