Изобретение относится к машиностроению, в частности к кузнечно-прессовому оборудованию, и может быть использовано для улрааления координатно-пробивными прессами с программным управлением.
Цель изобретения - расширение технологических возможностей пресса.
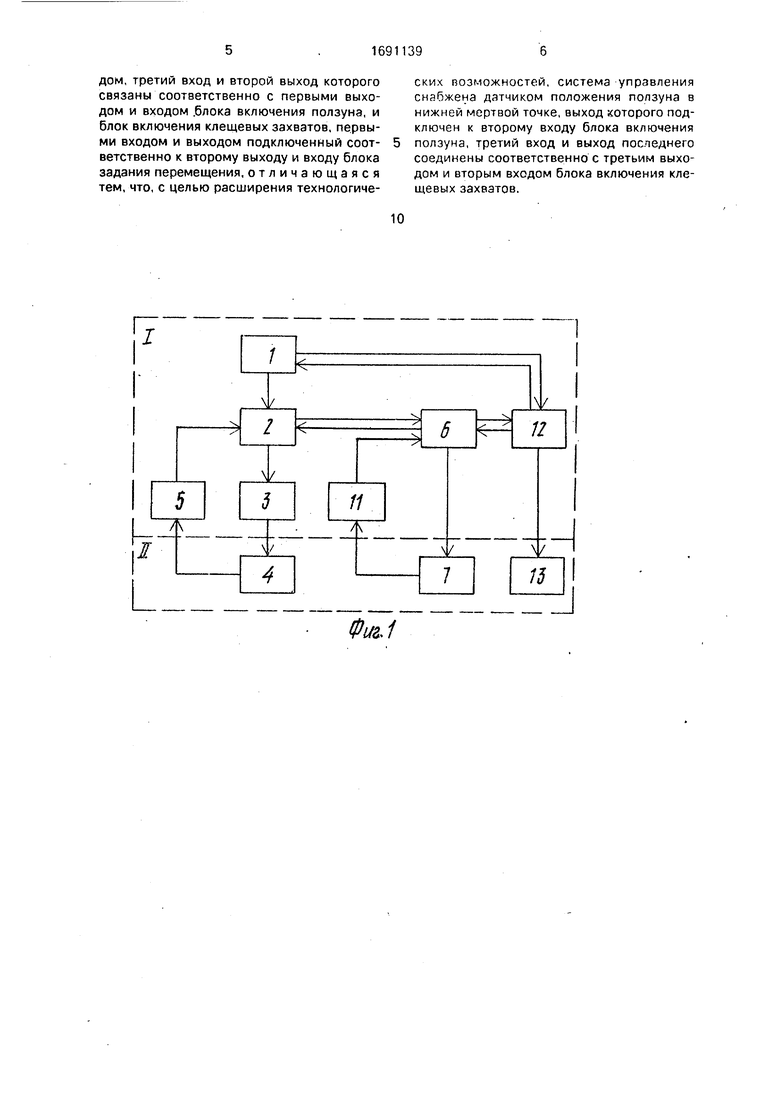
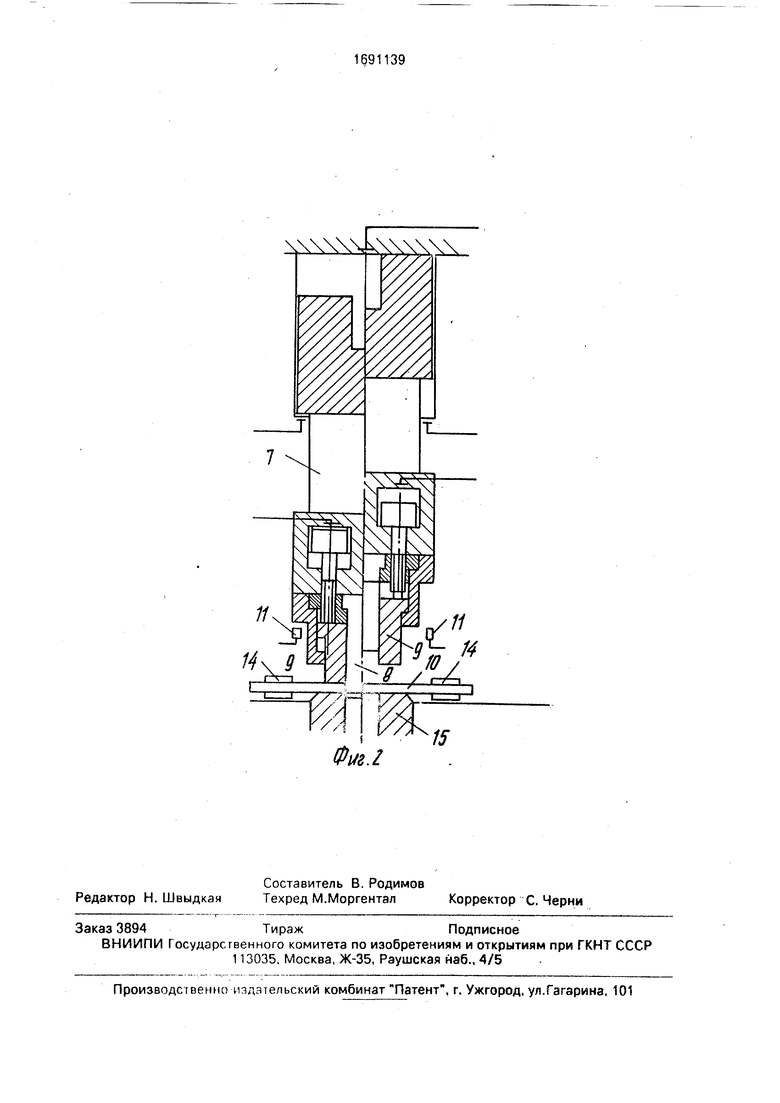
На фиг. 1 представлена схема системы управления координатно-пробивным прессом; на фиг. 2 - рабочие органы пресса.
Система управления координатно-пробивным прессом содержит блок 1 задания перемещения, один выход которого подключен к входу блока 2 управления следящим приводом, последовательно соединенного со следящим приводом 3 подач координатного стола 4 rfpecca и датчиком 5 перемещения координатного стола. При этом второй выход блока 2 управления следящим приводом соединен с входом блока 6 включения ползуна, выход которого связан с ползуном 7, на -отэром размещены пуансон 8 и съемник-прижим 9. Положение ползуна 7 в нижней мертвой точке при пробивке отверстия в заготовке 10 контролируется датчиком 11 положения, выход которого соединен с вторым входом блока 6 включения ползуна, третий выход которого соединен с входом блока 12 включения клещевых захватов, первый выход которого подключен к клещевым захватам 13 заготовки с губками 14, второй выход соединен с входом блока 1 задания перемещения, а третий выход - с входом блока 6 включения .ползуна. При пробивке отверстия заготовка 10 находится под пуансоном на матрице 15.
Система управления прессом работает следующим образом.
По сигналу от блока 1 задания перемещения на блок 12 включения клещевых заО
ю
со ю
х «зато в заготовка зажимается в губках 14 клещевых захватов 13, затем по сигналу о зажиме клещевых захватов с выхода блока 12 включения клещевых захватов, поступающего на вход блока 1 задания перемещения, с второго выхода этого блока подается сигнал на перемещение заготовки 10 для ч пр эбипхи отверстия. Этот сигнал поступает на вход блокз 2 управления следящим приводом. По сигналам от блока 2 управления следящим приводом при помощи привода 3 производится перемещение координатного стола 4 с клещевыми захватами 13 заготовкой 10,
После окончания перемещения с второго выхода этого блока подается команда на ход ползуна на блок 6 включения ползуна, Ползун 7 совершает ход вниз, при этом съемник-прижим 9 прижимает заготовку 10 к матрице 5 и пуансон 8 пробивает отверстие в заготовке 10, затем ползун 7 совершает ход вверх, при этом пуансон 8 выходит из материала заготовки 10, съемник-прижим 9 освобождает заготовку 10. После этого с выхода блока 8 включения ползуна на вход блока 2 управления следящим приводом поступает команда, разрешающая дальнейшее перемещение заготовки, и цикл обработки повторяется.
Для обработки заготовок, имеющих Ьольшме размеры, чем рабочий ход координатного стола, а также для обработки листа в мертвых зонах требуется осуществить перехват заготовки.
При осуществлении перехвата порядок работы рабочих органов пресса несколько меняется.
При пробивке последнего отверстия в заготовке 10 передперехватом по сигналу с датчика 11 положения в нижней мертво1 точке блок 6 включения ползуна останае-ч,- вает ползун 7 в этом положении. При пуансон 8 находится в материале заготов/л 10 и препятствует ее линейным смещениям, а съемник-прижим 9 прижимает заготовку 10 к поверхности матрицы 15 и препятствует ее вращательному смещению. С третьего выхода блока 6 включения ползуна на второй вход блока 12 включения кле- шевых захватов подается команда на разжим захватов 13. Захваты 13 разжимаются и губки 14 освобождают заготовку 10. После разжима захватов, о чем свидетельствует команда с второго выхода блока 12 включения клещевых захватов на третий вход блока б включения ползуна, с второго выхода блока 12 включения клещевых захватов на третий вход блока 6 включения ползуна, с второго выхода блока б включения ползуна на третий вход блока 2 управления следящим приводом подается команда на отвод клещевых захватов 13 от зафиксированной заготовки 10. например на 1...2 мм, их перемещение вдоль края и их подвод
к заготовке. При этом элементы системы управления 3 и 5 и пресса 4 работают как указано ранее. После подвода клещевых захватов к заготовке с блока 2 управления следящим приводом через блок 6 включения ползуна на вход блока 12 включения клещевых захватов подается сигнал об окончании движения координатного стола 4 с клещевыми захватами 13.
Блок 12 включения клещевых захватов
дает команду на зажим клещевых захватов 13 и посылает соответствующий сигнал на третий вход блока 6 включения ползуна, этот блок подает команду на подъем ползуна 7 вверх. При этом пуансон 8 выходит из
материала заготовки 10, а съемник-прижим 9 освобождает заготовку. На этом перехват заготовки завершается, причем специальный механизм для перехвата отсутствует. Дальнейшая работа пресса и системы управления совершается в указанной последовательности.
Введение в систему управления коорди- натно-пробивного пресса датчика положения ползуна пресса в нижней мертвой точке
позволяет фиксировать заготовку для перехвата на рабочей позиции, что исключает потери времени на позиционирование заготовки для перехвата, сокращается время на подготовку управляющих программ для ЧПУ
пресса, что приводит в конечном итоге к повышению производительности пресса.
Кроме того, технологические возможности пресса, расширяются, поскольку процесс перехвата не накладывает
ограничений на минимальные размеры заготовки, что позволяет ввести режим перехвата на таких видах листоштамповочного оборудования, где он раньше не применялся, например на однопозиционных прессах
для пооперационной штамповки с ЧПУ.
Повышается точность изготовления детали, поскольку прижим заготовки для nape- хвата в одном месте уменьшает влияние (коробление листовой заготовки) на точность изделия.
Формула изобретения Система управления координзтно- пробивным прессом, содержащая после- довательно соединенные блок задания перемещения, блок управления следящим приводом и следящий привод подачи координатного стола, датчик перемещения координатного стола, подключенный к второму входу блока управления следящим приводом, третий вход и второй выход которого связаны соответственно с первыми выходом и входом .блока включения ползуна, и блок включения клещевых захватов, первыми входом и выходом подключенный соответственно к второму выходу и входу блока задания перемещения, отличающаяся тем, что, с целью расширения технологических возможностей, система управления снабжена датчиком положения ползуна в нижней мертвой точке, выход которого подключен к второму входу блока включения ползуча, третий вход и выход поспеднего соединены соответственно с третьим выходом и вторым входом блока включения клещевых захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пробивной револьверный пресс | 1989 |
|
SU1750802A1 |
| Система управления координатно-пробивным прессом | 1988 |
|
SU1602748A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| ШТАМПОВКА В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2018 |
|
RU2746043C2 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Система числового программного управления координатно-револьверным прессом | 1982 |
|
SU1092051A1 |
| Штамп для многопозиционной штамповки | 1985 |
|
SU1238875A1 |
| Система числового программного управления дыропробивным прессом | 1980 |
|
SU1011396A1 |
Изобретение относится к машиностроению, в частности к кузнечно-прессовому оборудованию, и может быть использовано для управления координатно-пробивными прессами с программным управлением. Цель - расширение технологических возможностей. Система обеспечивает управление координатно-пробивным прессом при размерах заготовок, больших, чем рабочий ход координатного стола, путем перехвата заготовки на рабочей позиции при фиксации ее положения прижимом и ползуном пресса в нижней мертвой точке его хода, что исключает потери времени на позиционирование заготовки для перехвата и за счет прижима заготовки в одной точке уменьшает влияние коробления листовой заготовки на точность изделия, 2 ил
Фм.1
Фив. I
| Система числового программного управления дыропробивным прессом | 1980 |
|
SU1011396A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
