Изобретение относится к технологическому оборудованию для подготовки электрических проводов к монтажу, в частности к устройствам для проведения рихтовки, мерной резки, зачистки от изоляции, закручивания жил и скрутки петель на концах монтажных проводов, и может быть использовано в электротехнической, приборостроительной и других отраслях промышленности.
Цель изобретения - повышение производительности.
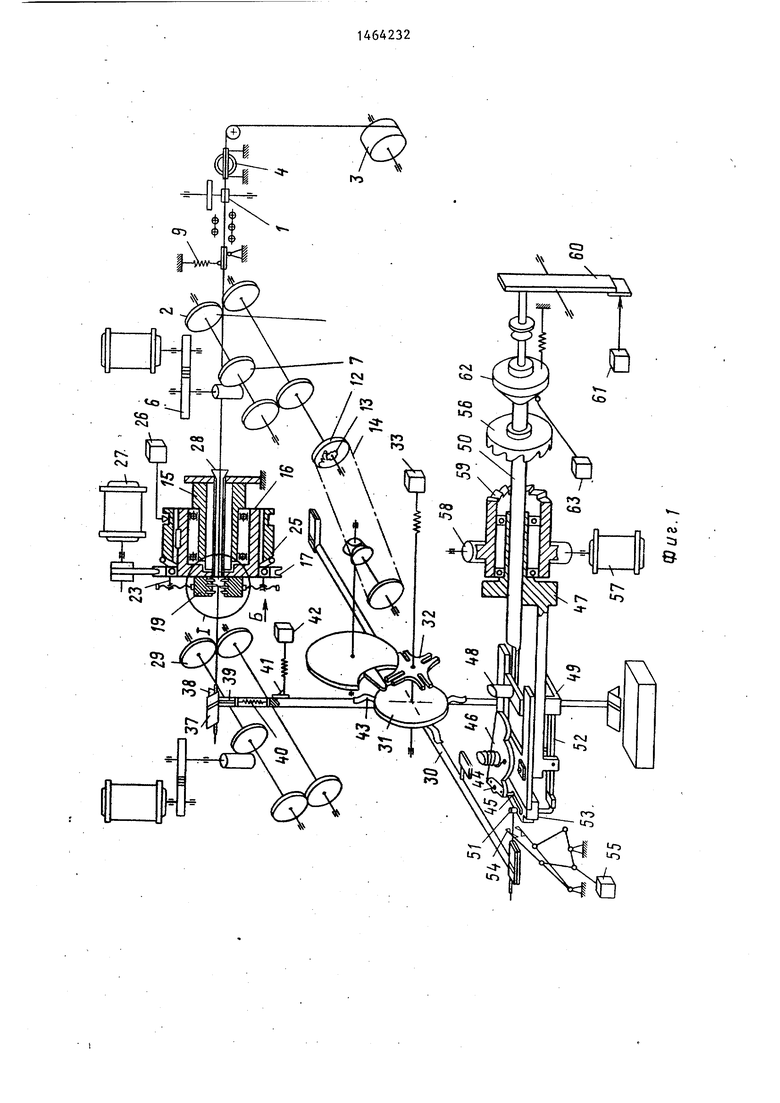
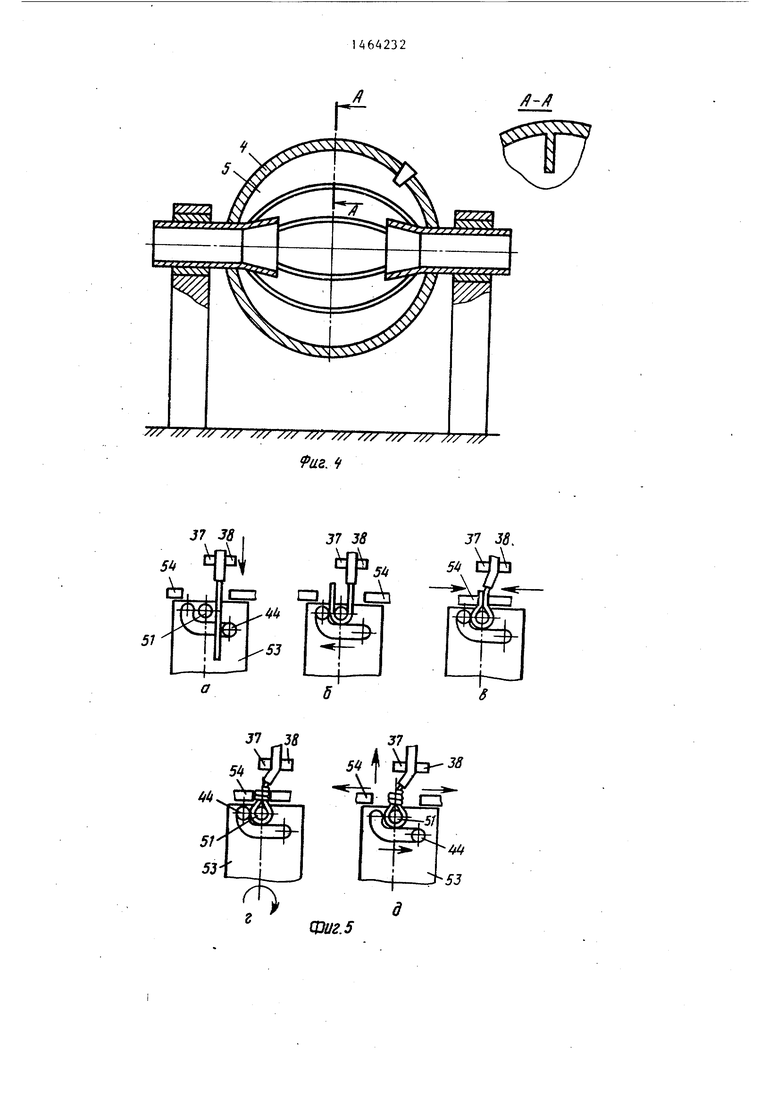
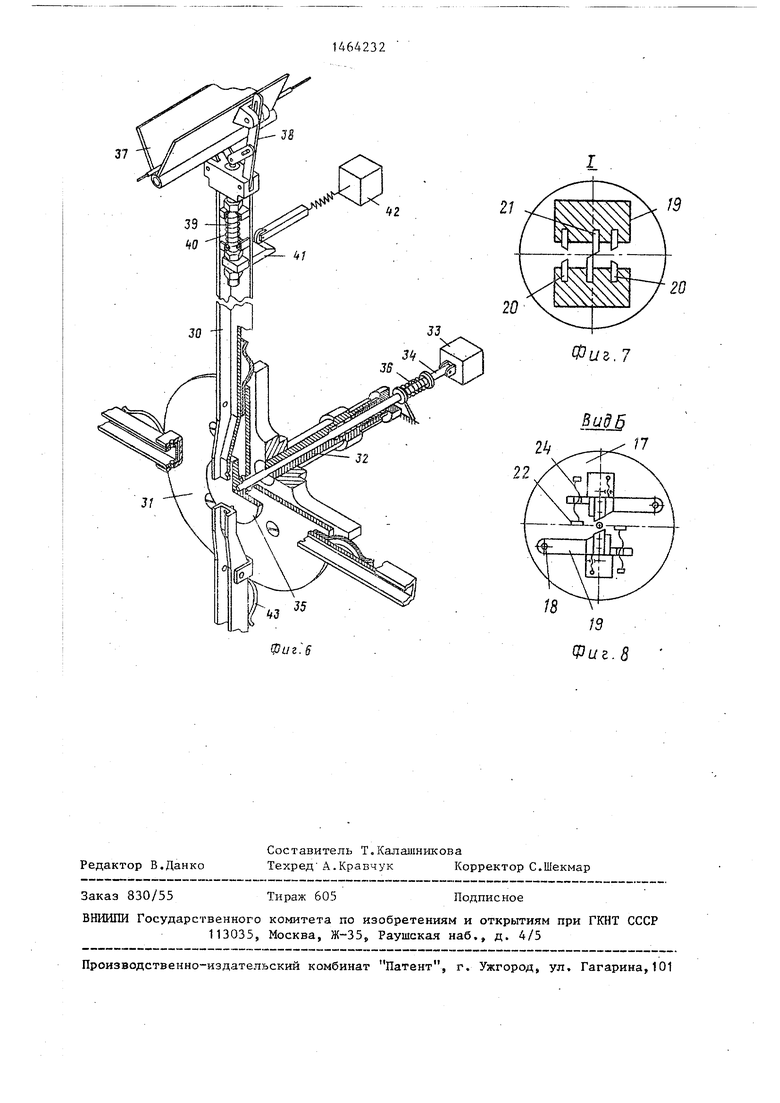
На фиг. 1 схематически показан автомат для подготовки электрических проводов к монтажу, на фиг. 2 - механизм петлеобразования; на фиг,. 3 - направляющий элемент; на фиг 4 - устройство для нанесения на провод талька (разрез А-А)-, на фиг. 5 - схема последовательности процесса петлеобразован1-ш; на фиг. 6 - передаточный механизм с захватами на фиг. 7 - узел I на фиг. 1; на фиг.8 вид Б на фиг. 1.
Автомат для подготовки электрических проводов к монтажу (фиг.1) содержит основание (не показано), на котором установлен механизм рихтовки, состоящий из четырех рядов рихтующих роликов 1, расположенных в двух взаимно перпендикулярных плоскостях, через которые деформированный провод протягивается посредством подающих роликов 2 механизма подачи провода от вводной бабины 3 для выпрямления. Механизм рихтовки оснащен устройством для нанесения талька, выполненным в виде шарового бункера 4 с приводом от оси рихтующих роликов, причем внутренняя поверхность бункера оснащена ребрами 5, параллельными оси вращения. Механизм подачи провода содержит пару подающих роликов, получающих вращение через две зубчатые пары 6 и червячную передачу 7, Перед подающими роликами расположен направляющий элемент, шарнирно закрепленный на основании, подпружиненный к нему, состоящий из трубки 8 (фиг.З), пружины 9 и пальца 10 для установки на основании 11. Кроме того, подающий механизм оснащен звездочкой 12 с храповым механизмом 13 и цепной передачей 14 для передачи вращения передаточному механизму. Механизм мерной резки, зачистки от изоляции и закручивания жил содержит корпус 15, на котором подвижно установлена втулка 16, несущая планшайбу 17.
На планшайбе укреплены неподвижно два пальца 18, на которых подвижно установлены державки с кулачками 19, с жестко закрепленными на них по два надрезных ножа 20, по отрезному ножу 21 и ограничителю 22. Державки взаимодействуют посредством рычагов 23 через винты 24 с нажимной втулкой 25, которая в свою очередь взаимодействует с злектромагнитом 26. Планшайба получает вращение от электродвигателя 27 через клиноременную передачу. Кроме того, автомат содержит трубку 28 для прохода провода с за464232
магнита 33, толкающего стержня 34 с диском 35 и пружиной 36 возврат и четырех захватов, каждьй из кот рых выполнен в виде шарнирно соед ненных между собой петель 37 с пр водом их поворота и установлен на одном из плеч рычагов 38, связанн с толкателями 29, установленными
«О направляющих,, оснащенных пружинам 40 возврата.
На нижних концах толкателей установлены кулачки 41, контактирующие с электромагнитом 42. В исход15 ное положение рычаг 30 возвращаетс с помощью пружины 43 возврата.
Механизм петлеобразования вьшол нен в виде поводка 44 с пальцем, снабженным упором 45. Поводок 44
20 шарнирно закреплен на кулачке 46, установленном на оси в корпусе 47 ролика 48 со скобой 49, установлен ных на конце вала 50, снабженного приводами возвратно-поступательног
25 перемещения и поворота, штыря 51, шарнирно установленного на одном из плеч поворотного двуплечего рыч га 52, расположенного в корпусе с возможностью воздействия другим пл
30 чом со скобой, и сухаря 53 с пазом и отверстием, закрепленного на кор пусе, при этом ролик установлен с возможностью контактирования с кул ком, палец расположен в пазу суха35
ря, а штырь - в отверстии сухаря.
Перед сухарем установлены захваты 54 с рычагами, приводящиеся в движ ние от электродвигателя 55.
Привод возвратно-поступательног 40 перемещения и поворота содержит по муфту 56, жестко установленную на приводном валу, получающем вращени от электродвигателя 57 посредством червячной пары 58 и полумуфты 59,
f--7- о.
закрепленную на основании и расположенную внутри планшайбы концентрич- но ей, при этом другой конец трубки расположен на уровне торца планшайбы. Протягивающий механизм конструктивно аналогичен механизму подачи провода и содержит протягивающие ропики 29. Передаточный механизм выполнен в виде четырех поворотных двуплечих рычагов 30, установленных на диске 31, расположенном на валу мальтийского креста 32, снабженного приводом возвратно-поступательного перемещения, состоящего из электро50
55
системой 60, приводом от электромаг нита 61, кулачком 62, контактирующи с конечным выключателем 63.
Автомат работает следующим образом.
Монтажный провод от бабины 3, протягиваясь подающими роликами 2, проходя через шаровой бункер 4 с тальком и рихтующие ролики 1, выпря ляется. Выпрямленный провод через трубку 8 направляющего элемента подается к механизму резки, зачистки от изоляции и скручивания жил. Режу щий механизм приводится в действие
464232
магнита 33, толкающего стержня 34 с диском 35 и пружиной 36 возврата и четырех захватов, каждьй из кото- рых выполнен в виде шарнирно соединенных между собой петель 37 с приводом их поворота и установлен на одном из плеч рычагов 38, связанных с толкателями 29, установленными в
О направляющих,, оснащенных пружинами 40 возврата.
На нижних концах толкателей установлены кулачки 41, контактирующие с электромагнитом 42. В исход5 ное положение рычаг 30 возвращается с помощью пружины 43 возврата.
Механизм петлеобразования вьшол- нен в виде поводка 44 с пальцем, снабженным упором 45. Поводок 44
0 шарнирно закреплен на кулачке 46, установленном на оси в корпусе 47 ролика 48 со скобой 49, установлен- ных на конце вала 50, снабженного приводами возвратно-поступательного
5 перемещения и поворота, штыря 51, шарнирно установленного на одном из плеч поворотного двуплечего рычага 52, расположенного в корпусе с возможностью воздействия другим пле0 чом со скобой, и сухаря 53 с пазом и отверстием, закрепленного на корпусе, при этом ролик установлен с возможностью контактирования с кулачком, палец расположен в пазу суха5
ря, а штырь - в отверстии сухаря.
Перед сухарем установлены захваты 54 с рычагами, приводящиеся в движение от электродвигателя 55.
Привод возвратно-поступательного 0 перемещения и поворота содержит полумуфту 56, жестко установленную на приводном валу, получающем вращение от электродвигателя 57 посредством червячной пары 58 и полумуфты 59,
f--7- о.
f--7- о.
50
55
системой 60, приводом от электромагнита 61, кулачком 62, контактирующим с конечным выключателем 63.
Автомат работает следующим образом.
Монтажный провод от бабины 3, протягиваясь подающими роликами 2, проходя через шаровой бункер 4 с тальком и рихтующие ролики 1, выпрямляется. Выпрямленный провод через трубку 8 направляющего элемента подается к механизму резки, зачистки от изоляции и скручивания жил. Режущий механизм приводится в действие
от электродвигателя 27 через клино- ременную передачу. При вращении втулки 16 с планшайбой 17 державки 19 с ножами 20 и 21 находятся в раскрытом положении. В момент резки под действием нажимной втулки 25, контактирующей с злектромагнитом 26, рычаги 23 зажимают державки с ножами и производят резку провода. В зтот же момент реверсирует электродвигатель подающего механизма и происходит зачистка монтажного провода. Правая пара надрезных ножей 20 снимает изоляцию с конца, неотрезанного провода, левая пара - с конца отрезанного провода, при зтом происходит отключение электромагнита режущего механизма, державки 19 с ножами под действием центробежных сил автоматически раскрываются. По возвращении державок с ножами в исходное положение снятая изоляция из рабочей зоны режущего механизма-выбрасывается в бункер
отходов. Автоматически осуществляется 25 причем палец поводка 44, скользя по реверс двигателя подающего механизма и цикл повторяется. С помощью звездочки 12 с храповым механизмом 13 цепной передачей 14 вращение от подающего механизма передается передаточному механизму при прямом направлении движения провода. При обратном вращении подающих роликов вращение передаточного механизма прекращается за счет отключения храпового механизма.
Подвод захватного устройства с петлями 37 к протягивающим роликам 29 для приема отрезанного и зачищенного от изоляции провода осуществляется следующим образом.
35
пазу, загибает зачищенный провод на 180 вокруг штьфя 51. Упор исключает выпадание провода с пальца.
Одновременно кулачок-62 с помощью
30 конечного выключателя 63 вк лючает электродвигатель 55, который посредством захватов 54 с рычагами зажимает зачищенный провод вокруг пальца. В конце движения приводного вала полумуфты 56 и 59 зацепляются и вращение от привода передается механизму петлеобразования. После двух-трех оборотов электромагнит 61 автоматически отключается и исполнительные
Q механизмь возвращаются в исходное положение. Происходит вращение диска 31 еще на 90° и готовый провод с петлей выбрасывается в бункер готовой продукции.
При включении э йектромагнита 33 его сердечник толкает стержень 34 с диском 35 и пружиной 36 возврата влево. Короткий конец рычага 30, шар- нирно закрепленного на диске 31, свободно упирается в диск 35. При движении диска 35 влево приводится в движение короткий конец рычага 30, в результате чего длинный конец рычага 30 с захватным устройством сдвигается вправо к протягивающим роликам 29. В зтот момент кулачок 41, контактируя с осью электромагнита 42, . опускается вниз вместе с толкателем 39, при этом с помощью подвижньпс рычагов 38 петли 37 о ткрываются для приема провода.
После приема провода электромагнит 42 отключается, кулачок 41 с помощью пружины 40 возвращается в исходное положение и петли 37 закрываются . После закрытия петли с помощью электромагнита 33 захваты с рычагами 30 на шарнирах отходят налево, после чего происходит вращение диска 31 с
помощью механизма мальтийского та 32 на 90 к механизму петлеобразования.
Рычаги 30 захватного устройства установлены на диске таким образом,
что когда один из них находится у . протягивающего механизма для приема провода,то другой вводит надрезанный и очищенный конец провода от изоляции на предыдущем цикле в механизм
петлеобразования. При формировании петли движением вала 50 скоба 49 / освобождает рычаг 52, который выталкивает штырь 51 сменного сухаря 8з вверх, ролик 48 толкает кулачок 46,
25 причем палец поводка 44, скользя по
35
пазу, загибает зачищенный провод на 180 вокруг штьфя 51. Упор исключает выпадание провода с пальца.
Одновременно кулачок-62 с помощью
30 конечного выключателя 63 вк лючает электродвигатель 55, который посредством захватов 54 с рычагами зажимает зачищенный провод вокруг пальца. В конце движения приводного вала полумуфты 56 и 59 зацепляются и вращение от привода передается механизму петлеобразования. После двух-трех оборотов электромагнит 61 автоматически отключается и исполнительные
Q механизмь возвращаются в исходное положение. Происходит вращение диска 31 еще на 90° и готовый провод с петлей выбрасывается в бункер готовой продукции.
Согласованная работа всех механизмов и узлов управляется системой автоматики, представляющей из себя логическую схему, осуществляющую вьщачу управляющих сигналов в соответствии с заданной программой.
45
50
55
Формула изобретения
1. Автомат для подготовки электрических проводов к монтажу, содержащий основание, на котором устанок- лены механизмы рихтовки, подачи провода, включающий подающие ролики, планшайба, несущая механизм резки
провода и снятия изоляции, и механиз петлеобразования, отличающийся тем, что, с целью повыпе- ния производительности, он снабжен передаточным механизмом, расположенным за механизмом резки провода и снятия изоляции, устройством для нанесения на провод талька, расположенным перед механизмом рихтовки, направляющим элементом, шарнирно закрепленным на основании, подпружиненным к нему и расположенным перед подающими роликами.
2.Автомат по п.I, отличающийся тем, что передаточный механизм выполнен в виде четырех поворотных двуплечих рычагов, установленных на диске, расположенном на валу мальтийского креста, снабженного приводом возвратно-поступательного перемещения, и четырех захватов, из которых выполнен в виде шарнирно соединенных между собой петель с приводом их поворота и установлен на одном из плеч рычагов,
3.Автомат ПОП.1, отличающийся тем, что устройство для нанесения талька выполнено в виде шарового бункера с ребрами на внутренней поверхности, расположенными
8
вдоль его оси вращения, кинематиче ски связанного с роликами механизма рихтовки
А. Автомат по п.1, отлича ю- щ и и с я тем, что содержит трубку для прохода провода с заходным конусом на одном из ее концов, закрепленную на основании и расположенную
0 внутри планшайбы концентрично ей,
при этом другой конец трубки расположен на уровне торца планшайбы,
5. Автомат по п.1, отличающийся тем, что механизм петлеоб5 разования выполнен в виде поводка с пальцем, снабженным упором, шарнирно закрепленного на кулачке, установленном на оси в корпусе, ролика со скобой, установленных на конце вала,
Q снабженного приводами возвратно-поступательного перемещения и поворота, штыря, шарнирно установленного на одном из плеч поворотного двуплечего рычага, расположенного в корпу5 се с возможностью взаимодействия другим плечом со скобой, и сухаря с пазом и отверстием, закрепленного на корпусе, при этом ролик установлен с возможностью контактирования
Q с кулачком, палец расположен в пазу сухаря, а штырь - в отверстии сухаря.
-ч
Il6
ftk
51
S 50
9
фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для предмонтажной обработки проводов | 1983 |
|
SU1129681A1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1972 |
|
SU492964A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868902A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Устройство для полуавтоматической сборки контактных групп телефонных полуфабрикатов: реле, ключей, гнезд, искателей и т.п. | 1957 |
|
SU121711A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Автомат для мерной резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1978 |
|
SU796971A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |

Изобретение относится к электротехнике, а именно к технологическому оборудованию для подготовки электри- , ческих проводов к монтажу. Цель изобретения - повышение .производительности.. Автомат содержит основание, на котором установлень5 механизмы рш тоБки., подачи провода с подающими poликa и, планшайба с механизмами резки провода и снятия изоляции и механизм петлеобразования Автомат снабжен передаточным механизмом, расположенным за механизмом резки провода ц СНЯТ1-Ш изоляции устройством для. иа:ч°се.икя на провод талька, распспо; ;еиным перед механизмом рихтовки, .и направляющим элементом, шарнирно закрепленньм на основании, подпружиненным к нему и расположенным перед подающими роликами. Повышение производительности достигается за счет того, что все необходимые операции осуществляются на одной установке параллельно. 4 з.п. ф-лы, 8 ил. ш с/)
/
//
liZ. J
34 38
Фиг. 5
/I-/1
37 38.
54r
38
37
Редактор В.Данко
Составитель Т.Калашникова
Техред- А.Кравчук Корректор С.Шекмар
Заказ 830/55
Тираж 605
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
Подписное
| Автомат для разделки электрических проводов | 1972 |
|
SU476629A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
