1
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано при строительстве новых толстолистовых станов.
.Известны станы для прокатки толстых листов и плит, включающие нагревательные устройства, рольганги и реверсивные клети с приводом, расположенные последовательно одна за другой II . ,
Недостатки этих станов состоят в том, что число пропусков в каждой клети должно быть обязательно нечетным, для чего иногда выполяют дополнительный холостой пропуск; реализация технологии прокатки, обеспечивающей заданный температурных режим деформации, связана со значительной потерей производства, обусловленной дополнительными паузами, необходимыми для обеспечения заданного качества проката; необходим вполне определенный, неизменный грузопоток стан имеет сравнительно большую дли-ну.
Цель изобретения - повышение производительности стана и улучшение качества проката.
Поставленная цель достигается тем, что на стане для прокатки толстых листов и плит, включакяцем нагревательные устройства, реверсивные клети с приводом, рольганги и установки ускоренного охлаждения раскатов, рабочие клети установлены в линию и снабжены рольгангами с передней и задней сторон, причем одноименные рольганги соединены передающими устройствами, а нагревательные устройства расположены у раскатных рольгангов первой клети.
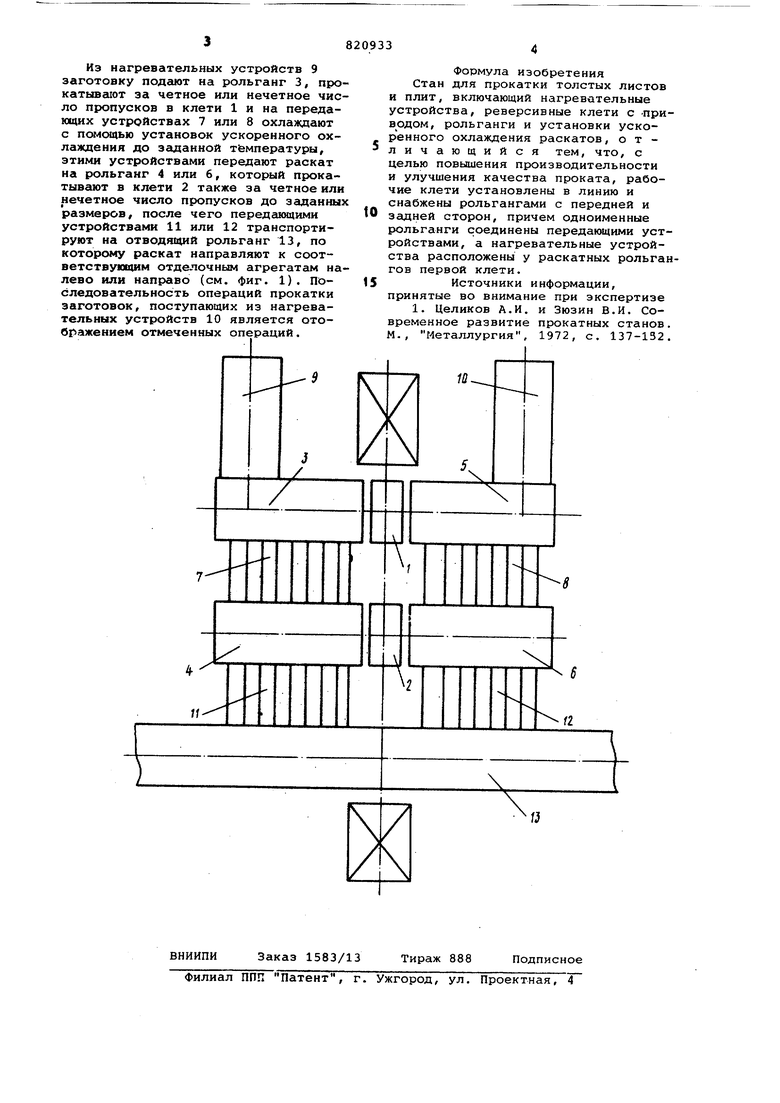
На чертеже представлена схема предлагаемого стана для прокатки толстых листов и плит.
Стан содержит рабочие клети 1 и 2, установленные в линию и снабженные рольгангами 3 и 4 с передней и рольгангами 5 и 6 с задней сторон причем рольганги 3, 4 и 5, 6 соединены передающими устройствами 7 и 8. на которых расположены установки ускоренного охлаждения. Нагревательные устойства 9 и 10 расположены, например, параллельно лини клетей 1 и 2 у раскатных рольгангов 3 и 5 с обеих сторон клети 1.
Стан работает следующим образом.
Из нагревательных устройств 9 заготовку подают на рольганг 3, прокатывшот за четное или нечетное число пропусков в клети 1 и на передающих устройствах 7 или 8 охлаждают с помощью установок ускоренного охлаждения до заданной температуры, этими устройствами передают раскат на рольганг 4 или 6, который прокатывают в клети 2 также за четное или нечетное число пропусков до заданных размеров, после чего передгиощими устройствами 11 или 12 транспортируют на отводящий рольганг 13, по которому раскат направляют к соответствующим отделочным агрегатам налево или направо (см. Фиг. 1). Последовательность операций прокатки заготовок, поступающих из нагревательных устройств 10 является отображением отмеченных операций.
Формула изобретения Стан для прокатки толстых листов и плит, включающий нагревательные устройства, реверсивные клети с Приводом, рольганги и установки ускоренного охлаждения раскатов, отличающийся тем, что, с целью повышения производительности и улучшения качества проката, рабочие клети установлены в линию и снабжены рольгангами с передней и задней сторон, причем одноименные рольганги соединены передающими устройствами, а нагревательные устройства расположены у раскатных рольгангов первой клети.
Источники информации, принятые во внимание при экспертизе 1. Целиков А.И. и Зюзин В.И. Современное развитие прокатных станов М., Металлургия, 1972, с. 137-132
1Q.
X
N 6
2 -12
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1974 |
|
SU463483A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Стан для горячей прокатки полос и листов | 1978 |
|
SU1089818A1 |
| Способ горячей прокатки заготовок | 1978 |
|
SU825211A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ производства листового проката и прокатный стан для его осуществления | 1980 |
|
SU984514A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
1}
