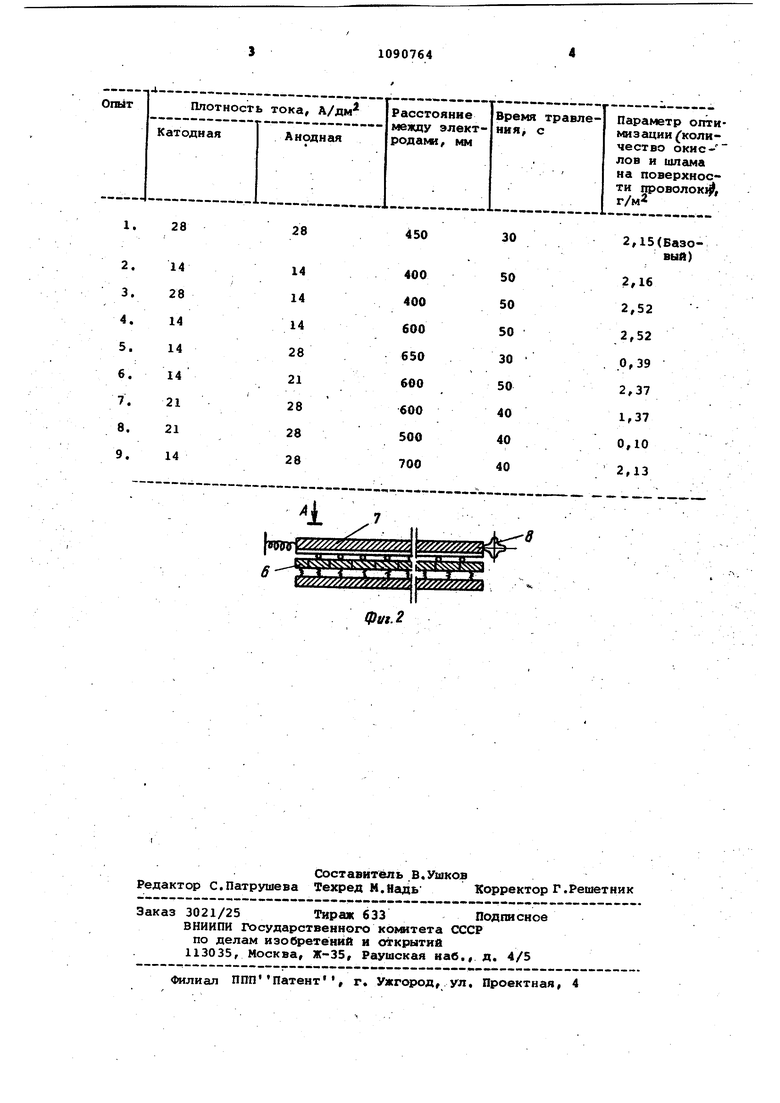
Изобретение относится к оборудоваиию для очистки поверхности проволоки от технологических окислов при движении ее в нитку и может быт использовано на заводах метизной от расли. Известна ванна биполярного травл ния проволоки/ включающая электроды выполненные в виде цилиндрических стержней, смонтированных в изоляцио ных перфорированных трубках lJ. При такой конструкции ванны име большие потери электрического тока вследствие замыкания через эле ролит, а-удаление цщама возможно только при высоких плоскостях тока. Наиболее близким к изобретению яв ляется установка для электролитической очистки проволоки, содержащая ванну для раствора, разделенную перегородками на ячейки с электродами разноименной полярности С23. Однако увеличение интенсивности очистки достигается за счет увеличения плотности тока анодной и катодной обработки одновременно путем уве личения общей силы тока в цепи, что ведет к перегреву, повышению испарения электролита и перерасходу электроэнергии. -Для уменьшения перегрева электролита необходима интенсивная его циркуляция, что Г5)иводит к насыщению электролита продуктами очистки, находящими.ся во взвешенном состо ня и ухудшению качества очистки. J Кроме того, недостатком устройства является невозможность изменять интенсивность анодной и катодной обработки поверхности изделия (про.волоки) раздельно, так как увеличение или уменьшение плотности тока на поверхности изделия одной полярности вызовет равное увеличение или уменьшение 1 лотности тока противоположной полярности. Целью изобретения является интенсификация процесса очистки и сокращение затрат. Поставленная цель достигается тем что устройство для травления и очист ки проволоки, содержащее ванну для раствора, разделенную перегородками на ячейки с электродами разноименной полярности, снабжено приспособлением для знакопеременного кручения проволоки, установленным за ванной по ходу движения, выполненным в виде.двух плит, причем верхняя гуммированная плита установлена с возможностью возвратно-поступательного движения, а ячейки в рабочей зоне ванны запол нены гранулированным обтирочным мате риалом. Рабочая поверхность анода в 1,52 раза меньше поверхности катода. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, продольный разрез. Устройство содержит рабочую ван.ну 1 с очищающим раствором 2. В рабочей ванне установлены биполярные ячейки 3 со свинцовыми электродами 4, заполненные обтирочным гранулированным материалом 5. На выходе,из ванны травления проволока проходит устройство для знакопеременного кру-. чения вокруг своей оси, состоящее из нижней плиты 6 верхней плиты 7 и кулачка 8. Устройство работает следующим образом. Патентированная проволока 0,82,9 мм проходит ванну предварительной очистки и охлаждения, затем поступает в ванну травления и очистки. В ванне травления проволока подвергается биполярному травлению в растворе 2 серной кислоты состава, г/л: Н|8Од 120-200; NaCl до 100; ингибитор - ПКУ 0,1-0,3. Биполярные ячейки заполнены гранулированным обтирочным материёшом 5. Для обеспечения контакта всей поверхности проволоки с обтирочным материалом и полного удаления шлама с поверхности проволока подвергается знакопеременному- кручению. Проволока через все устройство проходит пр молинейно. Опытная проверка работы устройства показала возможность травления и очистки поверхности проволоки диаметром 0,8-2,9 мм из сталей 50,70. Для опытов брали проволоку после патентирования диаметром 2,9 мм из стали 50 с количеством окислов на поверхности проволоки 28,83 г/м ил(и 4,18 кг/т. Матрица плана эксперимента и результаты опытов представлены в таблице. ак видно из таблицы, лучшие результаты по подготовке поверхности проволоки перед нанесением покрытий получены при анодной плотности тока (Дк) 28 А/дМ и катодной 14-21 А/дм, расстоянии между электродами по осям 500 мм и времени травления 40 с. При этом ток подавался только на первые два электрода, а остальные были отключены. Однако при более плотных окислах или большем их количестве целесообразно подключение след51тощих пар &ле1 тродов. Экономический эффект только от экономии электроэнергии по сравнению с базовым образцом ориентировочно составляет 75 руб. на тонну проволоки 0,8 мм.
28
1.
28
50
30
2,15(Базовый)
2,16 2,52 2,52 0,39 2,37 1,37 0,10 2,13
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1997 |
|
RU2181150C2 |
| Устройство для электрохимической очистки полосового проката | 1989 |
|
SU1808886A1 |
| Диафрагменный электролизер для получения хлора и щелочи | 1976 |
|
SU730009A1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ МЕТАЛЛИЗАЦИИ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2653515C1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Биполярный электролизер для получения алюминия | 1981 |
|
SU996519A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| Способ электролитической очистки изделий | 1988 |
|
SU1563789A1 |
1. УСТРОЙСТВО ДЛЯ ТРАВЛЕНИЯ И ОЧИСТКИ ПРОВОЛОКИ, содержащее ванну для раствора, разделенную перегородками на ячейки с электродами разноименной полярности, о т л и ч. ающее с я тем, что, с целью интенсификации процесса очистки и сокращения затрат, оно снабжено приспособлением для знакопеременного кручения проволоки, установленным за ванной по ходу движения, выполненным в виде двух плит, причем верхняя гуммированная плита установлена с возможностью возвратно-поступательного движения, а-ячейки в рабочей зоне ванны заполнены гранулированным обтирочным материалом. 2. Устройство по п. 1, отлич ающе е с я тем, что рабочая ПО7 верхность анода в 1,5-2 раза меньше поверхности катода.$ V X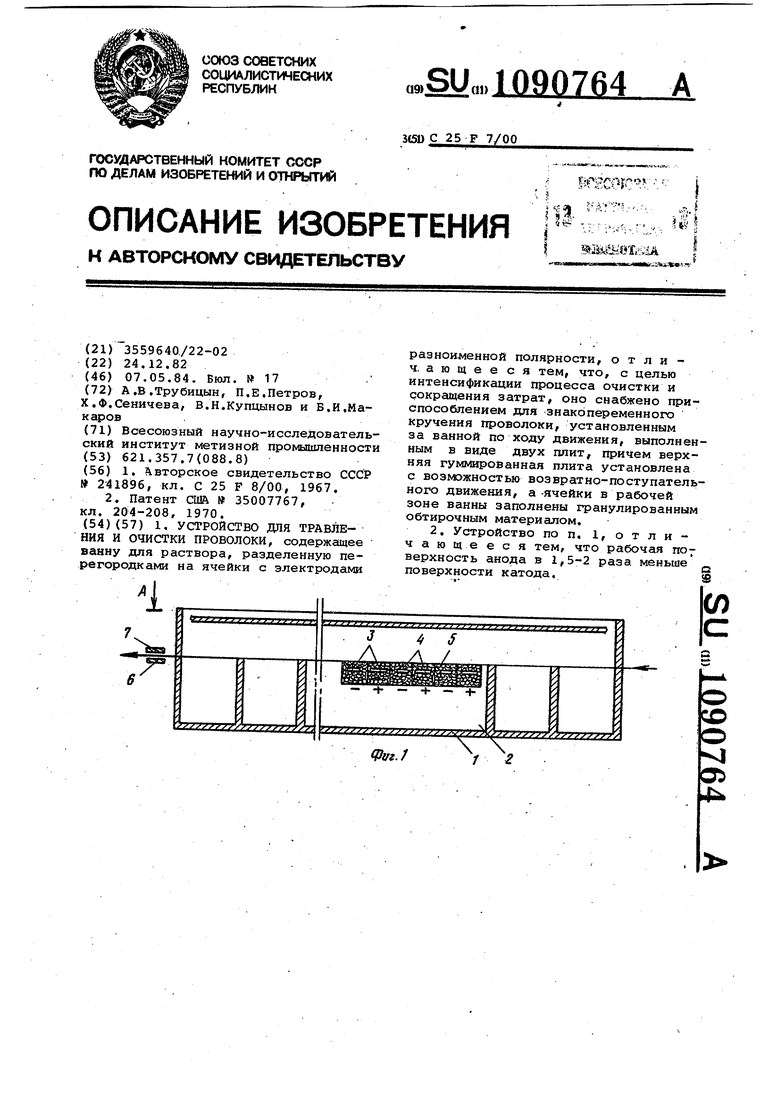
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВАННА ДЛЯ БИПОЛЯРНОГО ТРАВЛЕНИЯ ПРОВОЛОКИ | 0 |
|
SU241896A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 35007767, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
