СО
со со
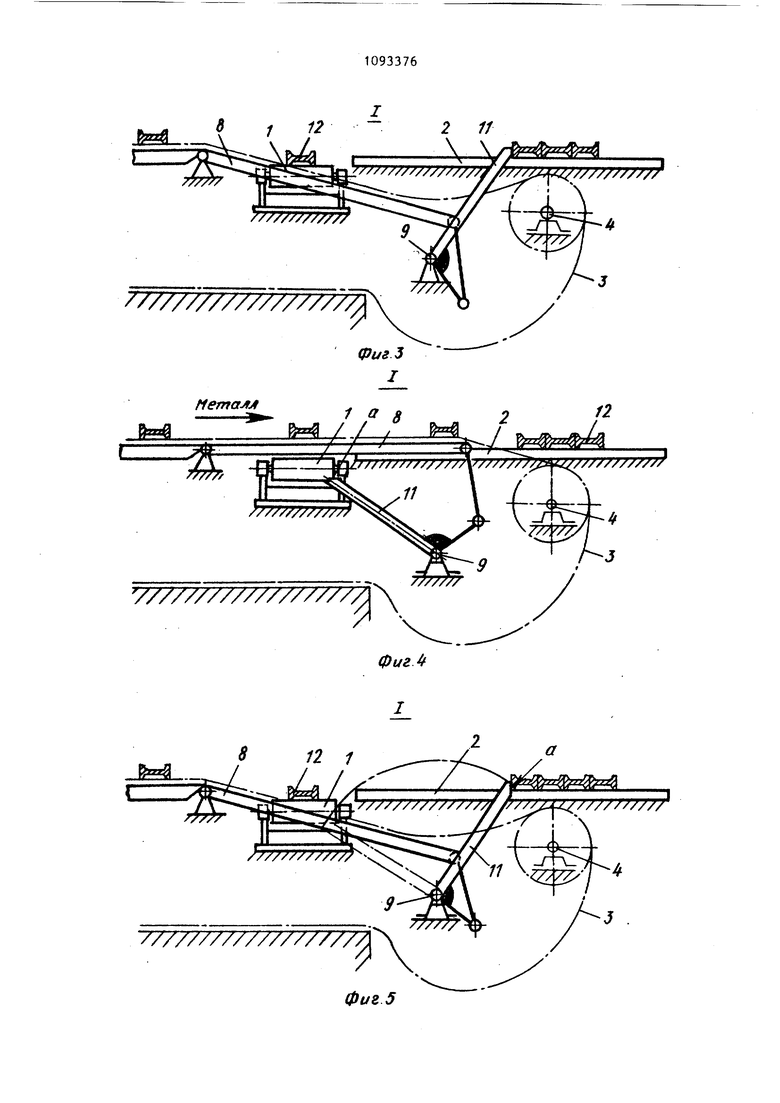
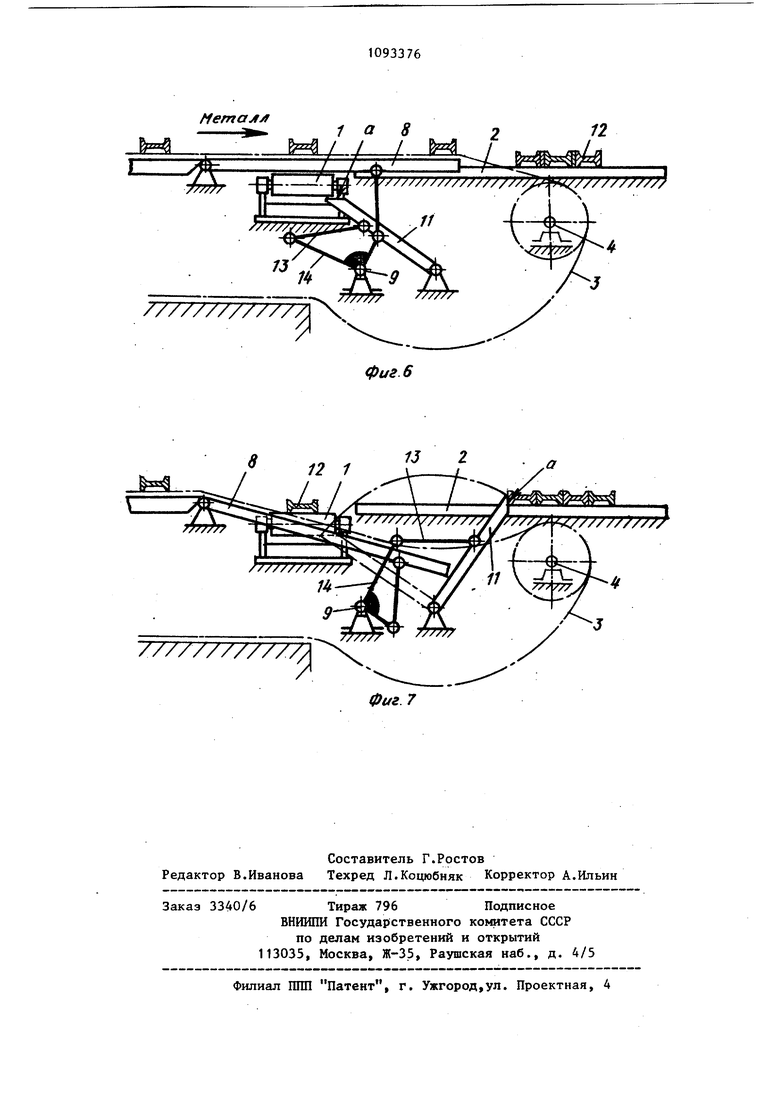
О5 Изобретение относится к оборудованию прокатных станов и может быть использовано для перемещения длинномерного проката с разделением его на два потока, например, на инспекторских стеллажах листовых и сортовы станов. Известны устройства, содержащие Многоцепной транспортер и карман и предназначенные для передачи прокатных профилей с подводящего рольганга в карман. Транспортер состоит из ряда ниток тяговых цепей с общим приводом от звездочек, сидящих на трансмиссионном валу. Верхние ветви звездочек цепей движутся по стационарным направляющим между продольными неподвижными рельсами. Цепи снабжены захватами, при помощи которых прокат.перемещается, скользя по рель сам, в карман Cl 3. Недостатком таких устройств является наличие трения проката о рельсы что вызывает образование поверхностных дефектов (царапины, натиры и т.п.) на готовом прокате. Кроме того разгрузка транспортера происходит лигаь в один поток, а именно торцовая разгрузка в карман, что устраняет возможность разделения проката на годный и бракованный. Известно также устройство, содержащее цепной транспортер и отводящий рольганг и предназначенное для передачи проката с линий подводящих роль гангов на линию отводящего рольганга С23. Конструкция транспортера аналогич на конструкции транспортера, указанн го выше, но захваты при .движении цепей, проталкивая прокат по неподвижным балкам, сталкивают его на рольганг. Недостатки такого устройства те же, кроме того, разгрузка проката, осуществляемая рольгангом, образует боковой поток. Наиболее близким по технической сущности к изобретению является устройство для транспортирования проката, содержащее отводящий рольганг, стеллаж, расположенный за роль гангом, и цепной транспортер с двухпозиционным кривошипно-шатунным механизмом подъема дорожек цепей. Ввиду того, что прокат переносится цепя ми, образование дефектов на поверхности проката в этом устройствеисключено Сз. Недостатком известного устройства является невозможность производить разделение проката по двум потокам непосредственно при разгрузке транспортера, что необходимо, например, на инспекторских стеллажах при разбраковке проката.С этой целью такие устройства, как правило, снабжаются дополнительными механизмами (например сталкивателями, шлепперами, цепными транспортерами и т.п.), встраиваемыми в отводящий рольганг либо в зоне разгружаемого транспортера, либо за его пределами, что влечет за собой увеличение металлоемкости оборудования, энергоемкости, усложнения и удорожания фундамента и т.д. Целью изобретения является вьщеление из потока транспортируемого проката отдельных, например . брако- , ванных, полос с последующим набором их в однослойный пакет без применения специального механизма и снижение тем самым общей металлоемкости. Указанная цель достигается тем, что в устройстве для транспортирования проката, содержащем отводящий рольганг, стеллаж, расположенный за рольгангом, и цепной транспортер с двухпозиционным кривошипно-шатунным механизмом подъема дорожек цепей, механизм подъема дорожек цепей снабжен рядом толкающих прокат рычагов, контактирукмцая с прокатом часть каждого из которых расположена ниже уровня поднятых цепей и вьщ1е уровня стеллажа. Снабжение механизма подъема дороек цепей рядом толкающих прокат ычагов позволяет при опускании дороек производить сталкивание отдельых полос проката с цепей транспортера по неподвижному стеллажу в напавлении, перпендикулярном оси рольанга, и осуществить таким образом ри разгрузке транспортера кроме 66овой разгрузки рольгангом и торцоую разгрузку, а следовательно, и азделение транспортируемого проката а два потока, например на годный (рольгангом) и бракованный (на стелаж за рольгангом) прокат. На фиг. 1 показано устройство, бщий вид в плане; на фиг. 2 - разрез -А на фиг. 1 (положение устройства при передаче проката цепями транспортера в зону рольганга); на фиг. 3 узел 1 на фиг. 2 (положение устройства при опускании проката на отводя(щий рольганг); на фиг. 4 - узел J на фиг. 2 (положение устройства при передаче проката цепями за рольганг) на фиг. 5 - узел на фиг. 2 (положение устройства при перемещении проката толкающими рычагами по стеллажу с одновременным опусканием последующего проката на рольганг); на фиг.6 второй вариант исполнения связи толкающих рычагов с механизмом подъема дорожек цепей в положении поднятых дорожек; на фиг. 7 - то же, в положении опущенных дорожек. Устройство состоит из отводящего рольганга 1, стеллажа 2 и транспорте pa, содержащего ряд ниток тяговонесущих цепей 3, трансмиссии приводных звездочек 4 с приводом 5, холостых звездочек 6, стационарных 7 и ,подъемных 8 дорожек и механизма 9 подъема дорожек цепей с приводом 10. Трансмиссия механизма подъема дорожек снабжена рядом толкающих рычагов 11 жестко насаженных на ее валки, причем трансмиссия с указанными рыча гами расположена за зоной роликов рольганга. Один конец подъемных дорожек шарнирно соединен со стационар ными дорожками с возможностью качания в вертикальной плоскости, а другой - через тяги и рычаги с трансмис сией механизма подъема дорожек цепей В целом подъемные дорожки и механизм их подъема -представляют собой четыре звенный механизм. При повороте транс миссии механизма подъема на определенный угол происходит поворот подъемных дорожек из исходного крайнего верхнего положения в крайнее нижнее наклонное положение. Уровень цепей на стационарных и поднятых подъемных дорожках выше уровня рольганга, а уровень цепей на опущенных подъемных дорожках ниже уровня рольганга. Цепи транспортера в зоне его стационарных дорожек могут быть использованы, например, в качестве инспекционного стеллажа. Рабочая поверхность d толкающих рычагов 11 и уровень стеллажа 2 (фиг. 2 и 4) в положении поднятых подъемных дорожек расположены ниже . уровня цепей и не препятствуют перемещению проката 12 над рычагами.и стеллажом. Конструктивное исполнение связи толкающих рычагов с механизмом подъема дорожек цепей, вьтолненное в виде жесткой посадки их на валы трансмиссии, является наиболее простым и менее металлоемким. Однако из-за условий компоновки оборудования,например, когда трансмиссия механизма подъема дорожек цепей расположена непосредственно под рольгангом, возможен иной вариант исполнения. А именно, (фиг. 6) оси поворота толкающих рычагов имеют свои опоры, установленные на фундамент, а сами толкакяцие рычаги 11 через тяги 13 шарнирно связаны с рычагами 14, жестко насаженными на валы трансмиссии механизма 9 подъема дорожек цепей. Устройство работает следующим образом. Прокат 12 располагается на цепях транспортера параллельно оси отводящего рольганга. Режим работы устройства - повторно-кратковременный. За каждое включение привода 5 транспортера цепи 3 перемещают прокат 12 на определенный шаг, при этом полосы проката, лежащие на цепях с шагом, . равным шагу транспортирования, поочередно передаются к отводящему рольгангу 1. При перемещении цепей подъемные дорожки 8 находятся в поднятом положении, а толкающие рычаги 11 - в левом утопленном ниже уровня цепей положении (фиг. 2). Разгрузка полос проката с цепей транспортера производится по одному из двух возможных потоков: либо на отводящий рольганг 1 (годный прокат), либо на стеллаж 2 (бракованный прокат) . При разгрузке проката на рольганг включением привода 10 производится опускание подъемных дорожек в их нижнее положение и прокат, находящийся на цепях транспортера над рольгангом, укладывается на рольганг (фиг. 3). Затем производится включение рольганга и прокат транспортируется им из зоны транспортера. Как только прокат, транспортируемый рольгангом, покидает зону транспортера, производится подъем дорожек в их верхнее положение, и включением привода 5 цепей в зону рольганга перемещается очередная полоса проката (фиг. 2). Яри разгрузке отдельных (бракованных) полос проката на стеллаж 2 в положении поднятых дорожек выполняется дополнительный перенос отдельной полосы на один шаг транспортера за отводящий рольганг в зону стеллажа 2 и в зону работы толкающих рычагов t1 (фиг. 4), одновременно с этим последующая полоса проката переносится в зону рольганга 1. Включением привода 10 производится опускание подъемных дорожек 8 и поворот толкающих рычагов 11f при этом отдельная (бракованная) полоса проката находящаяся в зоне работы толкающих рычагов, в начальный момент опускания дорожек укладывается на стеллаж 2, а при дальнейшем опускании дорсвкек контактирует 6 толкаклцими ее рычагами и скольжением по стеллажу 2 перемещается ими из soMit цепей транспортера. Если на стел лаже имеются уже ранее уложенные полосы, то все они проталкиваются толкающими рычагами 11 вдоль стеллажа 2 одновременно вновь поступившей на стеллаж полосой, происходит набор проката в однослойный пакет (фиг. 5). Последующим подъемом дорожек 8 в верхнее положение толкающие рычаги 11 возвращаются в левое исходное положение. Одновременно с опусканием отдельной полосы на стеллаж 2 производится укладывание на рольганг 1 следующей полосы. Если эту полосу нужно отвести рольгангом, то включaюt рольганг, и подъем дорожек осуществляется после ухода ее из зоны транспортера; если же эту полосу следует убрать на стеллаж, то рольганг не вкпю чается, и последующим подъемом дорожек и перемещением цепей транспортера она поступит в зону стеллажа 2. Разовый экономический эффект от применения предлагаемого устройства составляет 42042 руб. Кроме того, уменьшаются эксплуатационные затраты и упрощается фундамент.
Металл
У//////////7//////Л
фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования сортового проката | 1981 |
|
SU1052301A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ПРОКАТА ПО ПОТОЧНЫМ ЛИНИЯМ | 1973 |
|
SU405615A1 |
| МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ГРУЗОВ | 2011 |
|
RU2452676C1 |
| Автоматическое устройство для загрузки и разгрузки магазинов | 1978 |
|
SU1370028A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Автоматический комплекс для обработки проката | 1987 |
|
SU1493363A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОКАТА, содержащее отводящий рольганг, стеллаж, расположенный за рольгангом, и цепной транспортер с двухпозиционным кривошипно-шатунным механизмом подъема дорожек цепей, отличающееся тем, что, с целью выделения из потока транспортируемого проката отдельных, например бракованных, полос с последующим набором их в однослойный пакет без применения специального механизма и снижения тем самым общей металлоемкости, механизм подъема дорожек цепей снабжен рядом толкающих прокат рычагов, контактирующая с прокатом : часть каждого из которых расположена ниже уровня поднятых цепей и вьш1е уровня стеллажа.
//////////////////.
фиг 5 Мет
фиг 6 алл
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Королев А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| М., Металлургия, 1969, с | |||
| Корнерез для пней | 1921 |
|
SU448A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Металлургиздат, 1962, с | |||
| 395, п | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машины непрерывного транспортирования для прокатных станов | |||
| М., Металлургия, 1978, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
