Известные гайконарезные станки, нарезающие резьбу с реверсированием вращения шпинделя с нрямым метчиком, имеют сравнительно резкое изменение направления вращения метчика нри нарезании, в результате чего ухудщается качество получаемой резьбы и исключается возможность применения скоростных режимов резания.
Для устранения этих недостатков в предлагаемой конструкции станка применено плавное измепение пап)авления и скорости вращения метчика с помощью кривошипного меха1;изма. Дополнительно к резьбонарезанию в предлагаемом станке осуществлено также предварите,чьпое декование нарезаемого отверстия.
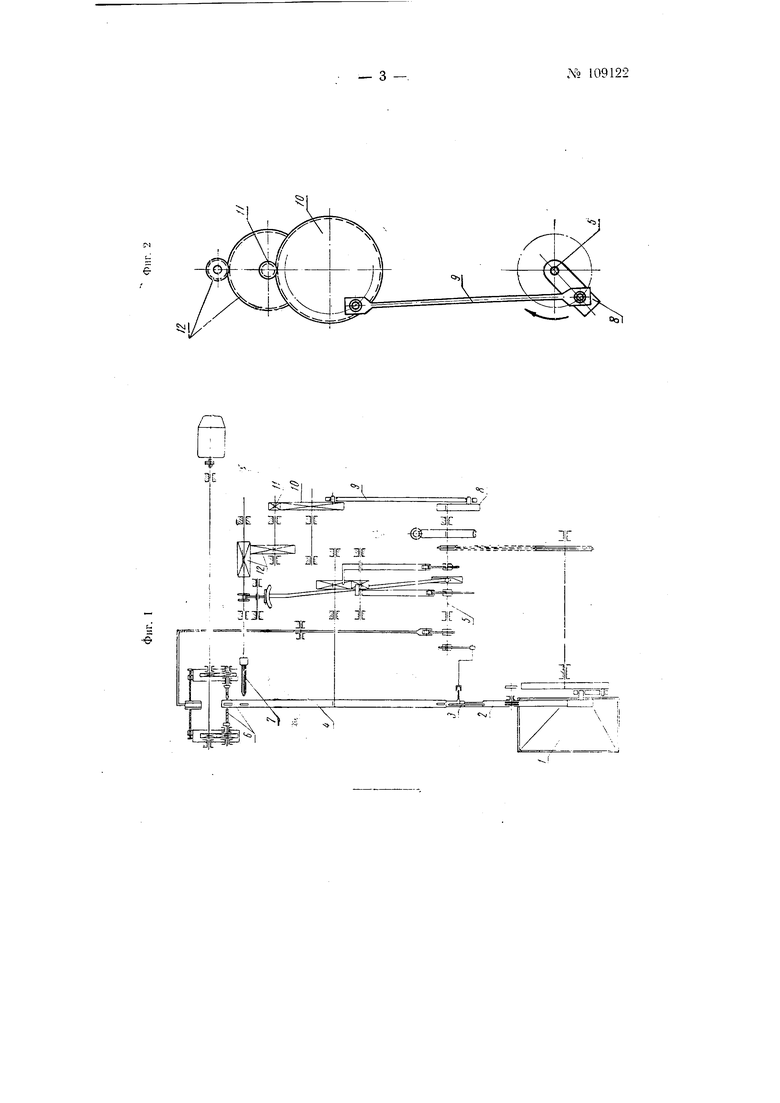
На фиг. изображена схема пред;i; r; e.Moio станка; на фиг. 2 - с.чома кривонгипного механизма. Штампованные пли точеные заготовки под гайку загружаются в бункер / с шиберным питателем. Из питателя через капал 2 с помощью толкателя 3 заготовки попадают в магазинный диск 4.
Диск 4 от распределительного вала 5 получает прерывпсто-вращате.1ьное движение. Когда заготовка становится против сверлильных суппортов 6, происходит снятие фасок в отверстие с обеих сторон заготовки. При дальнейщем вращении диска заготовка попадает против щпинделя с метчиком 7, который и производит нарезку рез12бы.
Готовая деталь и стружка, образсвавщаяся при нарезании резьбы, удаляется из лгагазипного диска с помощью сильной струи сульфофрезола. подаваел ого насосом. Шпипдель метчика 7 получает левое и правое вращение с плавным изменением направления вращення п скорости за счет спепиальпого механизма. Этот механизм состоит из крпвоиппга 8, сидящего па распределительпом валу J, шатупа 9, связанлюго с крпвошипом 8 п зубчатым колесом 10, и двух пар ускорительных зубчатых :ереда Ю, 11 п 12.
Вследствие того, что радиус вращения кривошппа S меньп.1е раднуса качания пальца птатуна 9 на зубчатом ко.тесе 10, пос.педнее, при равномерном воапхепип распределите.льного вала в одну сторону, получает левое и правое неравномерное вращение вокруг своей оси.
Через ускорительную двухстуненчатую зубчатую передачу 11 и 12 резьбонарезной шниндель станка получает левое и правое вращение с п.лавным изменением направления и скорости.
Меняя соотнощение радиусов, можно задавать соответствурощее число оборотов метчика на один цикл . работы станка.
Предмет изобретения
Резьбонарезной станок для нарезания гаек, посредством прямого и обратного вращательного движения метчика, отличающийся тем, что, с целью повыщения производительности нарезания резьбы, применено плавное изменение направления и скорости вращения метчика с помощью кривощипного механизма.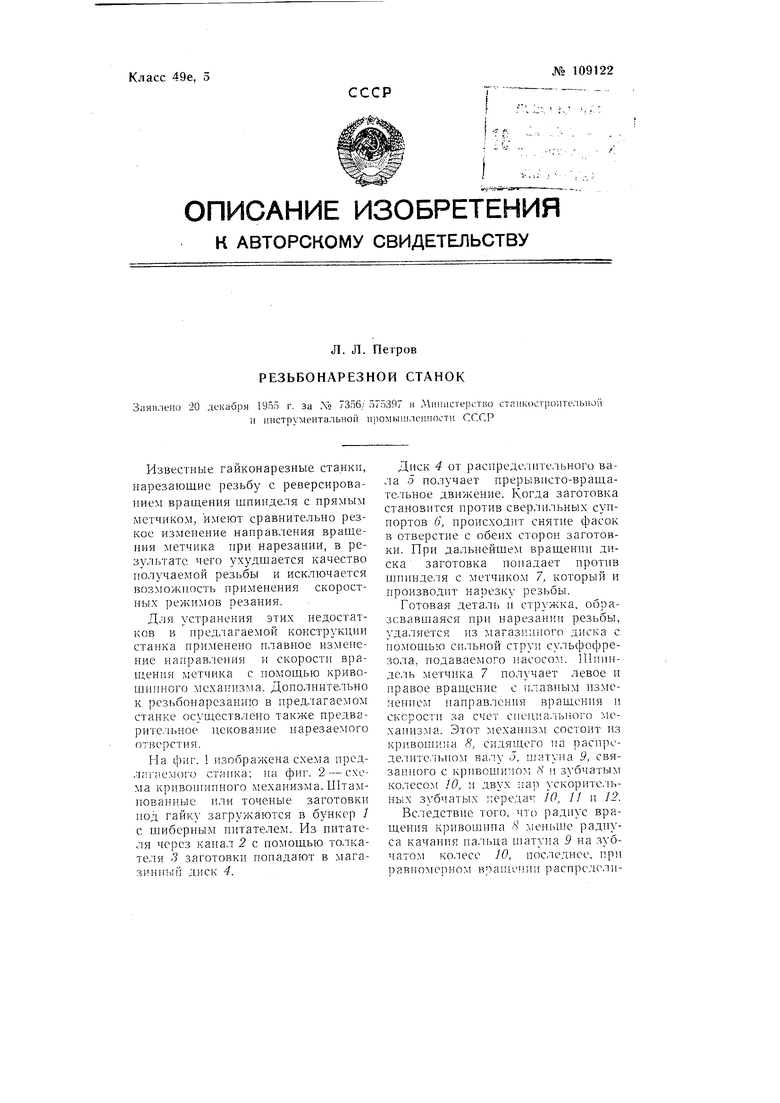
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Автомат для нарезания резьбы в гайках | 1982 |
|
SU1117161A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| Резьбонарезной станок | 1988 |
|
SU1633444A1 |
| Автомат для нарезания гаек | 1961 |
|
SU149660A1 |
| Устройство для нарезания резьбы | 1974 |
|
SU510335A1 |
| Многошпиндельный автомат для нарезания резьбы | 1974 |
|
SU536904A1 |
| Станок для нарезания резьбы | 1990 |
|
SU1804977A1 |
| Головка для автоматического нарезания резьбы | 1985 |
|
SU1266683A1 |