Изобретение относится к области обработкл металлов резанием и предназначено для зачистки концов труб под сварку на трубоотрезном станке.
Извесно устройство для зачистки труб на трубоотрезном станке, содержащее планшайбу, несущую радиальные суппорты 1.
Однако на данном станке невозможно производить зачистку концов труб под сварку, которая выполняется раздельно на специальном оборудовании.
Цель изобретения - повыщение производительности путем совмещения операций отрезки и зачистки.
С этой целью в устройстве для обработки труб на трубоотрезном станке, содержащем планщайбу, несущую радиальные суппорты, один из суппортов снабжен приводом, механизм переключения которого выполнен в виде двухсторонней поворотной подпружиненной рейки с пазами и выступами, связанной с суппортом и размещенной на направляющей планщайбы, при этом количество и расположение пазов и выступов рейки, щестерен механизма переключения линейно зависят от числа оборотов планщайбы.
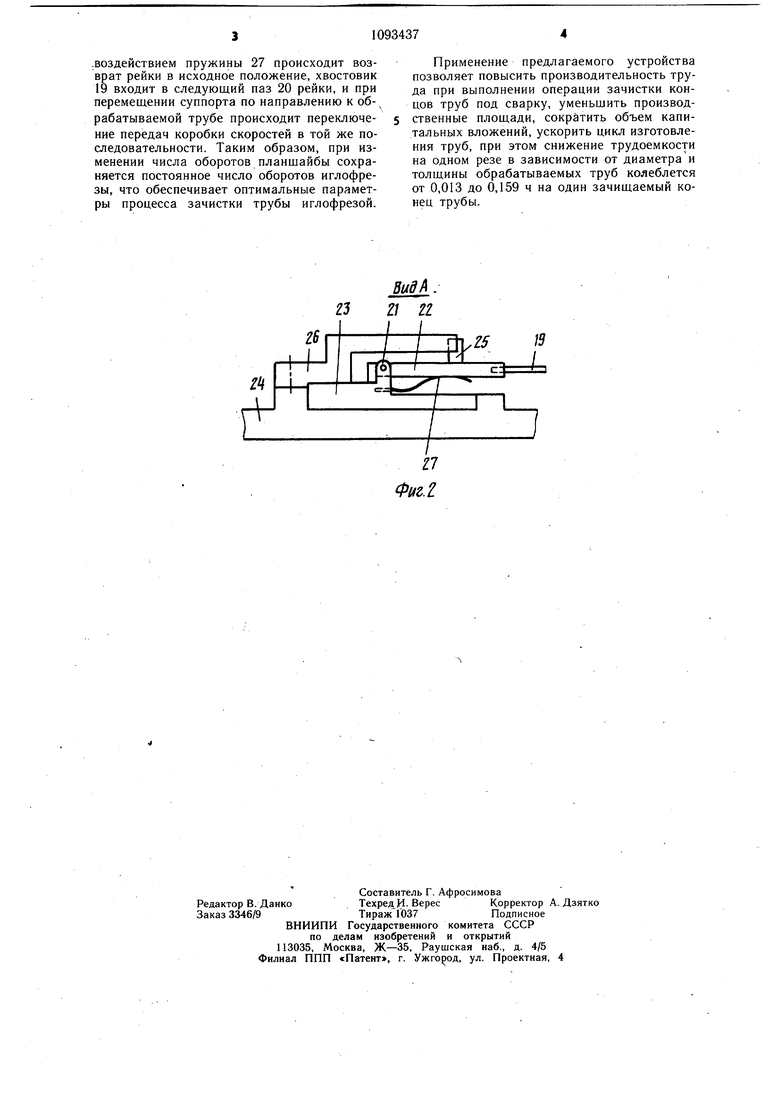
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - вид А на фиг. 1 (механизм двухсторонней поворотной рейки устройства).
Устройство для зачистки труб на трубоотрезном станке крепится на планщайбе 1 трубоотрезного станка, в радиальных пазах которой размещен суппорт 2. Суппорт связан с ходовым винтом 3, зубчатой передачей 4 и 5 и далее через коробку подач с электродвигателем рабочего °и ускбренного перемещения (не показаны). На корпусе 6 трубоотрезного станка закреплен зубчатый венец 7 устройства для зачистки труб, которое через шестерни 8-10, коробку 11 скоростей с выдвижной шпонкой,.телескопический вал 12, шестерни 13 и 14 связано с иглофрезой 15, которая закреплена в суппорте болталди 16 с возможностью перемещения вдоль гильзы 17 под воздействием пружины 18. Хвостовик 19 управления переключением коробки скоростей зацеплен с пазом 20 двухсторонней, поворотной вокруг оси 21 рейки 22, которая с возможностью перемещения на каретке 23 по направляющим 24 параллельно радиальным пазам планшайбы связана с суппортом. Под углом 90° к пазам 20 на рейке размещены выступы 25, которые имеют возможность при перемещении рейки взаимодействовать с упором 26, закрепленным на планщайбе. Рейка в исходном положении (фиг. 2) подпружинена пружиной 27. Для данного материала трубы при отрезке резцом оптимальная скорость резания является величиной постоянной.
Определенному диапазону диаметров труб соответствует в связи с этим определенное число оборотов планЛайбы, зависимость
между этими величинами является линейной, что позволяет согласовать расстояния между щестер;нями и их ширину в коробке скоростей, размеры между впадинами и выступа рли рейки с заданным числом оборотов для данного диапазона диаметров обрабатываемых труб.
При этом размер между впадинами на зубчатой рейке соответствует, расстоянию между щестернями коробки скоростей, а расстояние между выступами соответствует тому диапазону диаметров обрабатываемых труб, которому соответствует постоянное число оборотов планщайбы.
Работа предложенного устройства осуществляется следующим образом.
На фиг. 1 показано начало переключения на более низкие обороты вторичного вала коробки 11 скоростей а связи с тем, что диаметр последующей обрабатываемой трубы меньше предыдущей, а это вызывает необходимость изменить на более высокие обороты планщайбы. Данная операция производится соответствующими рукоятками на панели управления станком. Включается подача одного из суппортов с отрезным резцом, при этом синхронно происходит перемещение суппорта с закрепленной иглофрезой 15, так как оба суппорта связаны с одной и той же шестерней 5. При вращении планшайбы шестерня 8 обкатывается по зубчатому венцу 7 и передает крутящий момент через шестерни 9 и 10, первую передачу коробки скоростей (на фиг. 1) - верхнее расположение выдвижной шпонки в пазу первичного вала), телескопический вал 12, шестерни 13 и 14 иглофрезе 15. При этом суппорт, двигаясь в радиальных пазах планшайбы, перемещает связанную с ним рейку 22, паз которой находится в зацеплении с хвостовиком 19.
Рейка перемещает хвостовик, а вместе с ним и выдвижную шпонку до встречи первого выступа 25 с упором 26. При дальнейщем перемещении суппорта рейка поворачивается вокруг оси 21 и выходит из зацеплеНИН с хвостовиком 19, сжимая при этом пружину 27. При последующем движении суппорта к обрабатываемой трубе наряду с отрезкой трубы отрезным резцом иглофреза производит зачистку концов труб под сварку. Усилие прижима иглофрезы к трубе обеспечивается при этом пружиной 18. При резке одного и того же диаметра труб с заданным числом оборотов, т. е. при возврате суппорта в исходное положение с последующим выполнением отрезки и зачистки концов под сварку, переключение передач в коробке скоростей устройства не происходит, так как под воздействием упора 26 рейка выведена из зацепления с хвостовиком 19. После выхода первого выступа 25 из зацепления с упором 26 при дальнейшем уменьщении диаметра обрабатываемых труб и в связи с этим увеличении оборотов планшайбы под
.воздействием пружины 27 происходит возврат рейки в исходное положение, хвостовик 19 входит в следующий паз 20 рейки, и при перемещении суппорта по направлению к обрабатываемой трубе происходит переключение передач коробки скоростей в той же последовательности. Таким образом, при изменении числа оборотов планшайбы сохраняется постоянное число оборотов иглофрезы, что обеспечивает оптимальные параметры процесса зачистки трубы иглофрезой.
Применение предлагаемого устройства позволяет повысить производительность труда при выполнении операции зачистки концов труб под сварку, уменьшить производственные площади, сократить объем капитальных вложений, ускорить цикл изготовления труб, при этом снижение трудоемкости на одном резе в зависимости от диаметра и толщины обрабатываемых труб колеблется от 0,013 до 0,159 ч на один зачищаемый конец трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБООТРЕЗНОЙ СТАНОК | 1972 |
|
SU348306A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Трубоотрезной станок | 1972 |
|
SU442023A1 |
| Трубоотрезной станок | 1982 |
|
SU1038110A1 |
| Планшайба расточного станка | 1986 |
|
SU1393589A1 |
| Револьверная головка | 1972 |
|
SU483199A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБ, содержащее планшайбу, несущую радиальные суппорты, отличающееся тем, что, с целью повышения производительности путем совмещения операций отрезки и зачистки, один из суппортов снабжен приводом, механизм переключения которого выполнен в виде двухсторонней поворотной подпружиненной рейки с пазами и выступами, связанной с суппортом и размещённой на направляющей планщайбы, при этом количество и расположение пазов и выступов рейки, шестерен механизма переключения линейно зависят от числа оборотов планшайбы. (П со со 4 СО 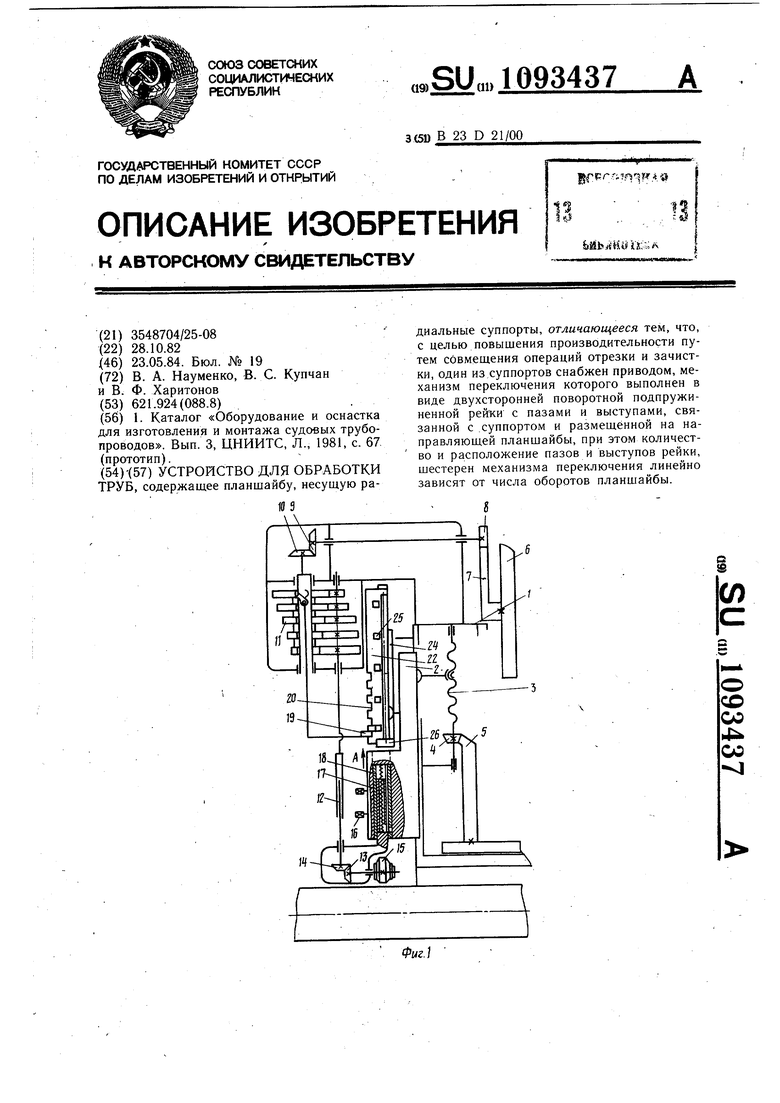
23 Z/ 21
Вид А.
15 /5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог «Оборудование и оснастка для изготовления и монтажа судовых трубопроводов | |||
| Вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| (прототип). | |||
