1
Изобретение относится к области сварки корпусных деталей большого диаметра в стык и может быть применено на заводах тяжелого, энергетического н транспортного машиностроення.
Известна установка для двухсторонней сварки кольцевых швов, содержащая станину с передней бабкой, снабженной оправкой с механизмом разжатия, внутри которой расположено устройство дл) сваркн внутреннего шва, люнет с суппортом и устр ством для сварки наружного шва, и заднюю бабку с прнжнмом 1.
Недостатком данной установки является ннзкое качество сварных швов из-за отсутствия зачнстки свариваемого шва в процессе уварки.
Известна также установка для сварки про дольных н. кольцевых швов тшлиндрнческнх изделий, содержащая раму с приводным порталом, снабженным сварочным оборудованием, приводную планшайбу и рпорные роликн для нзделия 12.
Однако известной установке также присуще низкое качество сварных швов.
Цель изобретения - повышение качества сварных швов.
Поставленная цель достигается тем, что в установке, содержащей раму с приводным порталом, снабженным сварочным оборудо- . ванием, приводаую планшайбу и опорные ролики для нзделня, на раме смонтированыпоперечный н продольный суппорты, н на
to продольном суппорте закреплена копнрная головка с копирным роликом н приводная головка со сменным режущим инструментом, и упорами, подпружиненная к копирной головке.
15
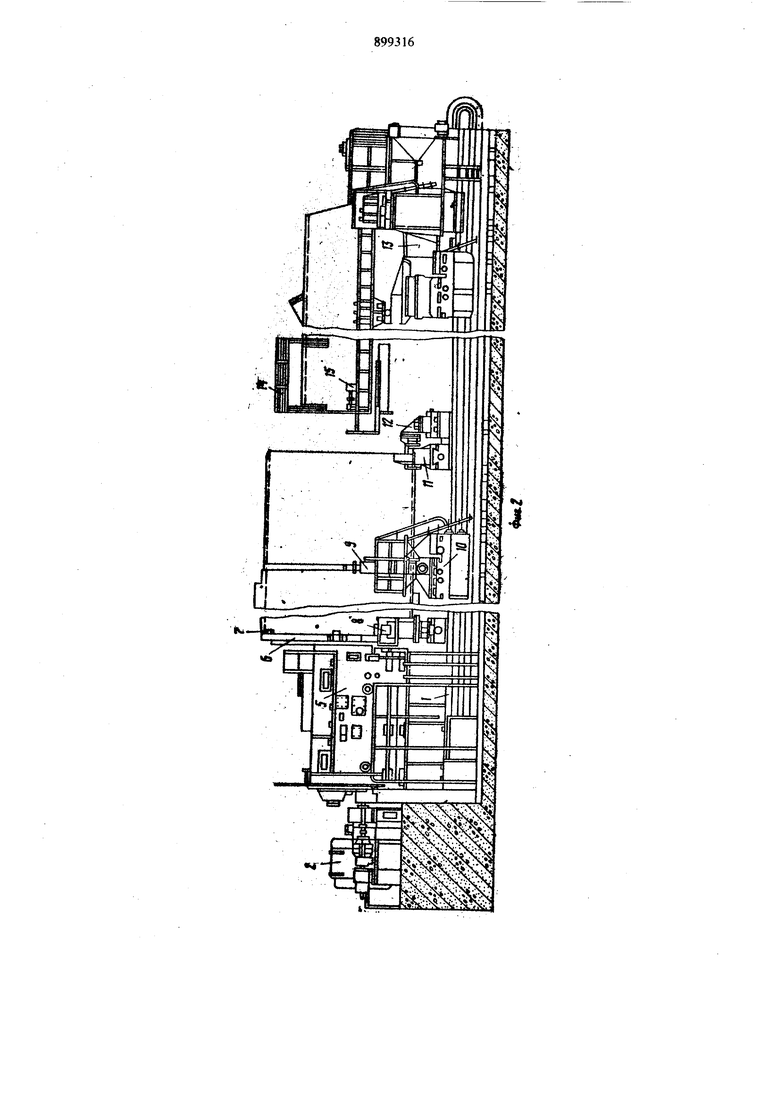
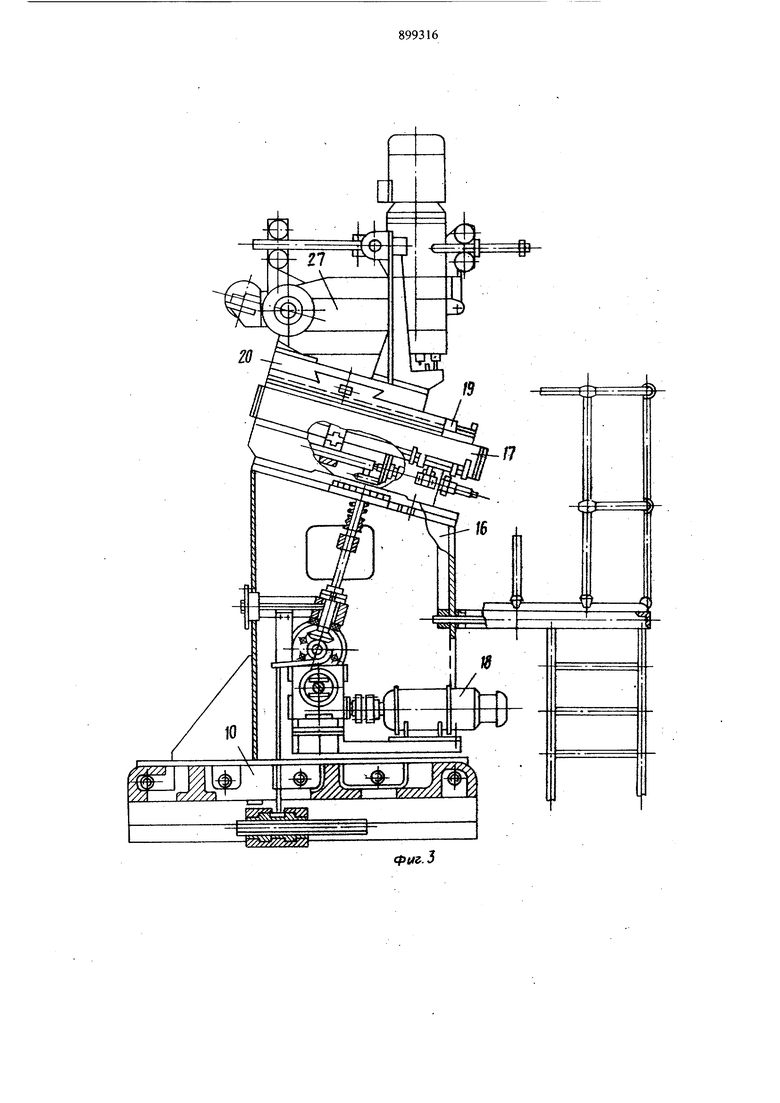
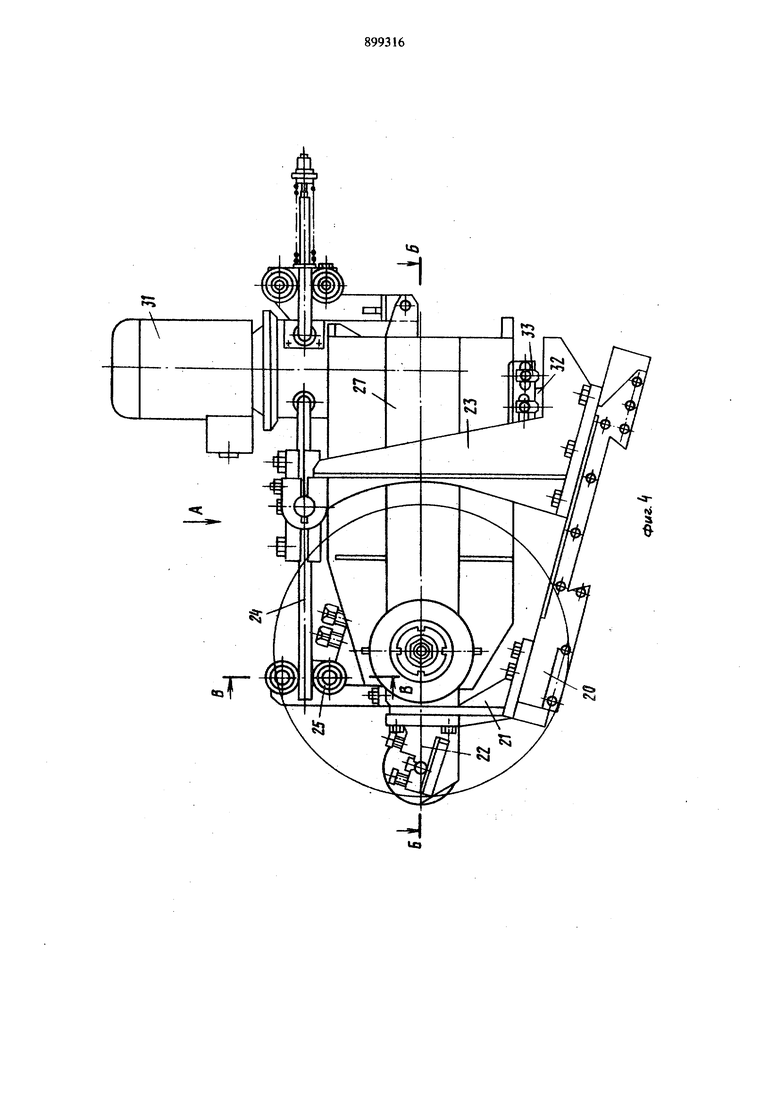
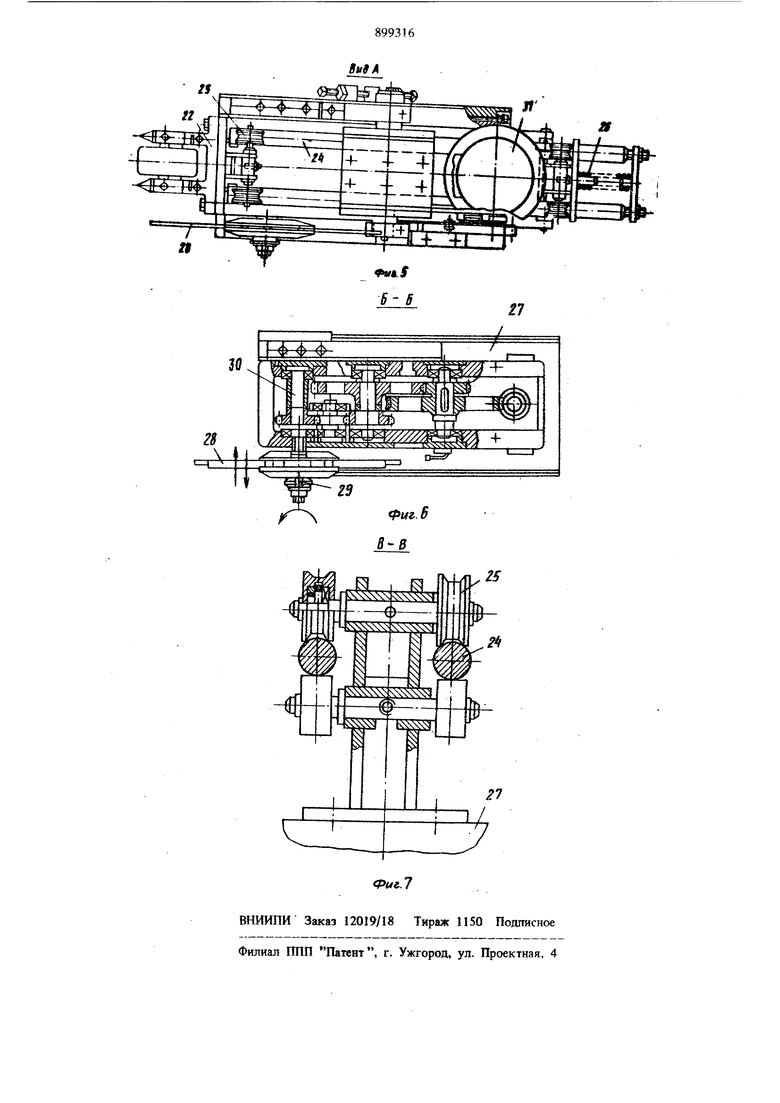
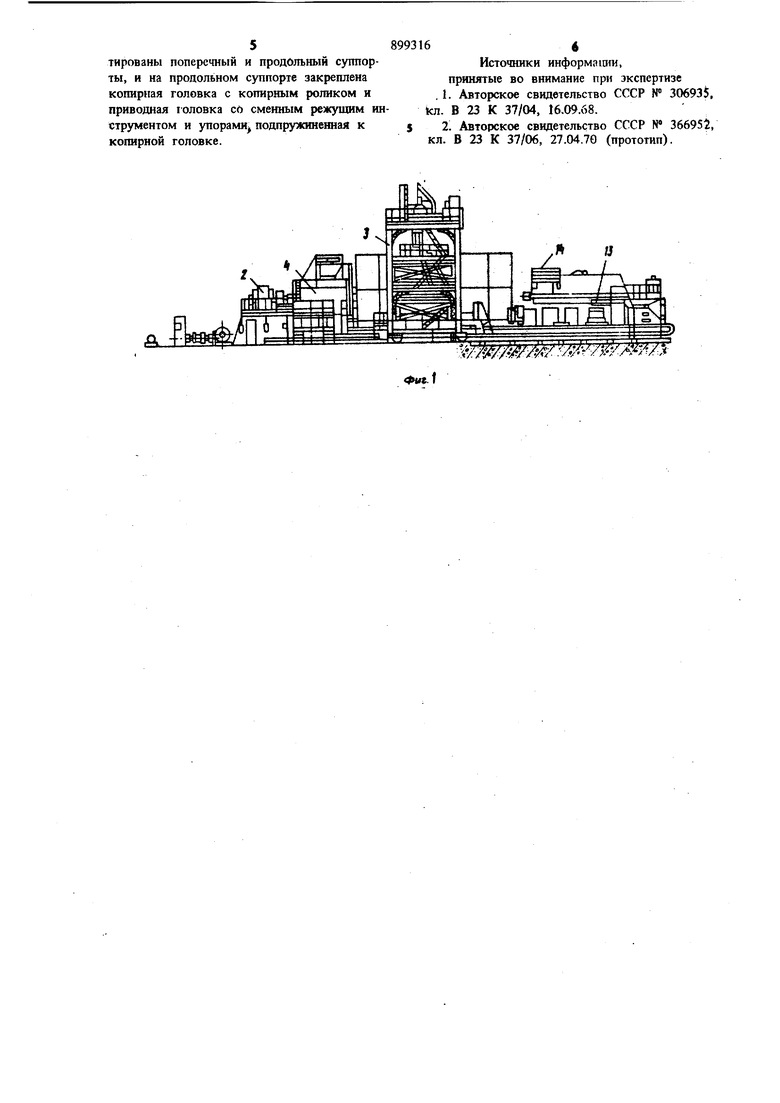
На фнг. 1 нзображена предложенная установка, общий внд; на фнг. 2 - стенд, общий вид; на фнг. 3 - устройство для мехаjg ннческой обработки наружной разделкн шва; на фнг. 4 - прнводная головка, общнй вид; на фнг. 5 - внд А на фиг. 4; на фиг. 6 разрез Б-Б на фнг. 4; на фнт. 7 - разрез В-В на фнг. 4. 38 Установка для сварки кольцевых швов содержит раму 1 (фиг. 1) с приводом 2, по тал 3 с приводом, который установлен на рельсах вдоль рамы 1 и выполнен в виде каркаса, на котором установлено сварочное оборудование с вытяжной вентиляцией, шкафы, пульт управления, кабина сварщика. На раме 1 стенда 4 (фиг. 2) установлены короб ка 5 скоростей, снабженная планшайбой 6 с кулачками 7, неподвижный люнет 8 с опорными роликами под изделие наружной разделки шва, со сменным режущим инструмен том, установленное на суппорте 10 стенда, п вижный люнет И с приводом и упорным ролнком 12, основание 13 с приводом, на котором размещены нагреватели 14, устройство 15 для сварки, следящей расточки и абразивной зачистки усиления щва внутри изделия. Устройство 9 для механической обработки наружной разделки шва содержит станину 16 (фиг. 3), на которой с возможностью поворота посредством червячной пары установлен поперечный cjoinopT 17, привод к которому кинематически осуществлен . от злектродвигателя 18 постоянного тока. На поперечном суппорте 17 с возможностью перемещения в направлении его движения уста новлен и подпружинен механизм 19, продоль ный суппорт 20, к которому посредством кронштейна 21 (фиг, 4) жестко прикреплена копирная головка 22, снабженная копирным роликом. На суппорте 20 жестко установлены кронштейны 23 с направляющими 24, на которых на роликах 25 установлена с возможностью перемещения и прижата пружинами 26 к торцу копирной головки 22 приводная головка 27 с иглофрезой 28 (фиг. 5). Иглофреза 28 жестко укреплена на валу 29 (фиг. 6), который установлен на шпонке в гнезде приводного вала 30 с возможностью осевого перемещения, а вал 30 кинематически связан с злектродвигателем 31. Для эффективной работы иглофрезы 28 при зачистке свариваемого шва в процессе сварки пру жина 26 имеет возможность регулировки на необходимое усилие (20 кг). Для подцер живания этого усилия в допустимых предела на кронштейне 23 установлены микропереключатели 32, электрически соединенные с электродвигателем 18 и срабатывающие от упоров 33, укрепленных на корпусе приводной головки 27. Установка для сварки корпусов работает следую1цим образом. Изделие укладывают на опорные ролики люнетов и усганавпивают расстояние между )порнъ1ми роликами таким, чтобы («ь нздеЛИЯ совпала с осью OJnиндeля, упорным роликом 12 поджимают изделие к планшайбе 6 и зажимают изделие в кулачках 9, а роликоопоры неподвижного люнега 8 отводят от изделия. К месту стыковки частей изделия при помощи суппорта 10 подводят устройство для механической обработки наружной разделки щва, включают привод 2 вращения н поджимают тормозную колодку тормоза к ободу планшайбы 6. Включают привод 18 поперечного суппорта 17 и производят разделку щва. По окончании обработки разделки внутрь изделия вводят нагреватели 14, которые производят нагрев зоны сварки. Подводят портал 3 и настраивают коробку скоростей 5 и сварочное оборудование на необходимый режим сварки. Устройство 9 для механической обработки наружной разделки шва настраивают на зачистку сварного щва в процессе сварки. Включают привод 31 и игпофреэу 28 вводят в (мздевалку, включают привод 2 н сварочные автоматы, а нглофрезу прижимают к образивному сварному щву и производят его очистку. При увеличении дщаметра щва его усилие на иглофрезу превыщает усилие пружины 26, она сожмется и головка 27 перемещается по направляющим 24. Вместе с головкой перемещаются жестко установленные на ней упоры 33, которые, воздействуя на микропереключатели 32, включают привод 18 поперечного суппорта 17 . Суппорт 17 перемещается с иглофрезой 28 назад до тех пор, пока упоры 33, воздействуя на микропереключатели, выключат привод 18 перемещения поперечного суппорта. Ехли в процессе на шее образуются дефекты, которые определяют контрольные приборы, сварку прекращают и в зависимости от вида дефекта его удаляют резцом или фрезой, а место выборки дефекта наваривают. Наличие в установке устройства для механической обработки нар)окной разделки щва, установленного на продольном суппорте стенда и содержащего приводную головку с инструментом для зачистки щвов непосредственно в процессе сварки и копнрной головки с копирным роликом, позволит повысить качество сварных щвов. Формула изобретения Установка для сварки кольцевых швов преимущественно корпусов парогенераторов, содержащая раму с приводным порталом, снабженным сварочным оборудованием, привод ную планщайбу и опорные ролики для изделия, отличающаяся тем, что, с целью повышения качества, на раме смой 5 тированы поперечный и продольный суппорты, и на продольном суппорте закреплена копириая головка с копирным роликом и приводная юловка со сменным режущим ин струментом и упорами подпружиненная к копирной головке. 99316 Источники информашти, принятые во внимание при экспертизе , 1. Авторское свидетельство СССР № 306935, fcл. В 23 К 37/04, 16.09.68. 2. Авторское свидетельство СССР N 36695, кл. В 23 К 37/06, 27.04.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки сварных швов | 1979 |
|
SU821109A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
| Стенд для сборки и сварки кольцевых швов роторов турбин | 1988 |
|
SU1574421A1 |
| Способ сварки криволинейных швов и установка для его осуществления | 1978 |
|
SU965683A1 |
| Устройство для автоматической электродуговой приварки штуцеров к цилиндрическим и шаровым поверхностям | 1976 |
|
SU625873A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |