i
S Изобретение относится к станкостроению, а более конкретно к устройствам для закрепления изделий в процессе доводки или выглаживания на металлорежущих станках. Известен поводковый патрон для закрепления деталей в шпинделе станка при обработке в люнете, содержащий корпус и закрепленную в нем гибкую поводковую оправку, на которой установлен зажимной механизм 1. Недостатком известного патрона является низкая производительность, определяемая больщой затратой времени для ввода детали в люнет станка. Целью изобретения является повыщение производительности путем облегчения ввода детали в люнет. Указанная цель достигается тем, что в поводковом патроне для закрепления деталей в шпинделе станка при обработке в люнете, содержащем корпус и закрепленную в нем гибкую поводковую оправку, на которой установлен зажимной механизм, гибкая поводковая оправка выполнена с утолщенной частью, на которой установлен введенный в устройство упругий элемент, а в корпусе размещены введенные в устройство регулировочные винты, предназначенные взаимодействия с упругим элементом. На чертеже показан патрон, осевой разрез. Поводковый патрон содержит корпус 1 и закрепленную в нем гибкую оправку 2 с утолщенной частью 3, снабженную зажимным механизмом, включающим цангу 4 и накидную гайку 5. Оправка 2 установлена в корпусе 1 концентрично, причем на наружной поверхности утолщенной части 3 оправки 2 установлен упругий элемент 6, радиально контактирующий с четырьмя регулировочными винтами 7, установленными в корпусе 1. Оправка 2 с установленным упругим элементом 6 закрепляется в корпусе 1 посредством гайки. Корпус 1 устанавливается в шпиндель станка 8 и закрепляется посредством гайки 9. Обрабатываемая деталь 10 закрепляется в цанге 4 посредством гайки 5. Предложенное устройство работает следующим образом. Перед обработкой производится выставление детали 10. Для этого часовой индикатор, установленный в кронщтейне (не показан), закрепленном на неподвижной части станка, подводится до контакта с поверхностью детали 10. Проворачивая шпиндель 8 станка вручную, определяют по индикатору величину и плоскост| биения детали 10. После чего завинчивают регулировочные винты 7 до контакта с поверхностью упругого элемента 6, посредством которого радиальное усилие передается гибкой оправке 2, что вызывает ее прогиб. Радиальное смещение цанги 4 осуществляется путем прогиба гибкой оправки 2 и контролируется по индикатору. Таким образом, осущестляется устранение радиального биения цанги 4. При этом гибкость поводковой оправки 2 сохраняется. Устранение радиального биения цанги 4 осуществляется один раз при установке первой детали партии. В процессе вращения до введения детали в рабочую зону, образованную инструментом 11 и люнетом 12, на оправку 2 воздействует центробежная сила, однако прогиб оправки практически отсутствует в результате реакции со стороны упругого элемента 6. Использование предложенного устройства позволит исключить дополнительное время на введение детали в рабочую зону. Устранение влияния центробежной силы на деталь позволит повысить точность и качество обработанной поверхности. При этом повышается производительность труда в среднем на 15% и снижается шероховатость поверхности детали до 0,16. Использование предлагаемого устройства на специальных доводочных станках позволит производить механизированную доводку деталей, что обеспечит снижение трудоемкости на данной операции более чем в 10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1978 |
|
SU804224A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2069616C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Устройство для доводки телВРАщЕНия | 1979 |
|
SU833428A1 |
| Устройство для направления инструмента с подводом СОЖ к глубокосверлильным станкам | 1982 |
|
SU1093429A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
ПОВОДКОВЫЙ ПАТРОН для закрепления деталей в шпинделе станка при обработке в люнете, содержащий корпус и закрепленную в нем гибкую поводковую оправку, на которой установлен зажимной механизм, отличающийся тем, что, с целью повышения производительности путем облегчения ввода детали в люнет, гибкая поводковая оправка выполнена с утолщенной частью, на которой установлен введенный в устройство упругий элемент, а в корпусе размещены введенные в устройство регулировочные винты, предназначенные для взаимодействия с упругим элементом.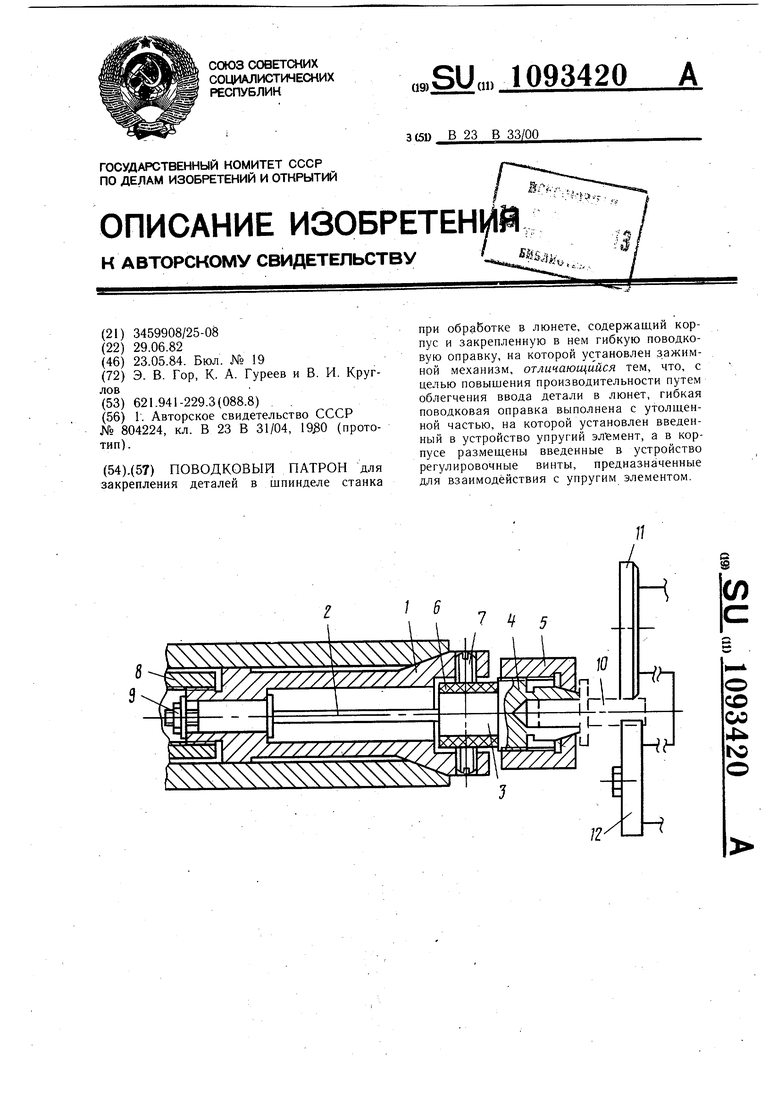
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зажимное устройство | 1978 |
|
SU804224A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
