со со
О5
Фиг.1
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способа электроэрозионного профилирования алмазных кругов на металлических связках.
Известен способ профилирования алмазных кругов, при котором круговую подачу включают после срезания электрода -инструмента (ЭЙ) в круг на глубину профиля tl3.
Однако известный способ не обеспечивает достаточной точности профилирования. Это обусловлено тем, что при направлении врезания на параллель ной плоскости, проходящей через оси электрода-инструмента и алмазного круга, глубина врезания отличается от величины врезной подачи, что ведет к искажению получаемого профиля. Кроме того, снижается производительность из-за потерь времени на накладку станка.
Целью изобретения является повышение точности профилирования и увеличение производительности за счет повышения точности и сокращения времени базирования электрода-инструмента относительно круга.
Поставленная цель достигается- тем, что способ электроэрозионного профилирования алмазных кругов, предусматривающий включение круговой подачи при врезании электрода-инструмента в тело круга на глубину профиля, осуществляют с помощью электрода-инструмента, имеющего вьшолненньй в виде выточки или бокового выступа участок, служащий упором, по которому базируют алмазный круг, при сближении его с электродом-инструментом.
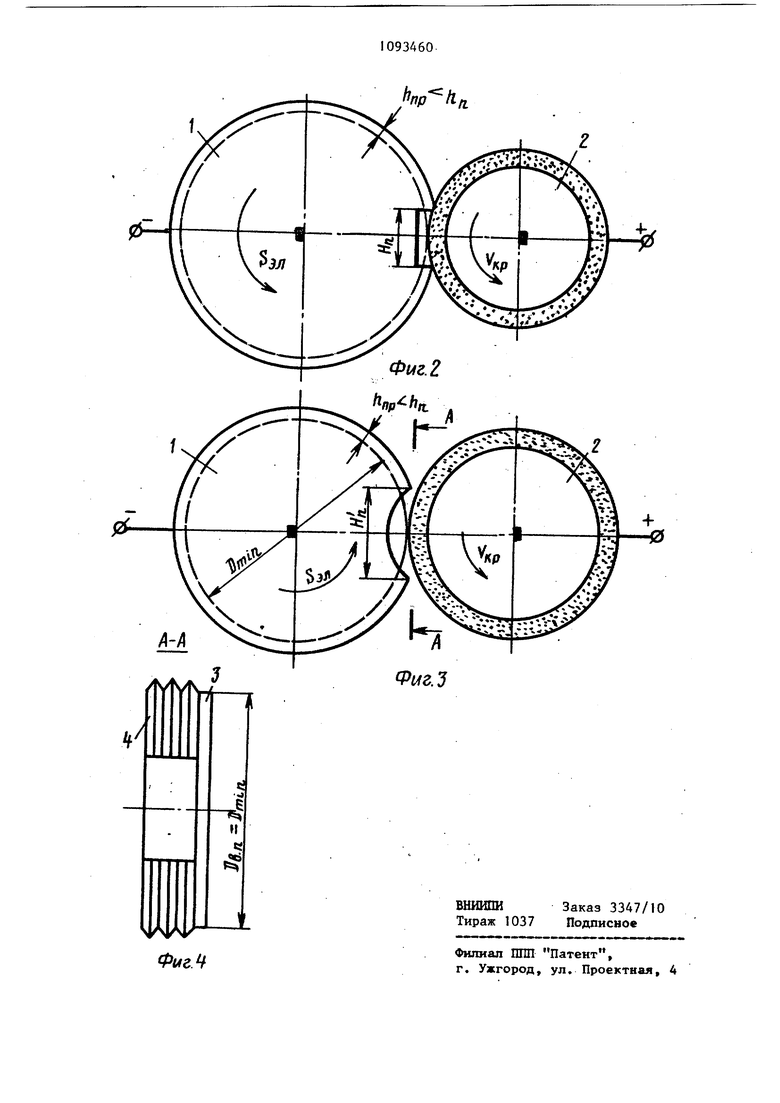
На фиг.1 представлен электрод-инструмент для электроэрозионного прифилирования алмазных кругов, в котором выполнена выточка; на фиг.2 электрод-инструмент, в котором выполнен прямоугольный паз; на фиг.З- электрод-инструмент, на торце которого выполнен цилиндрический выступ, а на периферийной части паз; на фиг.4 - разрез А-А на фиг.З.
Базирование электрода-инструмента относительно круга осуществляется следующим образом.
Электрод-инструмент 1 подводится к кругу 2 до касания последнего с поверхностью выточки в электроде-инструменте (фиг.1), либо до касания круга по двум линиям сопряжения с боковой поверхностью прямоугольного паза, выполненного в электроде-инструменте (фиг.2), либо до касания круга с поверхностью вспомогательног цилиндрического выступа на торце электрода-инструмента (фиг.З). После осуществления бавирования включают круговые подачи электрода- инстру ента и алмазного круга S и и производят электроэрозионное профилирование алмазного кргуга. Для обепечения точности профилирования глубина выточки hg выбирается равной глубине профилирования h
„р, ширина
паза Н также расчитывается в зависимости от глубины профилирования ЬГ,Р, и диаметр вспомогательной поверхности 3 D
g равен минимальному диаметру профильной поверхности 4 DTJ электрода-инструмента. Ширина и гЛубина паза Н h электрода-инструмента с вспомогательной поверхностью выбираются из условия обеспечения подвода электрода-инструмента до такта его вспомогательной поверхности с поверхностью алмазного круга.
Таким образом, использование предлагаемого способа позволяет повысить точность профилирования алмазных кругов и увеличить производительность за счет повышения точности и сокра- щения времени базирования электродаинструмента относительно круга.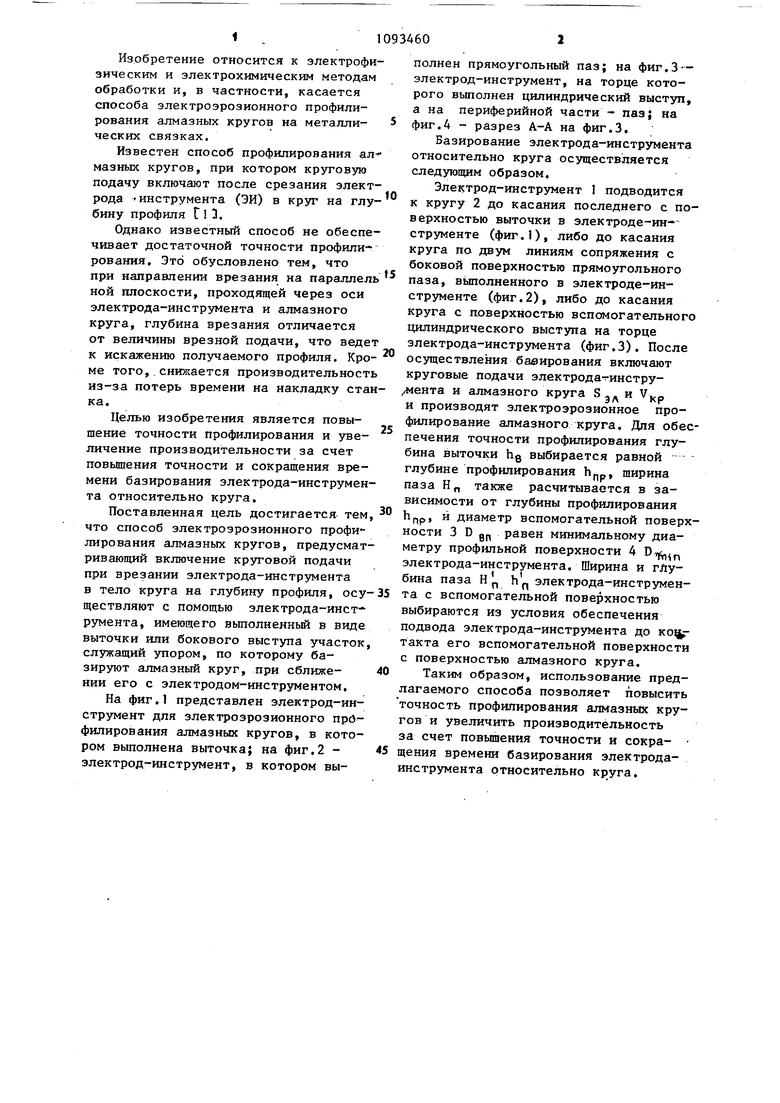
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2013 |
|
RU2553779C2 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| Способ электроэрозионного профилирования алмазных кругов | 1986 |
|
SU1342640A1 |
| Способ контактно-эрозионного профилирования алмазных кругов | 1990 |
|
SU1815039A1 |
| Способ электроэрозионного профили-РОВАНия АбРАзиВНыХ КРугОВ | 1979 |
|
SU795839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАЙИЯ АЛМАЗНЫХ КРУГОВ фасонным электродом-инструментом по которому электрод-инструмент и круг сближают на расстояние, равное глубине профиля, после чего включают круговую подачу, отличающийся тем, что, с целью повышения точности и производительности, процесс ведут электродом-инструментом, имеющим участок, заниженный относительно его наружной поверхности, служащий упором, по которому базируют круг при сближении его с электродом-инструментом.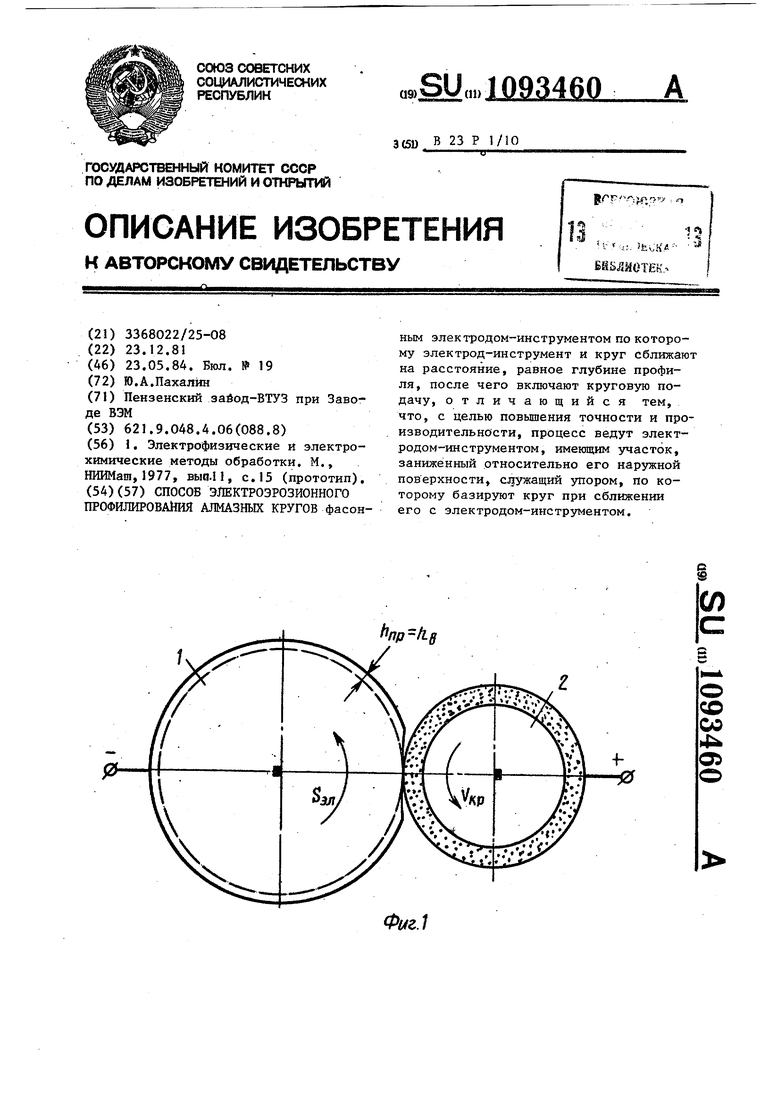
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрофизические и электрохимические методы обработки | |||
| М., НИИМаш,1977, выя | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
