(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ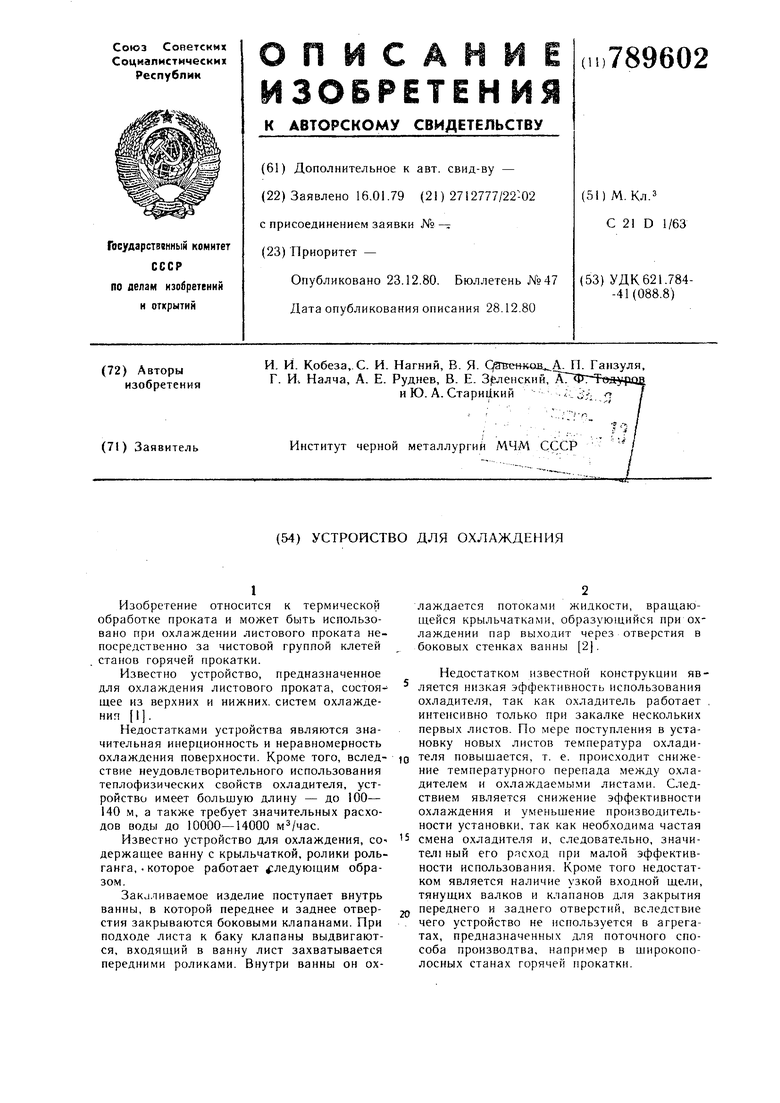

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения толстолистового проката | 1981 |
|
SU1092190A1 |
| Способ ускоренного охлаждения полосового проката | 1981 |
|
SU988880A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471875C1 |
| Установка для охлаждения горячека-ТАНОгО лиСТОВОгО МЕТАллА | 1979 |
|
SU845923A1 |
| Способ охлаждения горячекатаного листового проката | 1982 |
|
SU1123752A1 |
| Способ охлаждения горячекатаного листового проката | 1989 |
|
SU1761329A1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
1
Изобретение относится к термической обработке проката и может быть использовано при охлаждении листового проката непосредственно за чистовой группой клетей станов горячей прокатки.
Известно устройство, предназначенное для охлаждения листового проката, состоящее из верхних и нижних, систем охлаждении I.
Недостатками устройства являются значительная инерционность и неравномерность охлаждения поверхности. Кроме того, вследствие неудовлетворительного использования теплофизических свойств охладителя, устройство имеет большую длину - до 100- 140 м, а также требует значительных расходов воды до 10000-14000 .
Известно устройство для охлаждения, содержащее ванну с крыльчаткой, ролики рольганга, . которое работает следующим образом.
Закаливаемое изделие поступает внутрь ванны, в которой переднее и заднее отверстия закрываются боковыми клапанами. При подходе листа к баку клапаны выдвигаются, входящий в ванну лист захватывается передними роликами. Внутри ванны он охлаждается потоками жидкости, вращающейся крыльчатками, образующийся при охлаждении пар выходит через отверстия в боковых стенках ванны 2|.
Недостатком известной конструкции яв ляется низкая эффективность использования охладителя, так как о.хладитель работает интенсивно только при закалке нескольких первых листов. По мере поступления в установку новых листов температура охладило теля повыщается, т. е. происходит снижение температурного перепада между охладителем и охлаждаемыми листами. Следствием является снижение эффективности охлаждения и уменьшение производительности установки, так как необходима частая 15 смена охладителя и, следовательно, значител1 ный его рясход при малой эффективности использования. Кроме того недостатком является наличие узкой входной щели, тянущих валков и клапанов для закрытия 20 переднего и заднего отверстий, вследствие . чего устройство не используется в агрегатах, предназначенных для поточного способа производтва, например в широкополосных станах горячей прокатки.
Цель изобретения - повышение эффективности использования охладителя.
Поставленная цель достигается тем, что оно снабжено водосборниками, установленными на торцовых стенках ванны, расположенной между роликами.
Кроме того ванна снабжена затворами, установленными на ее боковых стенках, которые выполнены перфорированными.
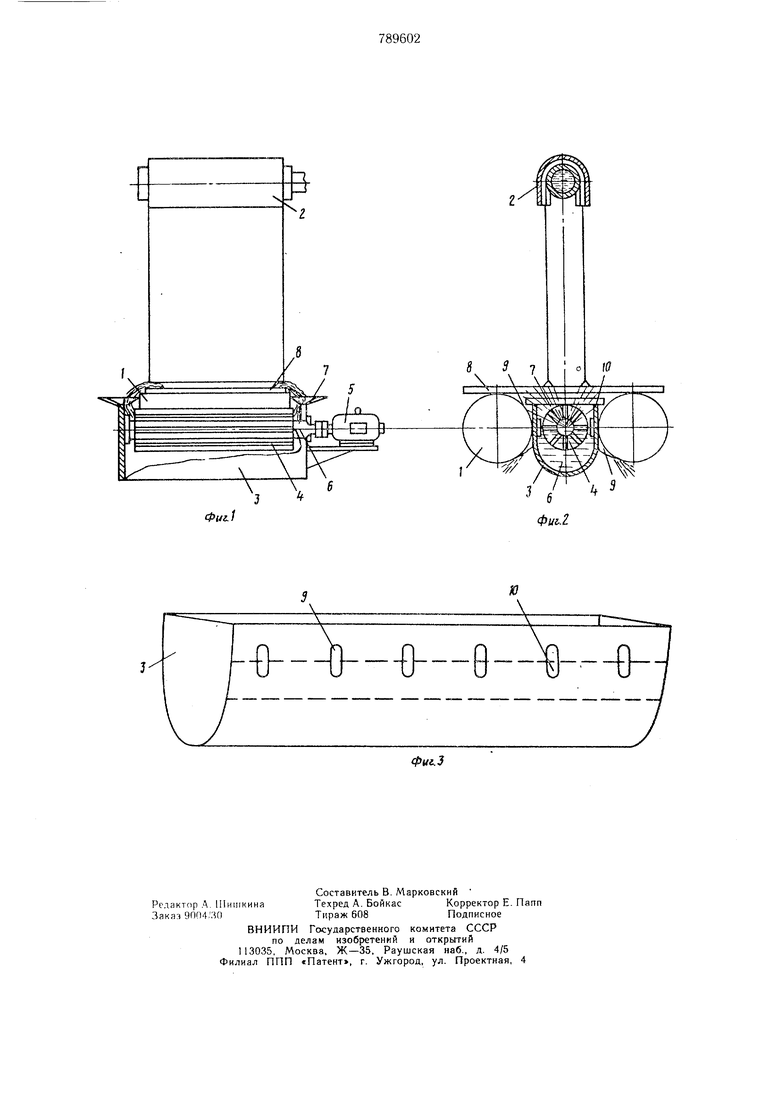
На фиг. 1 изображено устройство для охлаждения горячекатаного листового проката, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг 3 - расположение отверстий в стенках ванны.
Устройство для. охлаждения горячекатаного листового проката содержит установленную над транспортирующим рольгангом 1 ламинарную систему 2 подачи охладителя и установленную между роликами рольганга I ванну 3. В верхней части ванны 3 вдоль ее продольной оси установлена крыльчатка 4, снабженная приводом 5, и выполненная в виде установленных вдоль оси вала лопастей 6. В верхних торцовых частях ванны 3 установлены два водосборника 7, которые позволяют собрать в нее охладитель, использованный ламинарной системой 2 подачи охладителя. В стенках .ванны 3 по ее длине вдоль оси крыльчатки .4 выполнены отверстия 9, к которым плотно прилегает подвижный в вертикальной плоскости затвор 10, например шиберный.
Устройство для охлаждения проката работает следующим образом.
В процессе работы ламинарной системы 2 подачи охладителя охладитель попадает на листовой прокат 8 и охлаждает его сверху. Переливаясь через боковые кромки проката, охладитель улавливается водосборниками 7 и попадает в ванну 3, накапливается и удерживается на необходимом уровне ши-, берным устройством 10. При помощи крыльчатки 4 охладитель подают на поверхность листового проката 8 снизу, тем самым осуществляют охлаждение нижней поверхности проката.
Для того, чтобы не допустить температурного перекоса при охлаждении верхней и нижней поверхностей проката, ванну 3 заполняют охладителем до поступления проката в устройство. Ванну с крыльчатками устанавливают в промежутках между роликами рольганга в количестве обусловленном технологическими параметрами (скоростью прокатки, сортаментом, требуемой
температурой смотки проката в рулон). Расход охладителя, подаваемого на прокат снизу, регулируют путем изменения уровня воды в ванне 3 и числа оборотов крыльчатки 4.
Многократное использование охладителя в нижней системе подачи охладителя при помощи водосборников 7 и крыльчаток 4 позволяет э значительной мере повысить эффективность использования охладителя при охлаждении горячекатаного листового
проката.
Формула изобретения
. Устройство для охлаждения, содержащее ванну с крыльчаткой, ролики рольганга, отличающееся тем, что с целью повышения эффективности использования охладителя, оно снабжено водосборниками, установленными на торцовых стенках ванны, которая расположена между роликами.
принятые во внимание при экспертзе
Г. Авторское свидетельство СССР № 558055, кл. С 21 D 1/62, 1978.
N
.
fff
