1, 1 Изобретение относится к машиност ению, в частности к конструкции обо рудования для обработки давлением. Известна система числового программного управления координатно-ре вольверным прессом, содержащая последовательно соединенные блоки опр деления остатка пути, задания толщи заготовки, включения ползуна пресса включения приводов подач заготовки, механизм подачи заготовки, датчик обратной связи, выход которого подключен на вход блока определения остатка пути, а также блок задания положения заготовки, первый выход ;Которого соединен с блоком определения остатка пути, а второй выход подключен к блоку задания толщины заготовки, выход- которого соединен с входом блока включения приводов , подачи заготовки 13. Однако известная система управле ния обладает недостаточным быстродействием реакции системы в аварийных ситуациях из-за отсутствия устройств для определения приоритета причин прерываний, что снижает надежность работы пресса. Цель изобретения - повышение надежности за счет повьшения быстродействия реакции системы. Поставлен ная цель достигается тем, что систе ма числового программного управлени координатно-револьверным прессом, содержащая последовательно соединен ные блоки определения остатка пути, задания толщины заготовки, включени ползуна пресса, включения приводов подачи заготовки, механизм подачи заготовки, датчик обратной связи, выход которого подключен на вход бл ка определения остатка.пути, а такж блок задания положения заготовки, , первый выход которого - соединен с блоком определения остатка пути, а второй выход подключен к блоку задания толщины заготовки, выход кото рого соединен с входом блока включе ния приводов подачи заготовки, снаб жена блоком приоритетного прерывания, вход которого соединен с механизмом подач заготовки, а выход подключен ко входу блока задания тол щины заготовки. На чертеже показана структурная схема примера реализации системы числового программного управления координатно-револьверным прессом. 1 Система числового программного управления содертгсит датчик 1 обратной связи, соединенный с механизмом 2 подач заготовки. Выход датчика 1 обратной связи соединен с первым входом блока 3 определения остатка пути, второй вход которого соединен с первым выходом блока 4 задания положения заготовки. Второй выход блока 4 задания положения заготовки подключен к второму входу блока 5 задания толщины заготовки. Второй выход блока 5 задания толщины заготовки соединен с блоком 6 включения ползуна пресса, а первый выход - с первым входом блока 7 включения приводов подачи заготовки, выход которого соединен с механизмом 2 подач заготовки. Механизм 2 подач заготовки может содержать, например, цифроаналоговые преобразователи, управляемые выпрямители, электродвигатели, кинематические звенья механизмов перемещения заготовки,аппаратуру защиты и ограничения перемещений. Блок 3 определения остатка пути содержит сумматор 8, первым входом которого является первый выход блока задания положения заготовки 4, а вторым входом - выход датчика I обратной связи. Выход сумматора 8 соединен с входом регистра 9, где запо минается текущий остаток пути и поступает на вход дешифратора 10, выход которого является первым входом блока 5 задания толщины заготовки. Блок 4 задания положения заготови содержит программоноситель 11, нформация с которого через устройство читывания 12 поступает на первый ход микро-ЭВМ 13. Второй выход микроВМ 13 соединен с вторым входом блоа 5. Вход блока соединен с выходом лока 14 приоритетного прерывания, ход которого связан со вторым выодом механизма 2 подач. Блок 5 задания толщины заготовки ключает регистр 15, выход которого оединен с дешифратором 16. Выход ешифратора 16 является вторым вхоом схемы 17 сравнения, первый вход оторой связан с выходом блока 3 пределе1шя остатка путио Выход хемы 17 сравнения соединен с входом хемы ИЛИ 8, выход которой является ыходом блока 15 задания толщины ; заготовки, и соединен с входом блок 6 включения ползуна прессд. Блок 6 содержит триггер 19, выход которог соединен с усилителем 20, Выход ус лителя 20 соединен с ползуном 21, которым связан датчик 22 минимальной толщины заготовки, являющийся выходом блока б включения ползуна пресса. Вторым входом блока 7 включения приводов подачи заготовки является вкод схемы 23 последовательно соединенных одновибраторов. Первым вх дом этого блока является вход схемы 24 дешифратора, выход которой соединен со входом схемы 25 совпадения второй вход которой связан с выходо схемы последовательно соединенных одновибраторов 23. Выход схемы 25 совпадения через схему ШШ 26 поступает на выход блока 7 включения приводов подачи заготовки. Входом блока 14 является регист 27 прерываний, выход которого связан со схемой 28 формирования приоритета и адреса вектора прерывани Выход схемы 28 соединен с первым входом микро-ЭВМ 13. Система числового программного управления КРП работает следующим образом. Во время отработки механизмом 2 подач заготовки заданного положени датчик 1 обратной связи вьодает информацию о фактически отработанном перемещении заготовки на второй вход блока 3 определения остатка пути, на первый вход блока поступает сигнал с блока 4 задания положения заготовки с микро-ЭВМ 13. В блоке 3 определения заданного оста ка пути вычислется разница между заданным и фактическим положением заготовки, запоминается в регистре 9 и через дешифратор 10 передается на первый вход блока 5 задания толщины заготовки (на схему сравнен 17). В блоке 4 задания положения заготовки информация о программонос телях 11 через устройство считывания 12 и микро-ЭВМ 13 поступает в регистр 15 блока 5 задания толщины заготовки и через дешифратор I6 на схему 17 сравнения. При достижении момента, когда , остаток пути, который необходимо до работать, и заданная величина толщины заготовки (соответствующая этому остатку пути) совпадут, со схемы 17 сравнения через схему ИЛИ 18 выдается команда на включение ползуна на триггер I9 блока 6 включения ползуна и через усилитель 20 включаются исполнительные механизмы хода ползуна 21. На ползуне 21 имеется датчик 22 минимальной толщины заготовки, с которого сигнал поступает на второй вход блока 7 включения приводов подачи заготовки на схему 23 последовательно соединенных одновибраторов, выходы которой поступают на схему 25 совпадения, на второй вход которой подаются данные о толщине заготовки с с регистра 15 через дешифратор 24. При совпадении сигналов со схемы 23 последовательно соединенных одновиб-г раторов и с дешифратора 24, что соответствует моменту выхода пуансона из зоны металла заготовки, вьщается команда через схему ИЛИ 26 на выход блока 7 включения приводов подачи заготовки. При возникновении какой либо аварийной ситуации, например, перегруз ползуна,наезд на ограничительные конечные ВЕ)ключатели или попадание 1истодержателей под рабочий инструмент, информация об этом запо шнaeтcя в соответствующем разряде регистра 27 прерьгоанчй, а затем через схему 28 в микро-ЭВМ передается адрес вектора прерьгоаний. Микро-ЭВМ останавливает выполнение текущей программы и переходит на обслуживание программы прерываний. Причем, при одновременном возникновении двух или более прерьшаний выбирается сначала тот адрес-вектор, прерьгоание по которому имеет более высокий приоритет. После обслуживания прерывания с более высоким приоритетом микро-ЭВМ принимает адрес-вектор прерывания следующего уровня и так далее. Таким образом, введение блока прерываний дает возможность повысить надежность работы оборудования за счет более своевременного реагирования на возникновение аварийных ситуаций. Кроме того, наличие блока пре-: рьшаний позволяет рационально построить программно-математическое обеспечение, сократив время на выполнение
j10920516
обегания элементов цикловой автоматики,за счет повышения надежнособорудования.,ти работы и сокращения вреЭффективность использованиямени остановок при неисправсистемы управления достигаетсяностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления дыропробивным прессом | 1980 |
|
SU1011396A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Система программного управления станками | 1985 |
|
SU1328792A1 |
| Устройство для отладки микроЭВМ | 1989 |
|
SU1677708A1 |
| Устройство для сопряжения электронной вычислительной машины с общей шиной | 1983 |
|
SU1144112A1 |
| Система управления координатно-пробивным прессом | 1989 |
|
SU1691139A1 |
| Устройство для обмена информацией | 1979 |
|
SU851388A1 |
| Устройство для формирования прерывания при отладке программ | 1985 |
|
SU1305680A1 |
| Система управления дыропробивным прессом с программным управлением | 1972 |
|
SU441173A1 |
| УСТРОЙСТВО ВВОДА ИНФОРМАЦИИ | 1996 |
|
RU2097825C1 |
СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО 5Т1РАВЛЕНИЯ КООРДИНАТНО-РЕВОЛЬВЕРНЬМ ПРЕССОМ, содержащая последовательно соединенные блоки определения остатка пути, задания толщины заготовки, включения ползуна пресса. ййд«йиТйКА 1 включения приводов подачи заготовки, механизм подачи заготовки, датчик обратной связи, выход которого подключен на вход блока определения остатка пути, а также блок задания положения заготовки, первый выход которого соединен с блокомопределения остатка пути, а второй выход подключен к блоку задания толщины заготовки, выход которого соединен с входом блока включения приводов подачи заготовки, отличающаяся тем, что, с целью повьппения надежности за счет повьшения быстродействия реакции системы, она снабжена блоком приоритетного прерьгаания, вход которого соединен с механизмом подач (Л заготовки, а выход подключен к входу с блока задания толщины заготовки. со КР о ел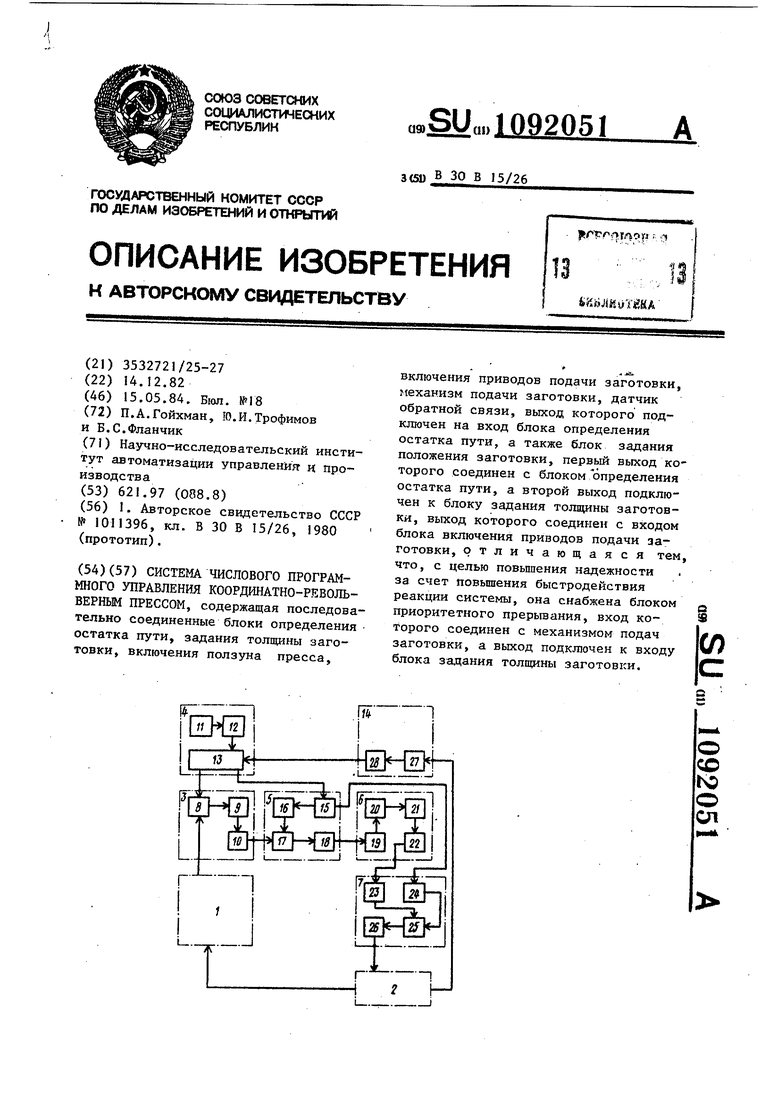
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система числового программного управления дыропробивным прессом | 1980 |
|
SU1011396A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
