/
//
II
/ as fi / / /
llfi. .«и. Ui л j2-
/р
I Изобретение относится к термичес кой обработке в листопрокатных цехах и может быть использовано для термообработки толстолистового прока та с прокатного нагрева, Известно устройство для охлаждени листового проката , содержащее спрейер и тянущие ролики ll . Недостатками устройства являются высокий удельный расход охладителя и невысокая скорость охлаждения. Наиболее близким к предлагаемому по технической сущности является .устройство для охлаждения толстолистового проката, содержащее охлажд 1ощую камеру и тянущие ролики 21. Охладитель во время охлаждения :сплошным потоком вытекает из камер через открытые торцы, что влечет высокий удельный расход охладителя, камеру нельзя разместить вблизи чистовой клети прокатного стана, так как она закроет поле зрения раската, что при реверсивной прокатке недопустимо. Если же устройство установить за полем раската (в 30-35 м от клети), то охлаждение листа может начаться не ранее, чем через 8-10 с после завершения деформации. За это время в большинстве случаев существенное развитие получит собирательная рекристаллизация. В результа те зерно аустенита укрупняется .и качество термообработки снижается. Целью изобретения является повыгаение эффективности охлаждения и качества термообработки. Поставленная цель достигается тем, что устройство для охлаткдения толстолистоБого проката, содержащее охлаждающую камеру и тянущие ролики снабжено гидравлическими затворами, вьтолненными в виДе пар роликов, и нагнетающими патрубками, камера выполнена в виде двух сообщающихся камер, одна из которых закрыта сверху, при этом нагнетающие патрубки размещены в стенках закрытой камеры а пары роликов гидравлических затворов - в торцах открытой камеры. Верхние ролики гидравлических затворов установлены с возможностью вертикального перемешивания. На чертеже изображено устройство для охлаждения толстолистового проката, общий вид. Устройство имеет открытую сверху рабочую камеру 1, сообщающуюся с ней через неполную перегородку закрытую камеру 2, в которой установлены патрубки 3 с клапанами, соединенные с нагнетающей пневмосистемой (не пока-t зана). В стенках закрытой камеры установлены также клапаны 4 сброса . избыточного давления. Камера 1 боковыми стенками 5 встроена в транспортирующий рольганг 6. Торцовые стенки этой камеры имеют гидравлические затворы, вьтолненные в виде пары роликов 7 и 8. Подшипники (не показаны) верхних .роликов 8 установлены в направляющих рамках 9, в которых ролики могут подниматься и опускаться специальными механизмами (не показаны) . В рабочей камере 1 установлены датчики 10 автоматического регулирования верхнего 11 и нижнего уровней охлаждающей Жидкости. Предлагаемое устройство работает . следукщим образом. Во время реверсивной прокатки ролики 8 подняты над рольгангом 6 в нерабочее н/р . Клапаны нагне-. таищих патрубков 3 закрыты, а клапаны сброса избыточного давления открыты, поэтому охлаждающая жидкость в обеих камерах находится на уровне 12, лежащем ниже роликов транспортирующего рольганга 6, В результате верхняя часть рабочей камеры t представляет собой часть рольганга раскатного поля чистовой клети и не препятствует проведению реверсивг) ной прокатки (не загромождает и не , закрывает раскатное поле). Перед завершением прокатки во время проведения предпоследнего обжатия раската 13 ролики опускаются в рабочее положение (р/л) и совместно с роликами 7 образуют камеры 1 гидравлические затворы. Одновременно клапаны 4 закрываются, а клапаны нагнетающих патрубков 3 открываются, и в камеру 2 начинает нагнетаться воздух, поэтому охлаждакнцая жидкость в камере 2 опускается, а в камере 1 быстро поднимается до рабочего уровня 11, контроля-г руемого датчиком 10, В результате этого раскатное поле превращается в охлаждающую ванну, расположеннзто в йепосредственной близости от клети. После этого производится последний пропуск прокатываемого листа 13, который почти сразу по выходе из прокатных валков 14 попадает через роли-ковый затвор в ванну, заполненную
J10921904
охладителем, где начинает интенсив-которого вновь создается охлаждающая
.но и быстро охлаждаться. Проходя,ванна.
ванну с заданной скоростью, листовойПрименение предлагаемого устройстраскат охлаждается дозаданной темпе- , ва обеспечивает интенсивное и равно
ратуры и выходит из ванны. Сразу же мерное охлаждение стального листа
после завершения охлаждения открытиемпосле горячей прокатки с минимальной
клапана 4 сбрасьшается избыточное.) последеформационной паузой,
давление в камере 2, и охлаждающаячто,в.свою очередь,предопределяет с6жидкость в рабочей камере 1 быст-хранение эффекта высокотемпературной
ро опускается до уровня 12. Од- термомеханической обработкиiт.е.повыиовременно ролики 8 поднимаютсяюение качества термической обработки
над рольгангом. Этим завершаетсястального листа с прокатногъ нагрева,
перестройка ванны, в раскатноеПредлагаемое устройство имеет
.поле, используемое для реверсив-;удовлетворительную гидрдплотность,
ной прокатки следующего листового в связи с чем обеспечивается эконом.раскатаi перед завершакяцей прокаткойный удельный расход охладителя.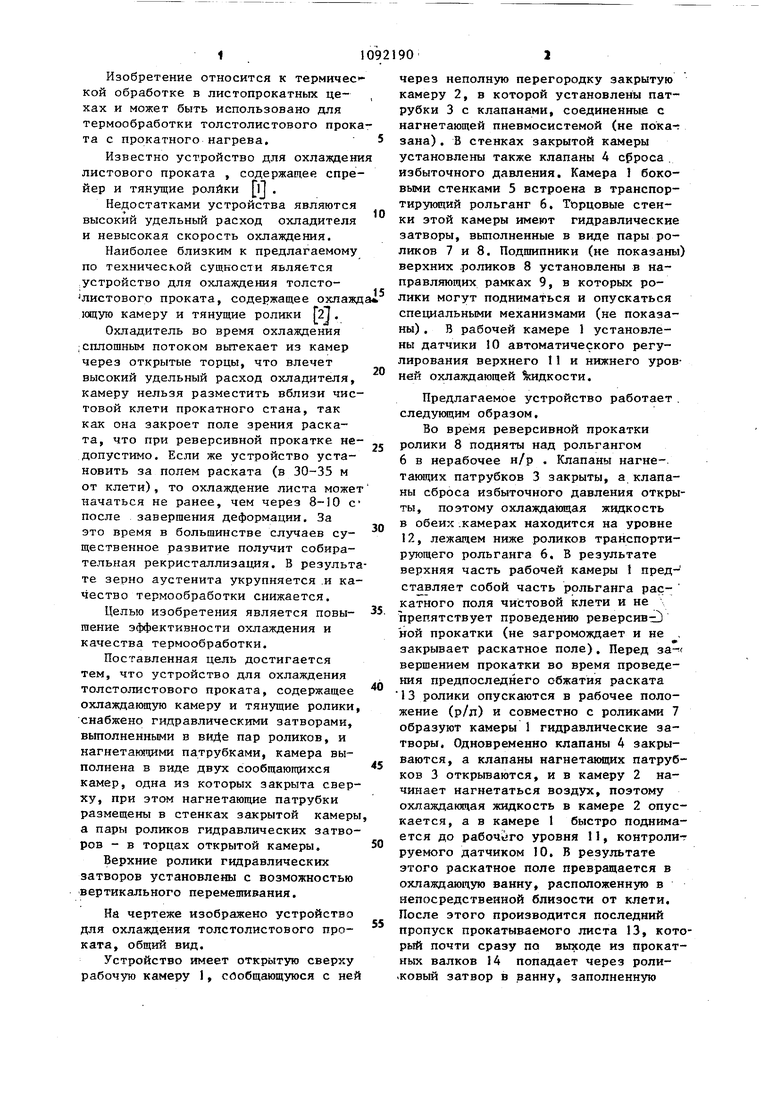
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Стан для прокатки толстых листови плиТ | 1979 |
|
SU820933A1 |
| Способ производства листового проката и прокатный стан для его осуществления | 1980 |
|
SU984514A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2008 |
|
RU2398644C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |
| Устройство для охлаждения | 1979 |
|
SU789602A1 |
1. УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТОЛСТОЛИСТОВОГО ПРОКАТА, содержащее охлаждающую камеру и тянущие ролики, отличающееся тем, что, с целью повышения эффектив кости охлаждения и качества термообработки, устройство снабжено гидравлическими затворами, в1Л1олненными в виде пар роликов, и нагнетающими патрубками, камера выполнена в виде двух сообщающихся камер, одна из которых закрыта сверху, при этом нагревающие патрубки размещены в стенках закрытой камеры, а пары роликов гидравлических затворов - в торцах открытой камеры. 2. Устройство поп.1,отличаю щ е е с я тем, что верхние ролики гидравлических затворов установлены с возможностью вертикального перемещения.
| I | |||
| Устройство для охлаждения проката | 1974 |
|
SU529231A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1969 |
|
SU412259A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
