СО
со а
Изобрегение относится к машиностроению, в частности к конструкции устройств управления оборудованием для обработки давлением.
Известна система числового програмного управления дыропробивным rtpeccoM, содержащая блоки включения ползуна пресса и задания положения заготовки, а также последовательно соединенные привод заготовки, датчик обратно связи и блок определения заданного остатка пути, вход которого подключен к первому выходу блока задания положения заготовки
Известная система управления дыропробивным прессом с программным управлением не позволяет значительно повысить производительность за счет сокращения времени при прямом ходе ползуна пресса из-за того, что имеют место потери времени, обусловле11 ные тем, что не учитывается толщина заготовки, а величина заданного остатка пути рассчитьтается из максимально допустимой толщины заготовки, т.е. при меныией толщине заготовки ползун продолжает движение и после: остановки привода заготовки.
Кроме того, в известной системе при обратном ходе ползуна не. предусмотрено включение привода заготовки непосредственно после выхода ползуна из заготовки. Привод заготовки включается только после прихода ползуна в верхнюю мертвую точку, что вызывает поТери времени с момента выхода ползуна из заготовки до момента включения блока привода заготовки.
Цель изобретения - повыщение производительности.
Поставленная цель достигается -тем, что система числового программного управления дыропробивным прессом, содержащая блоки включения ползуна пресса и задания положения заготовки, а также последовательно соединенные привод заготовки, датчик обратной связи и блок определения заданного остатка пути, вход которого подключен к первому выходу блока задания положения заготовки, снабжена блоком задания толщины заготоки и подсоединенным к его выходу блоком управления привода заготовки, при этом выход блока определения заданного остатка пути подключен к первому входу блока задания толщины загот:овки, к второму входу которого подсоединен второй выход блока задания положения заготовки, второй выход блока задания толщины
заготовки подключен к блоку включения ползуна пресса, выход которого соединен с вторым входом блока управления приводом заготовки, выход которого связан 5 с приводом заготовки.
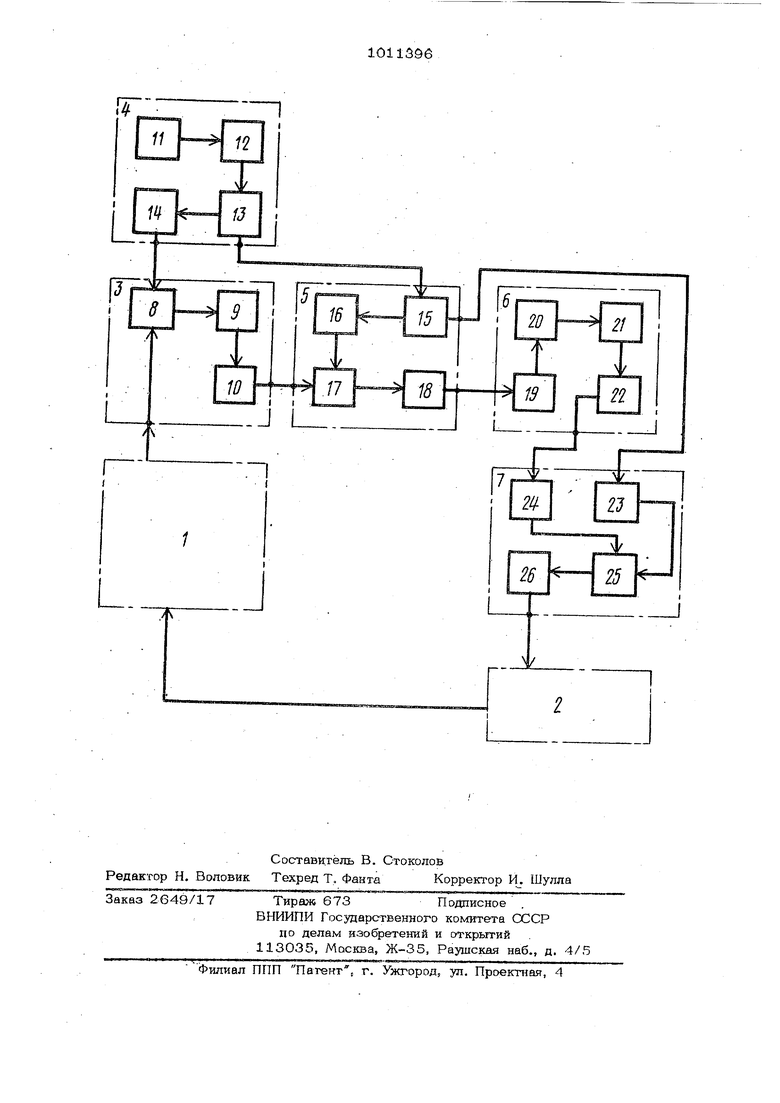
На чертеже представлена структурная схема системы числового программного управления дыропробивным прессом.
Система числового программного управления дыропробивным прессом содержит датчик 1 обратной связи, соединенный с приводом 2 заготовки. Выход датчика 1 обратной связи соединен с первым входом блок.а 3 определения заданного остатка пути, второй вход которого соединен с первым выходом блока 4 задания положения заготовки, а выход с блоком 5 задания толщины заготовки. Второй выход блока 4 задания положения заготовки подключен к второму входу блока 5 задания толщины заготовки, второй ныгсод которого соединен с блоком 6 включения ползуна пресса, ajiepвый выход с первым входом блока 7
5 управления приводом заготовки. Выход блока 6 включения ползуна пресса связан с вторым входом блока 7 управления приводом заготовки, выход которого соедине11 с приводом 2 заготовки.
0 Привод 2 заготовки может содержать, например, цифро-аналоговый преобразователь, тиристорный преобразователь и электродвигатель.
Блок 3 определения заданного остатка
5 пути включает сумматор 8, первым входом которого является выход блока задания толщины заготовки 4, а вторым входом - выход блока датчика обратной связи 1. Выход сумматора 8 соединен с входом регистра 9, где запоминается текущий остаток пути и поступаегт на вход дещифратора 1О, ёыход которого является первы л входом блока задания толщины заготовки 5.
5 Блок 4 задания положения заготовки содержит программоноситель 11, информация с которого через устройство считывания 12 поступает на вход преобразователя входной информации 13. Выход
Q последнего соединен с регистром заданного положения 14, а также поступает на второй Вход блока 5 задания толщины заготовки.
Блок 5 задания толщины заготовки включает регистр 15, выход которого соединен с дешифратором 16, выход которого является вторым входом схемы 17 сравнения, первый вход которой связан с выходом блока 3 определения задакного остатка пути. Выход схемы 17 сравнения соединен с входом схемы ИЛИ 18, выход которой является выходом блока 5 задания толщины заготовки. Входом блока 6 включения ползуна пресса является триггер 19, выход которого соединен с усилителем 2О, выход которого соединен с ползуном 21, с кото рым связан датчик 2 2 минимальной толшины заготовки, являющийся выходом бло ка 6 вклк)чения полз.уна пресса. Первым входом, блока 7 приводом заг товки является вход дешифратора 23. Второй ккод этого блока связан со схемой 24 последовательно соединенных одновибраторов, выход которой соединен с входом схемы 25 совпадения, второй вход которой связан с выходом дешифратора 23. Выход схемы 25 совпадения через схему ИЛИ 26 поступает на выход блока 7 включения привода заготовки. Систета работает следующим офазом. Во время обработки приводом 2 заготовки заданного положения датчик 1 обратной связи выдает информацию о факт чески отработанном перел ещении заготов ки в. сумматор 8 на второй вход блока 3 определения заданного остатка пути; н,а первый вход сумматора 8 поступает сигнал 4 задания положения заготовки с регистра заданного положения 14. В блоке 3 определения заданного остатка пути вычисляется разница между заданным и фактическим положением заготовки, запоминается а регистре 9 и через дешифратор 10 передается на первый Ебсод блока 5 задания толщины заготовки, а именно .на схему, сравнения 17. В блоке 4 заданного положения заготовки информация с программоносителя 11 через устройство 12 считывания и преобразователь 13 входной информации поступает в регистр 15 блока 5 задания толшины заготовки и через деши ратор 16 на схему 17 сравнения. При достижении момента, когда остаток пути, который необходимо доработат и заданная величина толшины заготовки (соответствующая этому остатку пути) совпадут, со схемы 17 сравнений через .схему ИЛИ 18 выдается команда на вшп 10 964 чение ползуна на триггер 18 блока 6 включения ползуна и через усилитель 2О включаются исполнительные механизмы 21 хода ползуна; Таким образом, в зависимости от толщины заготовки (числа в регистре .15) команда на ход ползун на подается при различных величинсос остатка пути {т.е. с различным упреэкде нием). В момент касания ползуном заготовки остаток пути будет равев нулю, На ползуне 21 имеется датчик 22 мйнимальной толщины заготовки. Сигнал с указанного датчика поступает на второй вход блока 7 управления прваводом заготовки на схему 24 последовалгельно сое/шненных одновибраторов, выходы которой постуггактт на схему 25 совпадения, на вторые входы которой подаются данные о толщине заготовки с регистра 15 через дешифр атор 23. При сошодении сигналов со схемы 24 последовательно соединенных одновибраторов и с дешифратора 23, что соответствует моменту выхода пуансона из зоны металла заго говки, выдается команда через схему ИЛИ 26 на включение привода 2 перемещения заготовки. Таким офазом, введение блока задания толшины заготовки и заданного остатка пути включает потери времени между моментом окончания движения . заготовки и моментом касания загатов- ки ползуном. Введение блока включения привода , заготовки дает также возможность исключить потери времени с момента выхода ползуна из зоны заготовки до момента включения привода заготовкиза счет точного определения момента выхог. да ползуна из зоны заготовки с учетом толщины заготовки. При этом команда на включение привода заготовки подается до прихода ползуна в верхнюю мертвую точку, т.е. с момента выхода ползуна пресса из заготовет, одновременно с движением ползуна начинаемся orrpaiботка заданного положения заготовки. Эффективность использования системы управления дост{1гается за счет повышебия производительности дьфшро вного пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления координатно-револьверным прессом | 1982 |
|
SU1092051A1 |
| Система управления дыропробивным прессом с программным управлением | 1972 |
|
SU441173A1 |
| Система управления дыропробивным прессом | 1972 |
|
SU442087A1 |
| ИЗМЕРИТЕЛЬ ТОЛЩИНЫ ДИСКА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА В ПРОЦЕССЕ ФОРМОВКИ НА ПРЕССЕ | 1992 |
|
RU2025280C1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Цифровое устройство для программного управления | 1986 |
|
SU1315940A2 |
| Система управления координатно-пробивным прессом | 1989 |
|
SU1691139A1 |
| Устройство для числового программного управления дыропробивным прессом | 1976 |
|
SU688893A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| ИЗМЕРИТЕЛЬ ВНУТРЕННЕГО ДИАМЕТРА ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА ПРИ ПРОКАТКЕ | 1992 |
|
RU2082081C1 |
СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ ДЫРОПРОБИВНЫМ ПРЕССОМ, содержащая блоки включения ползуна пресса и задания положения заготовки, а также последовательно соединенные привод заготовки. датчик обратной связи и блок определения заданного остатка пути, вход которого подключен к первому выходу блока задания положения заготовки, отличающаяся тем, что, с целью повьшения производигельносги, она снабжена блоком задания толщины звачгюкка и подсоединенным к его выходу блоком управления приводом заготовки, при этом выход блока определения заданного остатка пути подключен к первому взводу блока -задания толщины заготовки, к второму входу которого подсоединен второй выход блока задания положения заготовки, второй выход блока задания толщины заготовки подключен к блоку включения ползуна пресса, выход которого соедидан (/) с вторым входом блока управления npiaводом загогговки, выход которого связан с приводом заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система управления дыропробивным прессом с программным управлением | 1972 |
|
SU441173A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
