Ивобрвхемие относихся к области авгоиатичвоного управления прессами и ыожех быть использовано при проекхироБании схем управления прессами.
В известных системах правления дыропробивными прессами блок управления ползуном пресса соединен с блоком, определяющим окончание охрабоа ки приводом, перемещающим заготовку до заданного положения.
Однако после отработки положения заготовки до момента соприкосновения пуансона с заготовкой проходит время, и пуансон движется вхолостую.
Для повышения производительносхи пресса в оредлагавмув систем; введен блок определения заданного остатка пути, вход которого соединен с блоком зада ния положения заготовки и датчиком обратной связи, а выкдд с блоком включения ползуна пресса
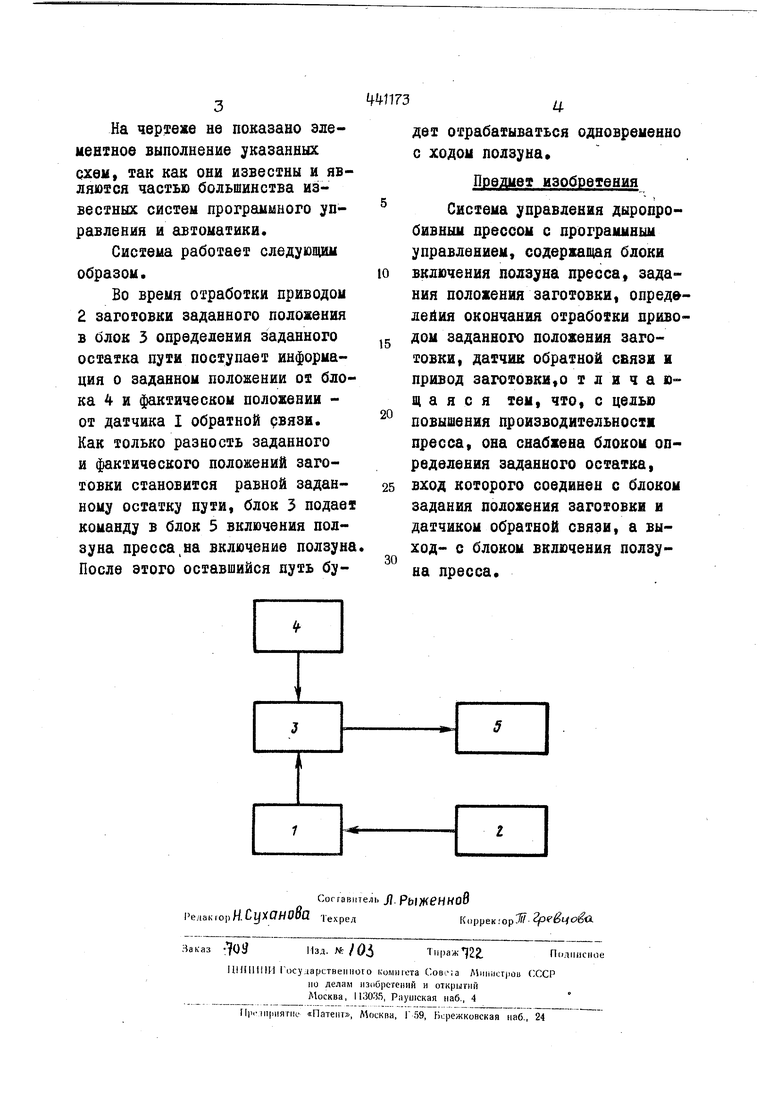
На чертеже представлена предлагаемая система.
Датчик I обратной связи, кинематически связанный с приводом 2 заготовки, соединен с одним входом блока 5 определения заданного остатка пути, а другой вход этого блока соединен с блоком 4 задания положения заготовки. Выход блока 3 соединен с блоком 5 включения ползуна пресса.
На черхеже не показано элеиентное выполнение указанных
схем, так как они известны и являются частью большинства известных систем программного управления и автоматики.
Система работает следующим образом.
Во время отработки приводом 2 заготовки заданного положения в блок 3 определения заданного остатка пути поступает информация о заданном положении от блока 4 и фактическом положении от датчика I обратной рвязи. Как только разность заданного и фактического положений заготовки становится равной заданному остатку пути, блок 3 подает команду в блок 5 включения ползуна пресса на включение ползуна После этого оставшийся путь бу173
Ц.
дет отрабатываться одновременно с ходом ползуна,
Предмет изобретения
Система управления дыропробивным прессом с программным управлением, содержащая блоки включения ползуна пресса, задания положения заготовки, определения окончания отработки приводом заданного положения заготовки, датчик обратной связи и привод заготовки,о т л и ч а ющ а я с я тем, что, с целью повышения производительности пресса, она снабжена блоком определения заданного остатка, вход которого соединен с блоком задания положения заготовки и датчиком обратной связи, а выход- с блоком включения ползуна пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления дыропробивным прессом | 1980 |
|
SU1011396A1 |
| Система числового программного управления координатно-револьверным прессом | 1982 |
|
SU1092051A1 |
| Система управления дыропробивным прессом | 1972 |
|
SU442087A1 |
| Система управления координатно-пробивным прессом | 1989 |
|
SU1691139A1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Цифровое устройство для программного управления | 1986 |
|
SU1315940A2 |
| Система управления координатно-пробивным прессом | 1988 |
|
SU1602748A1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| Устройство управления промышленным роботом | 1981 |
|
SU970323A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2007 |
|
RU2356738C2 |
