ГО
О5
о:
05
ел
: Изобретение относится к прокатному производству и может быть исполь- збвано, например, при горячей прокатке металла на широкополосных станах.
Цепь изобретения - повышение эф- Ф4КТИВНОСТИ охлаждения и экономия ох- л4дителя.
I На фиг. 1 изображена схема подачи охладителя во время прокатки-, наJQ
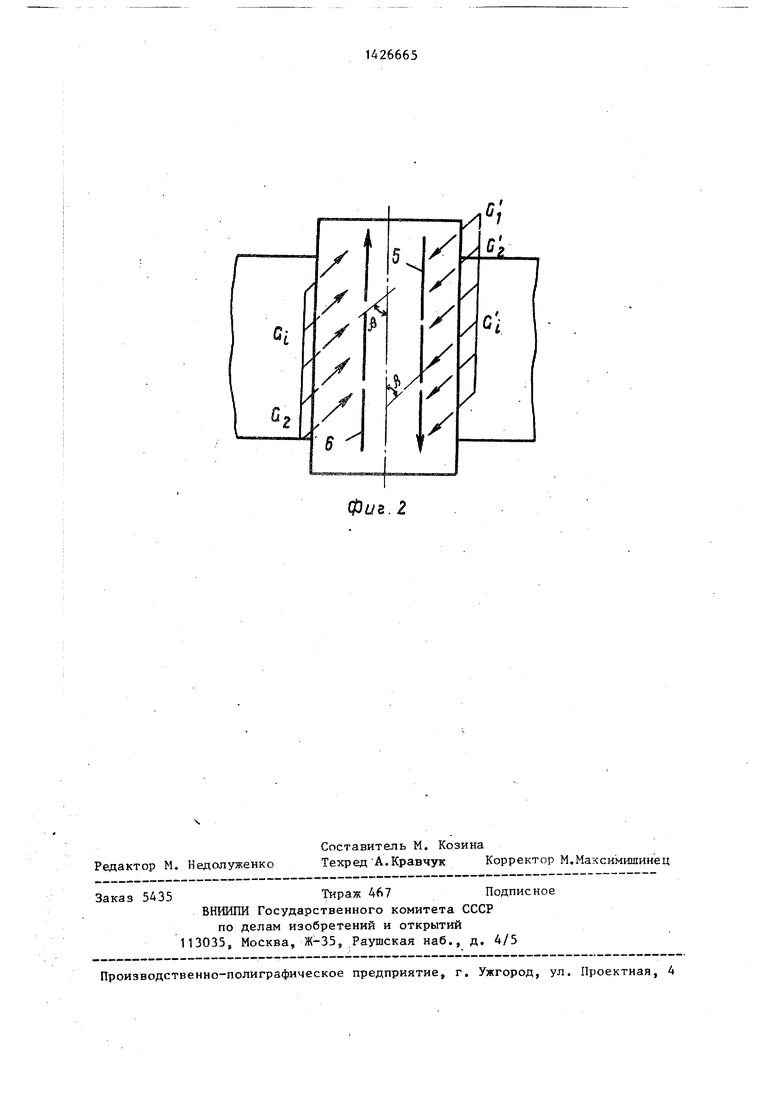
ФИГ. 2 то же, в паузе мелзду прокат- кфй,
Прокатная клеть включает пару рабочих валков К В процессе прокатки с6 стороны входа и выхода полосы 2 J5 и валков 1 на нее сверху и снизу под у лом Y к полосе подают струи охлади- т(шя 3 и 4, которые, отражаясь от по- В1грхности полосы 2, попадают на по-- BiJpxHocTb рабочего валка 1 , охлаждая 20 еЬо. Также струи охладителя 3 и 4 по- под углом к оси валка, в р рзультате чего из них создаются ус- т|ойчивые охла;щагоп(ие потоки 5 и 6, сбывающие поверхности валков. Причем 25 суммарные охпа)ядагог1ие потоки 5 и 6 направлены в противоположные стороны вдоль очага деформации на поверхности Е|алка, создавая равномерное охлажде- йие валка.30
В паузах между прокаткой (прокатываемого металла в клети нет) струи, бхпаждаюгиие верхний рабочий валок, направляются между струями, охлаждающими нижний рабочий валок. ; При изменении диаметра рабочих вал- Ков угол подачи охладителя меняется. Йри увеличении диаметра валка струи охладителя попадают на поверхность валка вместо полосы и подструживаиия полосы не происходит, а уменьшение диаметра валка приводит к увеличению расстояния S (смо фиг.. 1) от точки
35
40
Прокатка велась непрерывно в теудара струи до вертикальной оси, проходящей через центр валка, что умень- дс чение 2 ч. Начальная температура вал- шает интенсивность охлаждения поверх- ка была равна 70 С, температура ох- ности полосы келосредстве-нно передлаждающей змульсии 55 С. Охлаждение
входом- в очаг деформации.валЛов производилось с самого начала
5 0 5 0
5
0
ной оси, проходящей через центр валка,
подбирается из условия свободного попадания струи на полосу, не задевая валка.
Вывод формулы угла подачи струй охладителя, поД которым они подаются- к поверхности прокатываемой полосы, производится из геометрических зависимостей.
Изобретение исключат возможности образования застойной зоны охладителя вдоль очага деформации за счет создания известными и дополнительными потоками охладителя интенсивного отвода тепла от валков в период прокатки металла и в паузах между прокаткой, когда охладитель подается не;посредст- венно на валки. Так как при движении потока охладителя вдоль очага деформации его скоростной напор падает, то для поддержания первоначальной интен- . сивности охлаждения необходимо сохранять первоначальную скорость охлаждающего потока, что достигается установкой в коллекторе ряда сопел.
Опьп-ное опробывание способа проводилось на лабораторном стане.
Стан реверсивный дуо с диаметром валков 300 мм. Прокатывались заготовки из алюминия толгщ ной 40 мм.и дли-ной 370 мм до конечной толщины 6 мм и длины 3,8 м. Охлаждающие коллектора по два на каждый рабочий ват.ок были вьшолнены в виде трубы диаметром 20 мм с соплами с диаметром отверстий 3 мм и расположенными с шагом 40 мм. Угол подачи струй на полосу расчитывался по формуле (1) и бьт установлен равным jf 65 при расстоянии S 100 мм (см. фиг. 1), угол ( равным 50
Прокатка велась непрерывно в тес чение 2 ч. Начальная температура вал- ка была равна 70 С, температура ох- лаждающей змульсии 55 С. Охлаждение

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| Способ охлаждения валков клети стана кварто | 1986 |
|
SU1388128A1 |
| Способ охлаждения валков и полосыВ пРОцЕССЕ пРОКАТКи | 1978 |
|
SU806189A1 |
| Способ охлаждения прокатных валков станов горячей прокатки | 1975 |
|
SU571313A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Устройство для охлаждения валков прокатных станов | 1980 |
|
SU908438A1 |
Изобретение относится к прокатному производству, а именно к способам охпаядения валков при горячей и холодной прокатке на широкополосных станках. Цель изобретения - повышение эффективности охлаждения и экономия охладителя. Охлаждение рабочих валков в клети в процессе прокатки осуг ществляют отраженными струями, фор- мируемьн 1И подачей охладит€1ля непосредственно на прокатьшаемьпн металл под углом. В паузах меящу прокаткой предлагается охлаждать валки подячей струй охладителя на них со смещением встречных потоков относительно друг друга. Струи подают со с- ороны входа и выхода из очага деформации на обе стороны проката под углом к его поверхности и к оси прокатки. Угол наклона струй к поверхности проката устанавливают из условия 180 - - 2arctgB/S, где R - радиус валка; S - расстояние от точки пересечения струи с поверхностью проката до вертикальной оси валка. Струи, подаваемые на верхнюю и нижнюю стороны проката, смещены одна относительно другой и противонаправлены относительно продольной оси валка. 2 ил. (О
Для эффективного подстухсивания поверхности полосы непосредственно перед входом в очаг деформации угол| подачи струй охладителя должен изменяться по формуле
180° ;- 2arotg |s град (1)
где R - радиус рабочего валка;
S - расстоя1-ше от точки встречи струи с полосой до вертикальпроцесса прокатки. В течение всего процесса прокатки периодически через каждые 20 мин термопарой замерялась температура сухой поверхности валка перед входом в очаг деформации. В течение всего процесса прокатки эта температура не повышалась кыше 85 С, что соответствует оптимальной температуре валка при прокатке черных и цветных металлов. При прокатке алюминия и его сплавов при этой тем5
пературе наблющается минимальное за- алюминивание валков.
Предлагаемый способ позволяет увеличить срок службы валков на деист- вующих станах, а также повысить эффективность охлаждения за счет использования прокатываемого металла в качестве отражателя струй подаваемого охладителя без применения дополни- тельных средств.
Формула изобретения
Способ охлаждения прокатных валков и проката, включающий подачу струй охладителя во время прокатки и пауз между прокаткой в направлении плоскости прокатки под углом к ней в сторону очага деформации, о т л и - чающийся тем, что, с целью повышения эффективности охлаждения
и экономии охладителя, струи направляют под углом к оси прокатки, а угол наклона струй к плоскости прокатки устанавливают согласно зависимости
)f 180° - 2arctg |,
где J - угол наклона струй к плоскости прокатки; R - радиус валка; S - расстояние от точки пересечения струи с плоскостью прокатки до вертикальной оси валка,
при этом струи, подаваемые со стороны верхнего и нижнего прокатных валков, смещены одна относительно другой, а струи, подаваемые со стороны входа и выхода из очага деформации, противонаправлены относительно продольных осей валков.
ф1/е. ;
Фи5.2
| Способ охлаждения прокатных валков станов горячей прокатки | 1975 |
|
SU571313A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
