(54) ЗАЖИМНОЕ УСТРОЙСТВО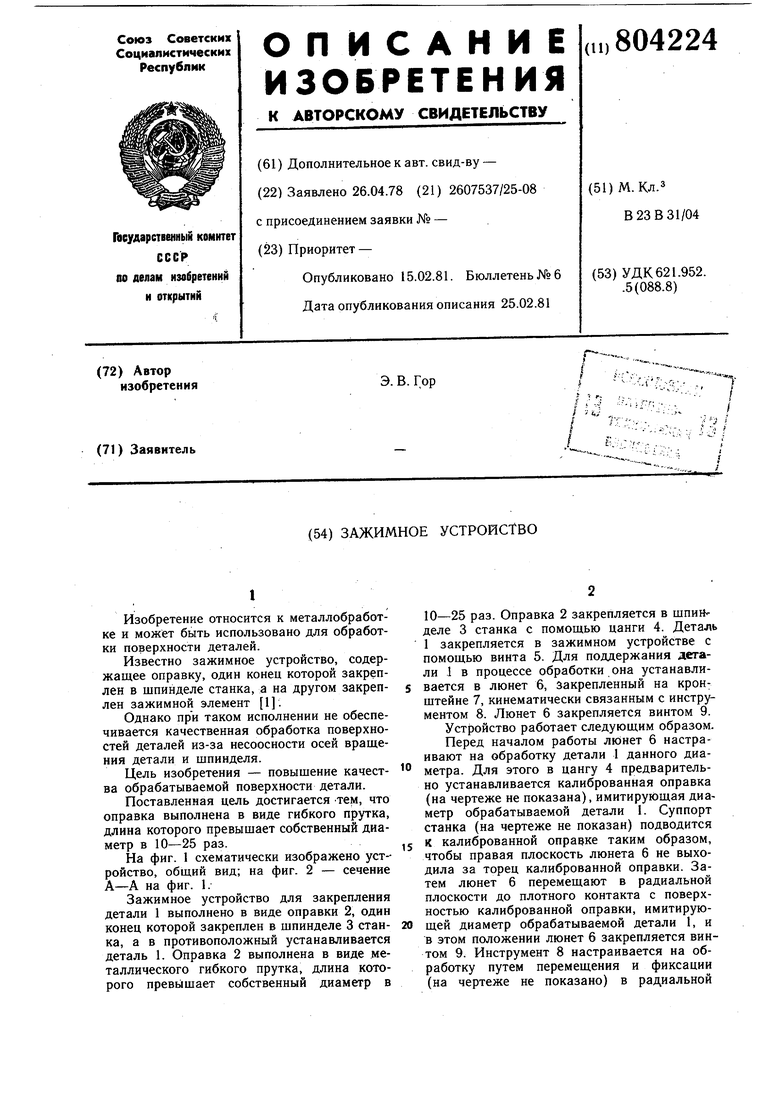
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1982 |
|
SU1093420A1 |
| Устройство для доводки телВРАщЕНия | 1979 |
|
SU833428A1 |
| ВРАЩАЮЩИЙСЯ ЛЮНЕТ | 1966 |
|
SU180939A1 |
| ЛЮНЕТ | 1990 |
|
RU2101154C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| ОПРАВКА | 1972 |
|
SU435073A1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
1
Изобретение относится к металлобработке и может быть использовано для обработки поверхности деталей.
Известно зажимное устройство, содержащее оправку, один конец которой закреплен в шпинделе станка, а на другом закреплен зажимной элемент 1.
Однако при таком исполнении не обеспечивается качественная обработка поверхностей деталей из-за несоосности осей вращения детали и щпинделя.
Цель изобретения - повыщение качества обрабатываемой поверхности детали.
Поставленная цель достигается Тем, что оправка выполнена в виде гибкого прутка, длина которого превышает собственный диаметр в 10-25 раз.
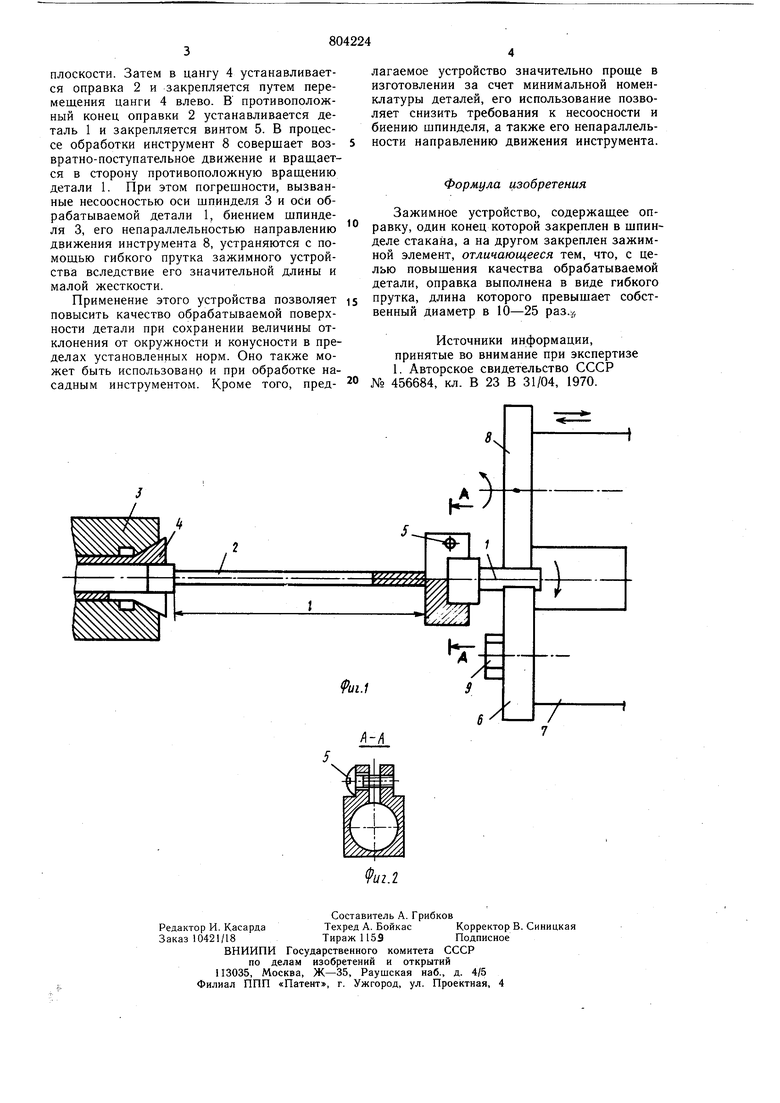
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Зажимное устройство для закрепления детали 1 выполнено в виде оправки 2, один конец которой закреплен в щпинделе 3 станка, а в противоположный устанавливается деталь 1. Оправка 2 выполнена в виде металлического гибкого прутка, длина которого превышает собственный диаметр в
10-25 раз. Оправка 2 закрепляется в шпиН деле 3 станка с помощью цанги 4. Деталь 1 закрепляется в зажимном устройстве с помощью винта 5. Для поддержания детали 1 в процессе обработки она устанавли5 вается в люнет 6, закрепленный на кронштейне 7, кинематически связанным с инструментом 8. Люнет 6 закрепляется винтом 9. Устройство работает следующим образом. Перед началом работы лк)нет 6 настраивают на обработку детали 1 данного диа метра. Для этого в цангу 4 предварительно устанавливается калиброванная оправка (на чертеже не показана), имитирующая днаметр обрабатываемой детали I. Суппорт станка (на чертеже не показан) подводится
5 к калиброванной оправке таким образом, чтобы правая плоскость люнета 6 не выходила за торец калиброванной оправки. Затем люнет 6 перемещают в радиальной плоскости до плотного контакта с поверхностью калиброванной оправки, имитирующей диаметр обрабатываемой детали 1, и в этом положении люнет 6 закрепляется винтом 9. Инструмент 8 настраивается на обработку путем перемещения и фиксации (на чертеже не показано) в радиальной
