1
Изобретение относится к автоматизации прокатного производства и.может быть использовано при регулировании температуры прокатываемого металла на реверсивных прокатных станах.
Известно устройство для регулирования температуры на выходе прокатного стана, в котором вычислительное устройство в зависимости от толщины листа, числа оборотов валков, расхода охладителя и требуемой температуры вычисляет необходимый расход и давление воды в охлаждающем устройстве и воздействует на устройство для регулирования расхода и давления воды 1.
Недостатком этого устройства является необходимость применения специальных регуляторов расхода охладителя. Эти регуляторы ненадежны.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее установку охлаждения прокатанного металла и вычислительное-устройство, которое вычисляет необходимую скорость транспортирования металла под зоной охлаждения, воздействует на скорость транспортного рольганга в зависимости от фактического расхода охладителя, температуры и толщины прокатывае.мого металла 2.
2
При этом из установки охлаждения исключены ненадежно работающие регуляторы расхода ох ладителя, что повысило надежность и устойчивость- работы установки. Однако применение такого устройства для регулирования температуры металла во время прокатки на реверсивном толстолистовом стане приводит к большой потере производительности стана и не обеспечивает необходимой точности поддержания требуемой температуры.
В этом устройстве в зависимости от интенсивности охлаждения контролируется скорость транспортного рольганга, распол(1женного под зоной душирования, и не контролируется скорость двигателя прокатной клети. В связи с этим раскат не может находиться одновременно в прокатной клети и в зоне душирования. Для того чтобы скорость движения каждого участка полосы под зоной охлаждения была постоянной, дущирующая установка должна быть расположена на расстоянии от клети, по крайней мере не меньшем, чем длина раската.
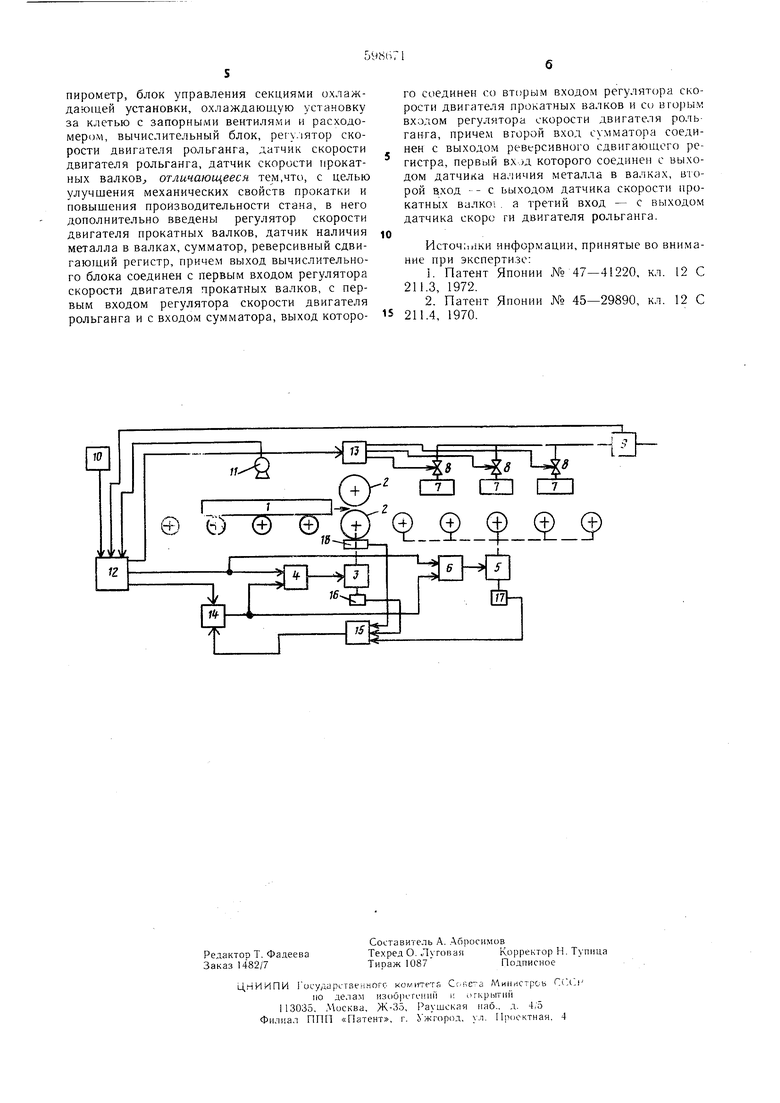
Целью изобретения является улучшение механических свойств листов, прокатываемых на реверсивных стана.х, путем ускоренного охлаждения раскатов во время npoKfjTKH и иовьинение производительности стана. Это достигается тем, что в устройстве выход вычислительного блока соединен не только с входом регулятора скорости рольганга, но также и с входом регулятора скорости дви. ателя прокатных валков, причем вычислительный блок имеет два канала связи с регуляторами скорости двигателей рольганга и прокатных валков. По первому каналу связи вычислительный блок непосредственно передает сигнал, пропорциональный скорости транспортирования металла, на регуляторы скорости валков и рольганга при движении раската от клети, а по вторг)му каналу связи сигнал передается при движении раската к клети через сумматор, второй вход которого соединен с входом реверсивного сдвигающего регистра, входы которого соединены в свою очередь с выходами датчи;-;п наличия металла в валках и датчика скорости враиления валков и датчика скорости рольганга. На чертеже приведена структурная схема предлагаемого устройства. Устройство для регулирования температуры прокатываемого металла (подката) 1 на реверсивном стане включает валки 2, двигатель 3 прокатных валков, регулятор 4 скорости прокатных валков, двигатель 5 привода рольганга, регулятор б скорости рольганга, охлаждающую установку 7 за клетью, управляемые запорные вентили 8, расходомер 9 на магистрали, подводящей охладитель, задатчик 10 режима охлаждения, пирометр 11, вычислительный блок 12, дополнительный управляющий блок 13, который непосредственно управляет .секциями охлаждающей установки. Причем выход вычислительного блока 12 соединен с регуляторами скорости двумя канала.ми. По одному из них сигнал непосредственно поступает в регуляторы скорости при движении раската в направлении от клети к установке охлаждения. Второй .канал содержит дополнительный узел в виде сумматора 14 и реверсивного сдвигающего регистра 15, соединенного в свою очередь свой;ми входами с датчиком 16 скорости прокатйь1х валков, датчиком 17 скорости рольганга и датчиком 18 наличия металла в валках. Устройство работае сследующим образом. Перед началом прокатйи партии листов oneратор устанавливает задатчик 10 режима охлаждения в требуемое положение. При этом в вычислительный блок 12 вводятся данные о температуре конца цикла охлаждения и данные о размерах листа. Толщина раската может вводиться также автоматически от толщиномера. Перед пропуском листа автоматически пирометром 11 замеряется температура раската. Величина температуры вводится в вычислительный блок 12, который рассчитывает скорость движения листа под секциями охлаждения и длину пути для останова заднего конца раската за последней работайщей секцией и через дополнительный управляющий блок 13 количество включенных секций. Сигналы с вычислительного блока поступают в регуляторы скорости 4 и 6 и в дополнительный управляющий блок для управления секциями охлаждения. Раскат захватывается валками 2. разгоняется вместе с ними и продвигается под секциями охлаждения. Момент захвата раската валками фиксируется датчиком 18 наличия проката. Сигнал с этого датчика поступает в реверсивный сдвигающий регистр 15. На входы этого регистра поступают также сигналы от датчиков 16 и 17 скорости клети и рольгангов. При движении раската вперед регистр фиксирует скорость по длине раската. После останова раската вычислительный блок выдает сигнал на обратный пропуск. Сигнал скорости при этом поступает на регуляторы скорости через сумматор 14. На второй вход сумматора подается сигнал с реверсивного сдвигающего регистра. Сумматор формирует сигнал скорости раската на обратном проходе с учетом фактической ощибки в скорости движения отдельных частей раската через зону охлаждения в предыдущем проходе. При введении контроля скорости не только рольганга, но и прокатной клети и введении коррекции скорости движения раската на обратном проходе можно установить охлаждающее устройство в непосредственной близости от прокатной клети, что сокращает время тп;1нспортирования раската от клети к зоне охлаждения и исключить выдержку раската перед прокатной клетью для достижения требуемой скорости прокатки. Благодаря -.этому появляется возможность задавать- раскат в валки на любой скорости вращения валков. При коррекции вносится необходимая поправка в скорость рольганга и клети на обратном проходе, когда раскат расположен за зоной душирования, причем имеется достаточно времени, чтобы двигатель прокатной клети вышел на требуемую скорость перед задачей металла в валки. Второй канал связи между вычислительным блоком и регуляторами скорости двигателей валков и рольганга выполняет функции корректирующего блока. При движении раската через прокатные валки по направлению к зоне дущирования и при прохождении раската через нее (прямой проход) реверсивный сдвигающий регистр запоминает фактическую скорость перемещения отдельных участков раската под зоной дущирования. На первом проходе фактическая скорость раската может существенно отличаться от заданной. При обратном движении раската к клети сигнал, пропорциональный фактической скорости движения отдельных участков раската, поступает в сумматор, в котором сравнивается с необходимой скоростью и вносится соответствующая коррекция в величину сигнала, поступающего на регулятор скорости рольганга и прокатных валков на обратном проходе. Формула изобретения Устройство для регулирования температуры прокатываемого металла на реверсивно.м стане, содержащее задатч.ик режима охлаждения.
пирометр, блок управления секциями охлаждающей установки, охлаждающую установку за клетью с запорными вентилями и расходомером, вычислительный блок, реглмятор скорости двигателя рольганга, датчик скорости двигателя рольганга, датчик скорости прокатных вaлкoв отличающееся тем,что, с целью улучшения механических свойств прокатки и повышения производительности стана, в него дополнительно введены регулятор скорости двигателя прокатных валков, датчик наличия металла в валках, сумматор, реверсивный сдвигающий регистр, причем выход вычислительного блока соединен с первым входом регулятора скорости двигателя прокатных валков, с первым входом регулятора скорости двигателя рольганга и с входом сумматора, выход которого соединен со вторым входом регулятора скорости двигателя прокатных валков и со вгорым входом регулятора скорости двигателя рольганга, причем вгорой вход сумматора соединен с выходом реверсивного сдвигающего регистра, первый вх-)д которого соединен с выходом датчика наличия металла в валках, второй вход -- с выходом датчика скорости прокатных валко . а третий вход - с выходом датчика скоро ги двигателя рольганга.
Источники информации, принятые во внимание при экспертизе:
1.Патент Японии № 47-41220, кл. 12 С
211.3,1972.
2.Патент Японии № 45-29890, кл. 12 С
211.4,1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1978 |
|
SU759165A1 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1977 |
|
SU753512A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
| Способ центрирования полосы преимущественно на реверсивном толстолистовом прокатном стане и устройство для его осуществления | 1987 |
|
SU1423209A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| Клеть прокатного стана с индивидуальным приводом валков | 1990 |
|
SU1763060A2 |
