Изобретение относится к обработке металлов резанием.
Цель изобретения - повышение надежности и расширение технологических возможностей путем устранения перегрузок сверл при обработке отверстий различных диаметров.
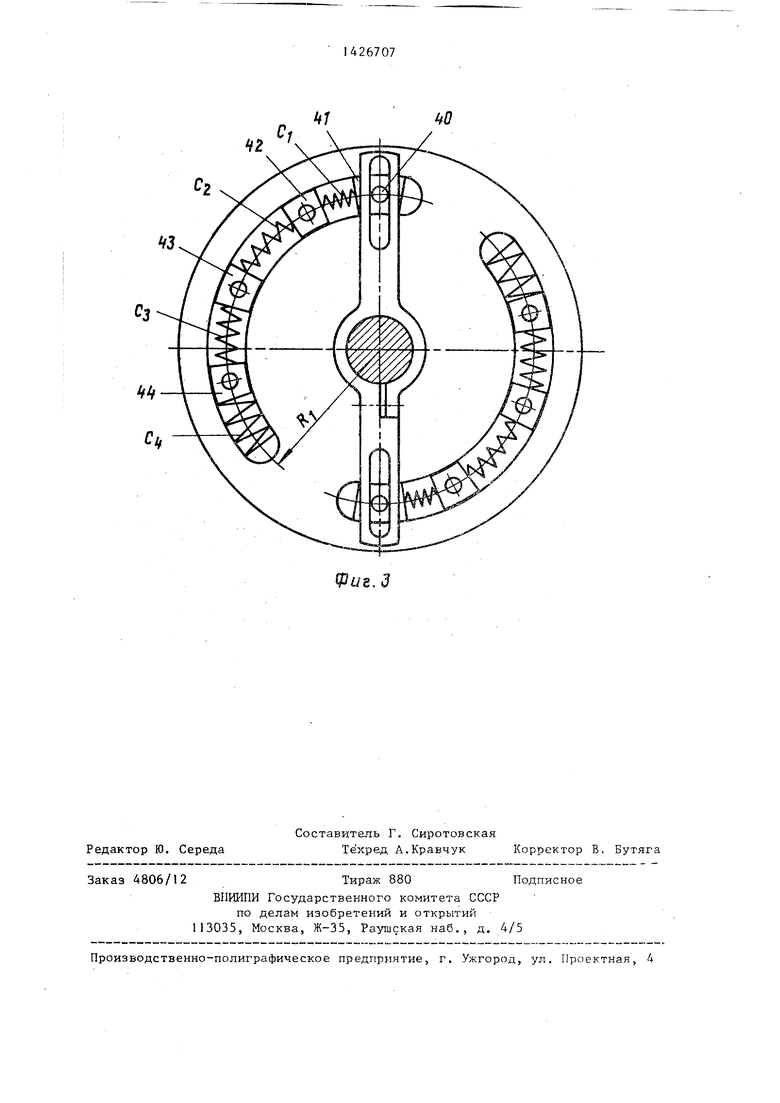
На фиг. 1 схематично изображена кинематическая схема сверлильного станка; на фиг. 2 - вид А на фиг. 1 , на фиг. 3 - упругая муфта с размеще- ем пружин в пазах, расположенных
по окружности одного радиуса, ее вариант.
Механизм подачи сверлильного станка содержит шпиндель 1, соединенный своим верхним концом посредством ко- робк:и 2 скоростей с электродвигателем 2. На шпивделе 1 установлена с
возможностью перемещения вдоль оси шестерня 4, которая кинематически связана через зубчатые передачи 5 коробки передач с расположенной на валу 6 шестерней 7, связанной с на- лом 6 посредством электромагнитной муфты 8. Шестерня 7 находится в зацеплении с шестерней 9, связанной с червяком 10 червячной передачи. Червяк IО находится в постоянном кинематическом зацеплении с червячным колесом 11, установленным на валу 12. Шпиндель 1 установлен с возможностью вращения внутри пиноли 13, с зубьями которой находится в постоянном зацеплении реечная шестерня 14. На выступающем из коробки передач конце вала 12 установлена ведущая полумуфта 15 упругой муфты, а с шестерней 14 жестко соединена гильза 16, с которой соединена ведомая полумуфта 17. В коническом отверстии нижнего конца шпинделя 1 установлен ко- :Нический хвостовик сверла 18, предназначенного для взаимодействия с об- рабатьшаемой деталью 19. Под нижним торцом пиноли установлен регулируемый по высоте концевой выключатель 20, который соединен электрически посредством проводов 21 и 22 с концами катушки электромагнитной муфты 8. На торце ведомой полумуфты I7 на различ- 1ШХ расстояниях R, R, R и R4{фиг.2)
выполнены кольцевые прерьшистые пазы
Перед началом работы вершину св ла 18 вводят в контакт с верхним т
23-26, в которых расположены цилинд- 55 цом детали 19, а расстояние между
рические пружины 27-30 сжатия различных жесткостей, значения которых соответственно равны С,, С,, Cj и С4. В пазах 23-26 установлены металличеверхним концом штыря концевого вык чателя 20 и нижним торцом пиноли 1 выбирают как разницу: Н L - Л, г L - высота детали (длина отверстия
ские вкладьппи соответственно 31-34, Вьппе отмеченная ведущая полумуфта 15 выполнена в виде рычага, связанного с концом вала I2 посредством клеммо- вого соединения. На концах полумуфты 15 выполнены сквозные в осевом н а- правлении муфты пазы 35, в которых расположены съемный,сухарь 36 с пальцем 37, который выступает в направлении к ведомой полумуфте. Конец паль- ца входит в отверстие вкладыша 31 , в пазах 35 также расположен и съемный сухарь 38, палец 39 которого входит в отверстие вкладьш1а 32.
Одновременно в пазах рьгаага 15 могут быть расположены и все четыре .сухаря. Число сухарей должно быть изготовлено равньм числу пружин сжатия, поскольку в пазах рычага могут быть установлены одновременно все четыре сухаря.
Наряду с вариантом конструкции (фиг. 2) с концентричным расположением пружин также может быть использован вариант конструкции с расположением пружин в прерывистых кольцевых углублениях, расположенных по одной окружности (фиг. 3). Кроме сухарей в пазах 35 могут быть расположены непосредственно цилиндрические пальцы 40, резьбовые концы которых входят в резьбовые отверстия металлических вкладьшей 41, 42, 43 или 44, расположенных в кольцевых пазах по окружности одного радиуса R,. Жесткости последовательно расположенных пружин в кольцевом уг- лублении обозначены соответственно через С 4, С, С, к С.
Как в первом варианте конструкции (фиг. 2), так и во втором варианте (фиг. 3) число пружин может быть другим, например 3, 5, 6 и 7,
Кроме того, для повьшения работоспособности пружин их концы контактируют с плоскостями полупальцев 45, установленных на концах углублений под пружины (фиг. 2)
Механизм подачи шпинделя сверлильного станка работает следующим образом.
Перед началом работы вершину сверла 18 вводят в контакт с верхним торцом детали 19, а расстояние между
верхним концом штыря концевого выключателя 20 и нижним торцом пиноли 13 выбирают как разницу: Н L - Л, где L - высота детали (длина отверстия)
- высота предвыходной зоны, ряс- положенной от нижн его торца детали 19 на расстоянии (0,2-0,5) deg, , где d. - диаметр сверла.
О
В процессе врезания сверла 18 Б тело обрабатываемой детали 19 крутящий момент передается со-шпинделя 1 Hfi шестерню 4, зубчатые . передачи 5 и вал 6, с которым в процессе вреза- ния и установившегося процесса сверления жестко соединена шестерня 7 (в этих режимах работы электромагнитная муфта 8 включена) С шестерни 7 момент передается на червяк 10 и червячное колесо 11 и далее на вал 12 с ведущей ползт уфтой 15, с которо посредством сухарей с пальцами и металлические вкладыши, момент передается на пруокины расположенные в кол цевых прерывистых углублениях ведомой полумуфты 17. С полумуфты 17 .момент передается на реечную шестерню 14 и ниноль 13, осевое перемещение равно осевому- перемещению свер -f ла 8,
В процессе врезания сверла в обрабатываемую деталь 19 под действием силы сопротивления происходит сжатие пружин 27 и 28, поскольку с их вкладышами 31 и 32 соединены пальцы соответственно 37 и 39 сухарей 36 и 38. Для конструкции муфты . (фиг, 2) возможны следующие варианты включения в работу пружин с жест
костью: С( , С) С, C4J С) и
Са
При использовании варианта упругой муфты (фиг. 3) возможны следующие варианты включения в работу пружин: , Сз -: И Cji ; С и С, и ,
40
После окончания периода врезани пиноль 13 движется с постоянной по дачей. При подходе сверла к предвы ходной зоне, расположенной на рас стояни Л (о, 2-0,5)d(.g от нижнего торца детали, движущаяся вниз вмес со шпинделем 1 пиноль 13 воздейств ет на штырь концевого выключателя в результате чего электрическая це разрывается, подача тока в катушку электромагнитной муфты В прекращается и последняя отключается. Б ре зультате крутящий момент с вала 6 шестреню 7 не передается и силовая связь между ними отсутствует. При этом как червяк 10, так и червячно колесо 1 оказываются неподвижными В месте с остановкой червячного кол са 11 оказьшаются неподвижными такж вал 12 и ведущая полумуфта 15.
Поскольку пружины 27 и 28 во вр
С, и Cj и С, и С.. При использовании конструкции упругой фты (фиг.2) ., мя врезания в деталь бьши в сжатом
... f t f fTUfrriTi/ v т ттагч TTOIJ-TTTT .- о
количество комбинаций возможных включений пружин в работу гораздо больше .
.Таким образом, в начальный момент сверления имеет место плавное сжатие пружин 27 к 28 для одного из случаев вкJ IЮчeния пружин (на фиг. 2) до величины, при которой вьшолняется условие
состоянии, то теперь усилие сжатых пружин способствует дальнейшему вра щению полумуфты 1 7 и осевому перем щению пиноли 13 с шпинделем 1 и св лом 18. Перемещающееся под действи
50 энергии пружин 27 и 28 сверло 18 пр ходит дальше в тело обрабатываемой детали 19 с постоянно уменьшающейся подачей. Таким образом, происходит досверливание сквозного отверстия з
Р,
66
РОС- р.ш М(27.28), - осевая сила нормального процесса сверления,
р-ш 27,
радиус делительной окружности реечной шестерни 14;
28)
момент от сил сжатых пру- жрш 27 и 28. Значение момента М (27 и 28) равно
М„(27,28) С, .|. R,
+ C.-.-R,
Q 0 5
о
5
0
где , и Л - величины линейных деформаций соответст- . ветственно пружин 27 и 28.
В процессе входа сверла 18 в тело обрабатьшаемой детали 19 в результате окружного перемещения ведущей полумуфты 15 с сухарями 36 и 38 и пальцами 37 и 39 относительно ведомой полумуфты 17 и сжатия при этом пружин 27 и 28 имеет место отставание подачи сверла от того значения, которое имело бы место в случае жесткой связи ме;кду пoлy yфтaми 15 и 17.
После окончания периода врезания пиноль 13 движется с постоянной подачей. При подходе сверла к предвыходной зоне, расположенной на рас- стояни Л (о, 2-0,5)d(.g от нижнего торца детали, движущаяся вниз вместе со шпинделем 1 пиноль 13 воздействует на штырь концевого выключателя 20, в результате чего электрическая цепь разрывается, подача тока в катушку электромагнитной муфты В прекращается и последняя отключается. Б результате крутящий момент с вала 6 на шестреню 7 не передается и силовая связь между ними отсутствует. При этом как червяк 10, так и червячное колесо 1 оказываются неподвижными. В месте с остановкой червячного колеса 11 оказьшаются неподвижными также вал 12 и ведущая полумуфта 15.
Поскольку пружины 27 и 28 во вре., мя врезания в деталь бьши в сжатом
f t f fTUfrriTi/ v т ттагч TTOIJ-TTTT .- о
состоянии, то теперь усилие сжатых пружин способствует дальнейшему вращению полумуфты 1 7 и осевому перемещению пиноли 13 с шпинделем 1 и сверлом 18. Перемещающееся под действием
энергии пружин 27 и 28 сверло 18 проходит дальше в тело обрабатываемой детали 19 с постоянно уменьшающейся подачей. Таким образом, происходит досверливание сквозного отверстия за
счет потенциальной энергии сжатых пружин, которую они накопили в процессе врезания сверла в тело обрабатываемой детали. Поскольку при досверлнвании отверстия подача постоянно уменьшается (пружины все больше и больше расслабляются), то устраняютс причины, которые вызывают перегрузку И поломку сверл и привода подач в целом.
В силу того, что в момент окончания сверления перегрузки нет из-за того, что пружины расслаблены, то в результате некоторого ускорения подачи сверла в момент окончания сверления режущими кромками сверла Срываются заусенцы на выходе из скво його отверстия, чем улучшается ка- Цество обработки.
После окончания сверления отверстия пиноль со шпинделем отводят вверх, при этом автоматически замыкаются контакты концевого выключате- ля 20 и снова замыкается электрическая цепь, в результате чего ток поступает в катушку электромагнитной муфты 8 и шестерня 7 соединяется со своим валом 6.
В начальном положении, когда вершина сверла еш;е не коснулась материала детали, расстояние между торцом пиноли 13 и штырем выключателя 20 больше расстояния от вершины сверла 18 до начала предвыходной зоны, расположенной на расстоянии и от нижнего торца детали. Это связано с тем, что пружины муфты в этом случае находятся в свободном состоянии
В процессе наладки привода на свеление сквозных отверстий необходимо сделать пробное засверливание сверла в деталь 19 и по лимбу зафиксиро
вать перемещение пиноли, при котором имеет место и полное засверливание. После этого необходимо выс тавить концевой вьжлючатель 20 в таком положении, при котором расстояние между данным положением пиноли ri штырем выключателя равно
L (L,
+ & + 1п.р ),
где L - длина отверстия;
L., - путь врезания (высота режувр
щей части сверла),
5
О
5
Ь. - величина предвыходной зоны; - величина перебега сверла. Для оперативности настройки могут быть использованы таблицы, в которых для соответствующих диаметров сверл d(.g представлены значения
LBP съ /2-ctgq),
где Ч - главный угол в плане сверла i Л K-d, , где К 0,2-0,5 - коэффициент, учитьгоающий величину Д предвыходной, зоны в обрабатываемой детали; 1 пер- - величины сверл.
Использование в предлагаемом механизме подач пружин различной жесткости предусматривает цель обеспечения гарантированного осевого перемещения за счет израсходования потенциальной энергии пружин вне зависимости от диаметра сверла. Так, например, при включении в работу различного числа пружин (вариант упругой муфты на фиг. 2), осевое перемещение пиноли станка, а значит и сверла после отключения электромагнитной муфты 8 составит:
г .m.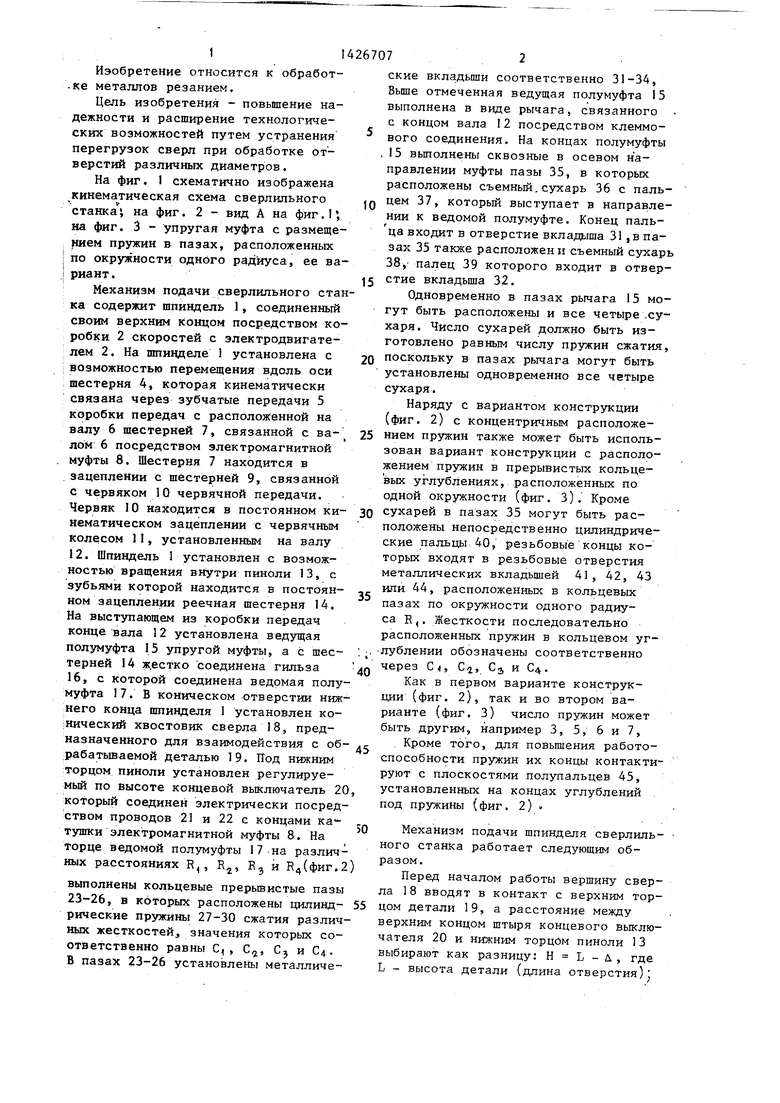
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи шпинделя сверлильного станка | 1980 |
|
SU933292A1 |
| Устройство для сверления глубоких отверстий | 1982 |
|
SU1093425A1 |
| Механизм подачи шпинделя сверлиль-НОгО CTAHKA | 1979 |
|
SU850326A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Устройство для сверления сквозных отверстий | 1986 |
|
SU1400796A1 |
| Фрезерная насадка | 1980 |
|
SU933297A1 |
| УСТРОЙСТВО для ПОДАЧИ РАБОЧЕГО ОРГАНА CT;^HKA:^Jt~- —mmiIД^- l»3>&fr»5>& . | 1972 |
|
SU325155A1 |
| УСТРОЙСТВО ДЛЯ ПРЕРЫВИСТОЙ ПОДАЧИ ШПИНДЕЛЯ | 1972 |
|
SU339344A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО КАНАЛА ИЗ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ | 1996 |
|
RU2094864C1 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
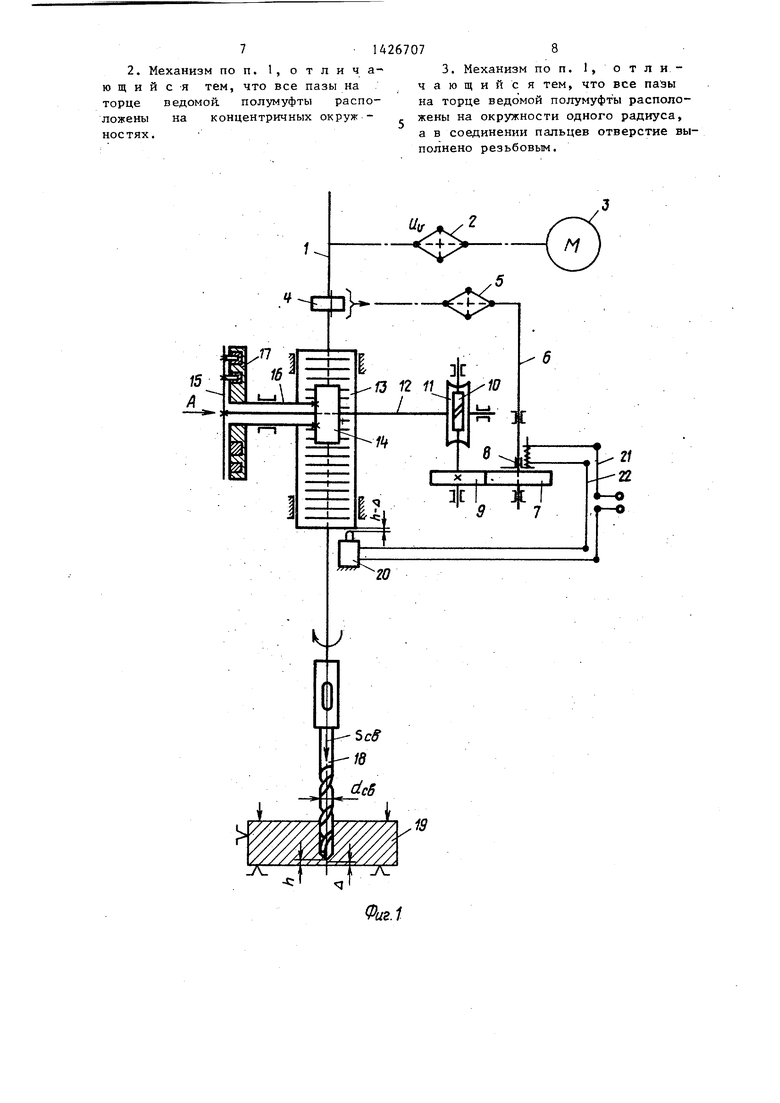
) Изобретение относится к обработ ке металлов резанием. Целью изобретения является повышение надежности и расширение технологических возможностей путем устранения перегрузок сверл при обработке отверстий различных диаметров. Шпиндель установ-. лен с возможностью вращения внутри JBud А гз 27 пиноли, с зубьями которой находится Б постоянном зацеплении реечная шестерня. На выступающем из коробки подач конце вала 12 установлена ведущая полумуфта 15 упругой муфты, выполненная в В1ще рычага, связанного с концом вала 12 посредством клем- нового соединения. На торце ведомой полумуфты 17 на концентричных окружностях выполнены кольцевые прерывистые пазы 23, 24, 25 и 26, в которых расположены цилиндрические пружины сжатия 27, 28, 29 и 30 различных жесткостей. В пазах 23, 24, 25 и 26 установлены перемещающиеся металлические вкладыши 31, 32, 33 и 34. На концах рычага - полумуфты 15 вы- , полнен з1 сквозные в осевом направлении пазы 35, в которых расположены съемные сухари 36, 38 с пальцами 37 и 39, установленными в отверстиях вкладышей, 2 з.п. ф-лы, 3 ил. S 17 4 Ю 05 о -а 2В 29 ФИ«. 4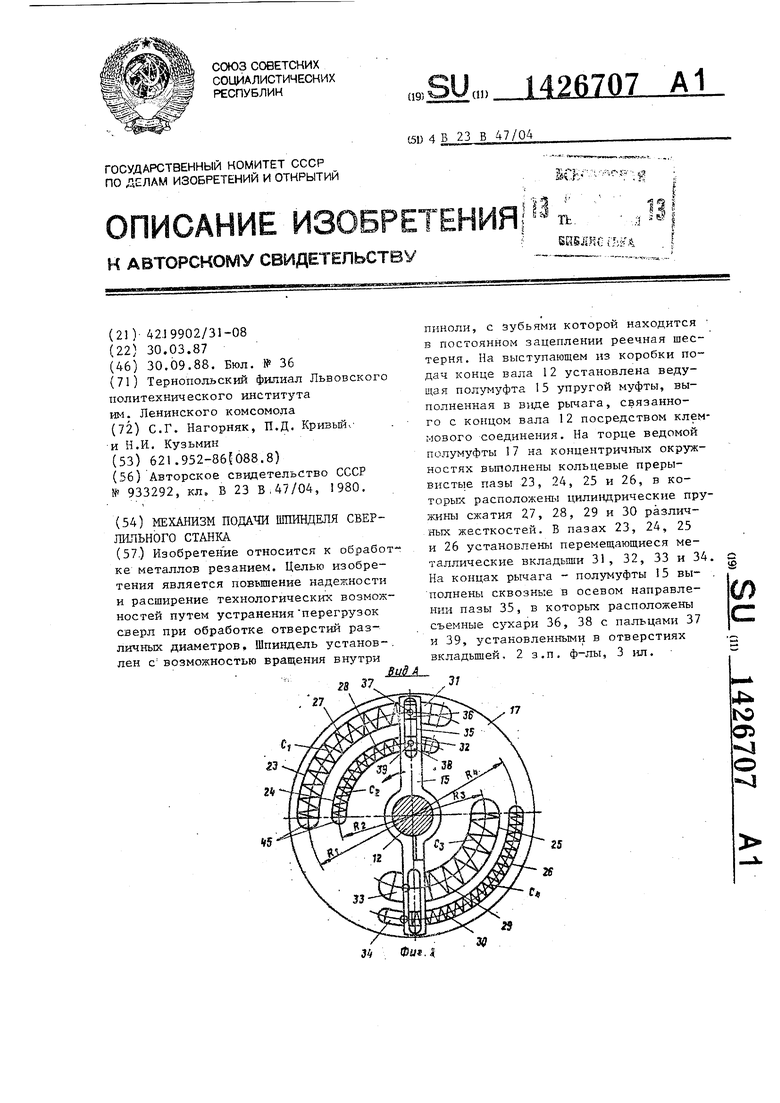
С,- R + Сг Е| +
эта величина должна быть равна сумме: .,
4j
-f Ctgtf + K-d + 1„ер .
Формула изобретения 1. Механизм подачи шпинделя сверлильного станка, содержащий коробку подач, на выходном валу которой устй- новлена упругая муфта, причем на торце ведомой полумуфты выполнены пазы, в которых размещены пружины сжатия и вкладьш1И,количество которых соответствует количеству последних, установленные с возможностью перемещения и контактирования с пруСз-к;н-...+ С; -R
жинами, отличающийся тем, что, с целью повьш ения надежности и расширения технологических возможностей путем устранения перегрузок сверл при обработке отверстий различных диаметров, ведущая полумуфта выполнена в виде жестко связанного с валом рычага с расположенными на концах вдоль его оси сквозными установленными в пазах сухарями и закрепленными на последних пальцами, предназначенными для размещения в отверстиях, которые выполнены во вкла- дьшах, причем пружины сжатия вьшол- нены различной жесткости.
HZ
Cz
VJ
Cfy
| Механизм подачи шпинделя сверлильного станка | 1980 |
|
SU933292A1 |
