Изобретение относится к станкостроению, в частности к гайконарезным станкам- автоматам, используемым в различных областях народного хозяйства, связанным с массовым и серийным производством деталей типа круглых гаек.
Цель изобретения - повышение производительности автомата за счет надежного контроля поломки метчиков.
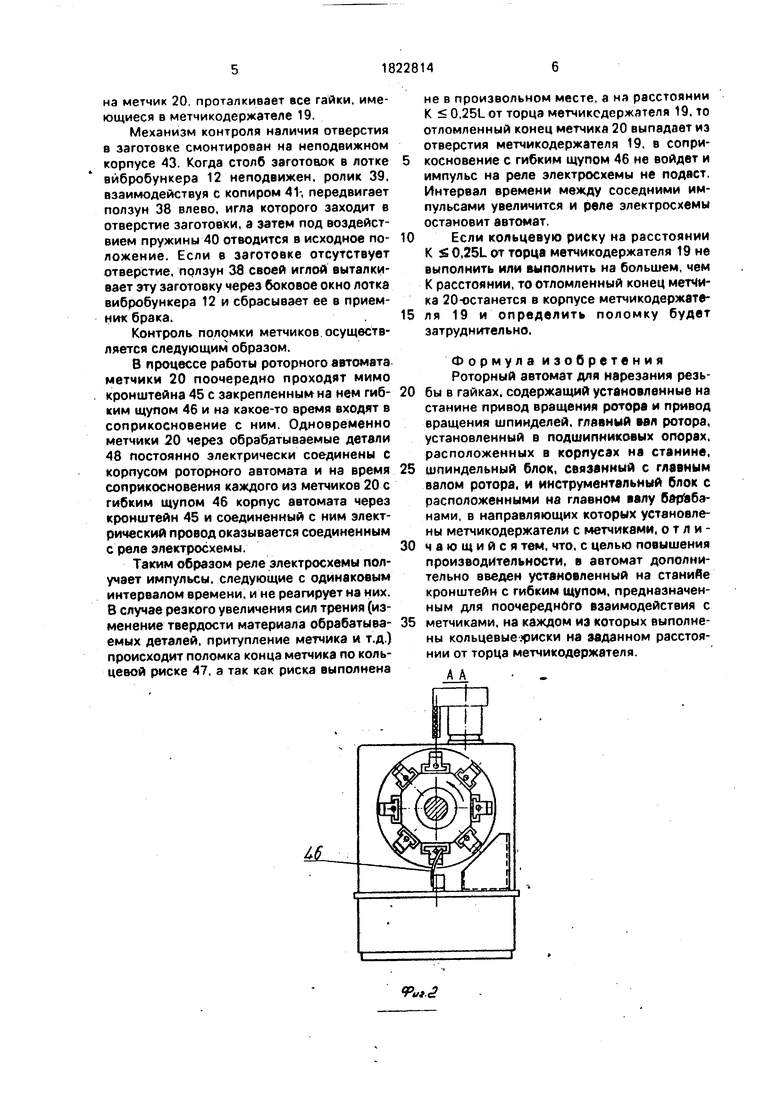
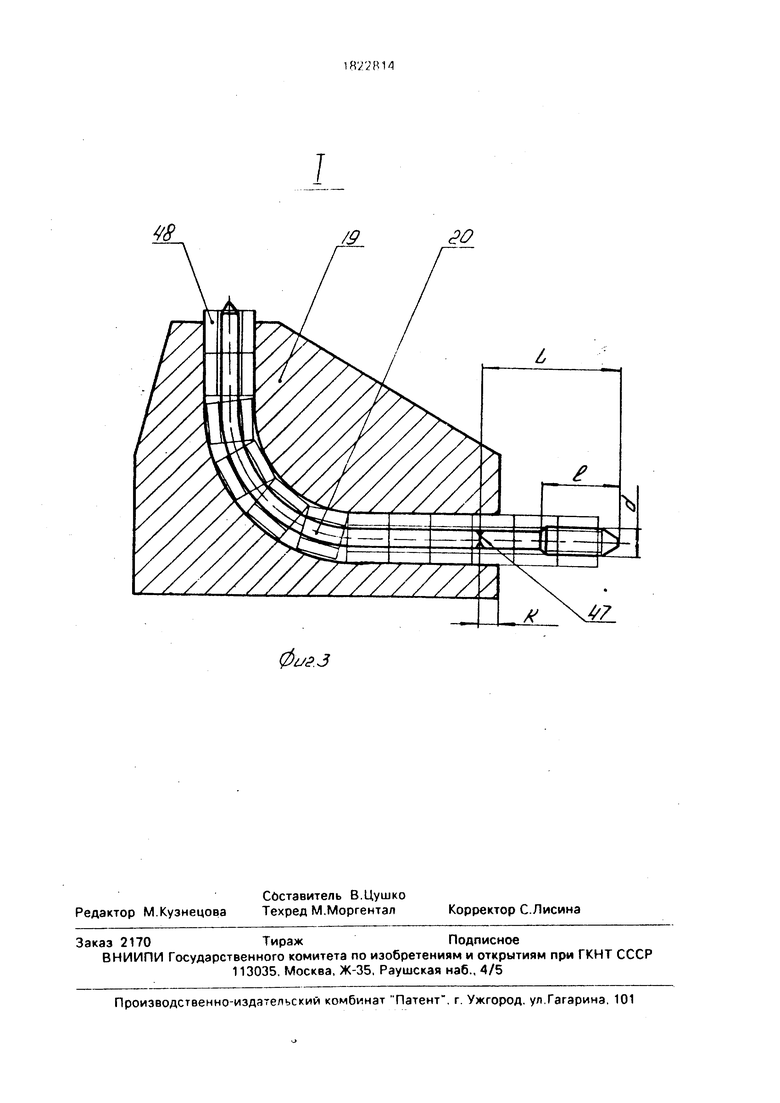
На фиг.1 изображен общий вид роторного автомата; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - узел I на фиг. 1.
Роторный автомат состоит из сварной станины 1, на верхней плите которой смонтированы привод 2 вращения ротора и привод 3 вращения шпинделей. На этой же плите установлены корпусы 4 и 5, в которых помещены подшипниковые опоры главного вала 6 ротора с закрепленной на нем шестерней 7. На валу 6 размещены инструмен- тальный блок, основными несущими частями которого являются барабаны 8 и 9, закрепленные на валу ротора, и шпиндельный блок, все узлы которого смонтированы на жестко скрепленных между собой и с валом ротора барабанах 10 и 11. На корпусе 4 установлен вибробункер 12, имеющий ориентирующее устройство и лоток.
К лотку вибробункера 12 прикреплен схват 13, обеспечивающий определенный зазор при нахождении заготовок во впадинах питателя. В отверстиях барабана 8 раз- мещены ползуны 14, снабженные пружинами 15, толкатели 16 и ролики 17. перемещающиеся по пару копира 18. В направляющих бардбана 9 находятся метчико- держатели 19, в которых помещены метчики с изогнутыми хвостовиками 20. На ступице барабана 10 закреплен дисковый питатель 21. В совмещенных по осям отверстиях в барабанах 10 и 11 смонтированы шпиндельные узлы рабочих позиций, имеющие шпиндель 22, цангу 23, тягу 24, шестерню 25, пружину 26, ползун 27, обойму 28, упорный подшипник 29, конус 30, рычаг 31, шарнир- но закрепленный на шпинделе 22. диск 32 и ролик 33, перемещающийся по копиру 34. Гильза 35 несет на себе закрепленные на ней зубчатый венец 36 и шестерню 37. Для контроля наличия отверстия в заготовке имеется ползун 38 с подпружиненной иглой и с закрепленной осью ролика 39, взаимодействующий с пружиной 40 и с копиром 41, на внешней стороне барабана 10. Для сбора готовых деталей имеется тара 42. Копир 34 размещен в неподвижном корпусе 43.
На станине 1 через электроизоляционную прокладку 44 установлен кронштейн 45 с гибким щупом 46, соединенный электрическим приводом с реле электросхемы
роторного автомата. На метчиках 20 выполнены кольцевые риски 47 на расстоянии I + d L I + 2d от резьбового конца, где L - длина метчика, I - длина режущей части
метчика, d - диаметр метчика. Размер L подбирается таким образом, чтобы при увеличении усилия резания поломка метчика происходила по кольцевой риске, т.к. при поломке метчика внутри метчикодержателя
0 ig обнаружить ее весьма затруднительно.
Устройство работает следующим образом.
Заготовки круглых гаек засыпают в чашу вибробункера 12, при включении которо5 го заготовки поступают по спиральному витку чаши вибробункера через ориентирующее устройство в лоток, выход из которого перекрыт дисковым питателем 21. От привода 2 вращение ротора через шестерню 7
0 передается валу 6 ротора и получают вращение жестко закрепленные на этом валу инструментальный и шпиндельный блоки, т.е. барабаны 8 и 9,10 и 11. Вращение на шпиндели 22 передается от привода 3 через ше5 стерню 37, гильзу 35, зубчатый венец 36 и шестерни 25.
Вместе с барабанами 8 и 9, 10 и 11 вращается дисковый питатель 21, который Плавно захватывает своей впадиной одну
0 заготовку и заводит1 ее под охват 13. В это время оставшиеся в лотке заготовки отсекаются цилиндрическим участком питателя 21. За время, которое заготовка находится во впадине питателя 21, она предохраняет5 ся от выпадания и центрируется охватом 13, ролик 17, двигаясь по копиру 18, подводит ползун 14, а вместе с ним пружину 15, толкатель 16 и метчикодержатель 19с закрепленным в нем метчиком 20 к заготовке.
0 Даже метчик 20 своей конусной заборной частью входит в отверстие заготовки и двигает ее в гнездо раскрытой в это время постоянно вращающиеся цанги 23. Ролик 33, передвигаясь по копиру 34, отводит пол5 зун 27, а вместе с ним обойму 28, подшипник 29 и конус 30 вправо, разводя при этом рычаги 31, вращающиеся на осях, закрепленных в проушинах шпинделя 22. Рычаги 31, нажимая меньшим плечом на диск 32,
0 перемещают тягу 24 вместе с цангой 23 вправо, осуществляя зажим заготовки в гнезде цанги. Происходит нарезка резьбы методом самозатягивания метчика. По окончании нарезки резьбы цанга 32 раскрывает-
5 ся благодаря передвижению ролика 33 ползуна 27 по копиру 34.
Метчикодержатель 19 с метчиком 20 отводятся в левое исходное положение с помощью ролика 17. передвигающегося по копиру 18. Нарезанная гайка, нанизываясь
на метчик 20, проталкивает все гайки, имеющиеся в метчикодержателе 19.
Механизм контроля наличия отверстия в заготовке смонтирован на неподвижном корпусе 43. Когда столб заготовок в лотке вйбробункера 12 неподвижен, ролик 39, взаимодействуя с копиром 41-, передвигает ползун 38 влево, игла которого заходит в отверстие заготовки, а затем под воздействием пружины 40 отводится в исходное положение. Если в заготовке отсутствует отверстие, ползун 38 своей иглой выталкивает эту заготовку через боковое окно лотка вибробункера 12 и сбрасывает ее в приемник брака.
Контроль поломки метчиков осуществляется следующим образом.
В процессе работы роторного автомата метчики 20 поочередно проходят мимо кронштейна 45 с закрепленным на нем гибким щупом 46 и на какое-то время входят в соприкосновение с ним. Одновременно метчики 20 через обрабатываемые детали 48 постоянно электрически соединены с корпусом роторного автомата и на время соприкосновения каждого из метчиков 20 с гибким щупом 46 корпус автомата через кронштейн 45 и соединенный с ним электрический провод оказывается соединенным с реле электросхемы.
Таким образом реле электросхемы получает импульсы, следующие с одинаковым интервалом времени, и не реагирует на них. В случае резкого увеличения сил трения (изменение твердости материала обрабатываемых деталей, притупление метчика и т.д.) происходит поломка конца метчика по кольцевой риске 47, а так как риска выполнена
0
5
не в произвольном месте, а на расстоянии К 0.25L от торца метчиксдержателя 19, то отломленный конец метчика 20 выпадает из отверстия метчикодержателя 19, в соприкосновение с гибким щупом 46 не войдет и импульс на реле электросхемы не подаст. Интервал времени между соседними импульсами увеличится и реле электросхемы остановит автомат.
Если кольцевую риску на расстоянии К Ј 0.25L от торца метчикодержателя 19 не выполнить или выполнить на большем, чем К расстоянии, то отломленный конец метчика 20-останется в корпусе метчикодержателя 19 и определить поломку будет затруднительно.
Формула изобретения Роторный автомат для нарезания резьбы в гайках, содержащий установленные на станине привод вращения ротора и привод вращения шпинделей, главный вел ротора, установленный в подшипниковых опорах, расположенных в корпусах на станине,
шпиндельный блок, связанный с главным валом ротора, и инструментальный блок с расположенными на главном валу барабанами, в направляющих которых установлены метчикодержатели с метчиками, о т л и чающийся тем, что, с целью повышения производительности, в автомат дополнительно введен установленный на станийе кронштейн с гибким щупом, предназначенным для поочередного взаимодействия с
метчиками, на каждом из которых выполнены кольцевые фиски на заданном расстоянии от торца метчикодержателя.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Автомат для формирования резьб в гайках | 1987 |
|
SU1590230A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Автомат для шлифования торцовРОлиКОВ | 1979 |
|
SU814671A1 |
| Многошпиндельный автомат для нарезания резьбы | 1974 |
|
SU536904A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2290302C1 |
| Роторный автомат для нарезания резьбы | 1990 |
|
SU1750877A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Роторный автомат | 1990 |
|
SU1722721A1 |
Использование: гайконарезные станки- автоматы, используемые в различных областях народного хозяйства, связанных с массовым и серийным производством деталей типа круглых гаек. Сущность: в Процессе работы роторного автомата метчики 20 поочередно прохо дят мимо кронштейна 45 с закрепленным на нем гибким щупом и на какое-то время входят в соприкосновение с ним. Одновременно метчики через обрабатываемые детали постоянно электрически соединены с- корпусом роторного автомата х п. 15 П 7 К «5 и нэ время соприкосновения каждого из метчиков с гибким щупом корпус автомата через кронштейн 45 и соединенный с ним электрический провод оказывается соеди-т ненным с реле электросхемы. Таким образом реле электросхемы получает импульсы, следующие с одинаковым интервалом вре мени и не реагирует на них. В случае резкого увеличения сил трения (отсутствие отверстия в заготовке, изменение твердости материала обрабатываемых деталей, притупление метчика и т.д.) происходит поломка конца метчика по кольцевой риске, а так как риска выполнена не в произвольном месте, а на расстоянии К 0.25L от торца .метчикодержателя 19, то отломленный конец метчика 20 выпадает из отверстия метчикодержателя 19, в соприкосновении с гибким щупом не войдет и импульс на реле электросхемы не подаст. Интервал времени между соседними импульсами увеличится, и реле электросхемы остановит автомат. 3 ил. СЛ С з яго V 35 Л / I/ оо ю ю 00 Ј Фиг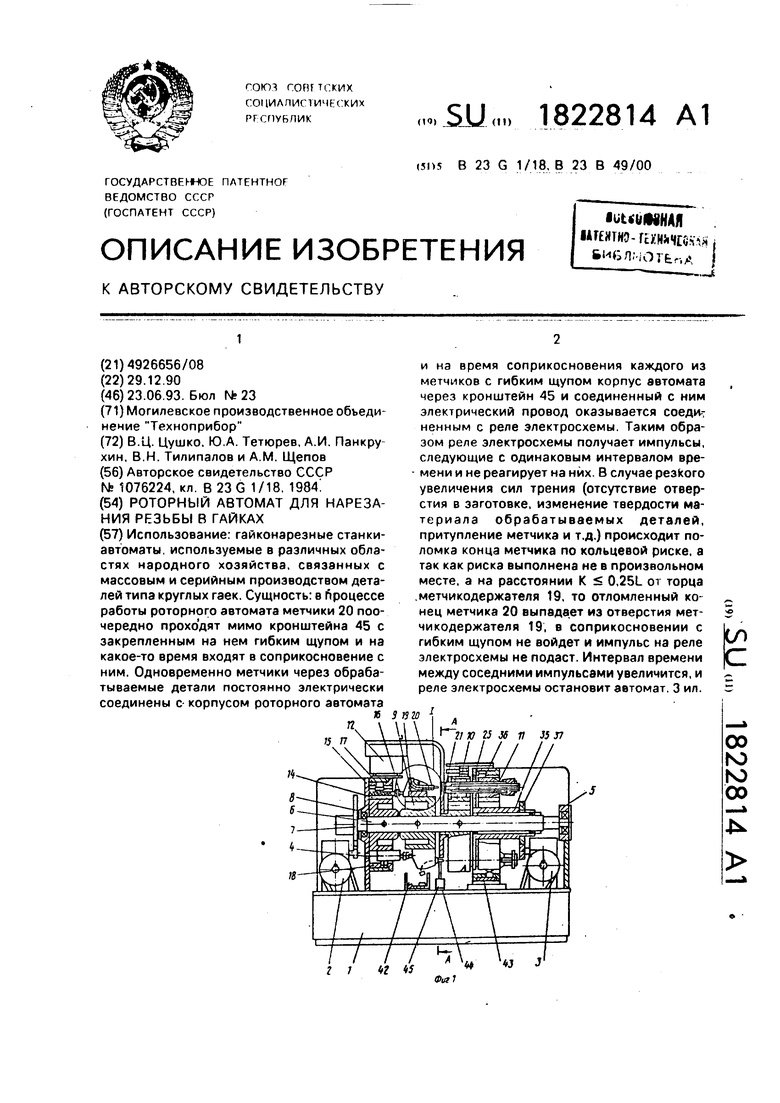
0игЗ
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
