Изобретение относится к электроэрозионной обработке, в частности к профилированию алмазных кругов на токопроводящих связках.
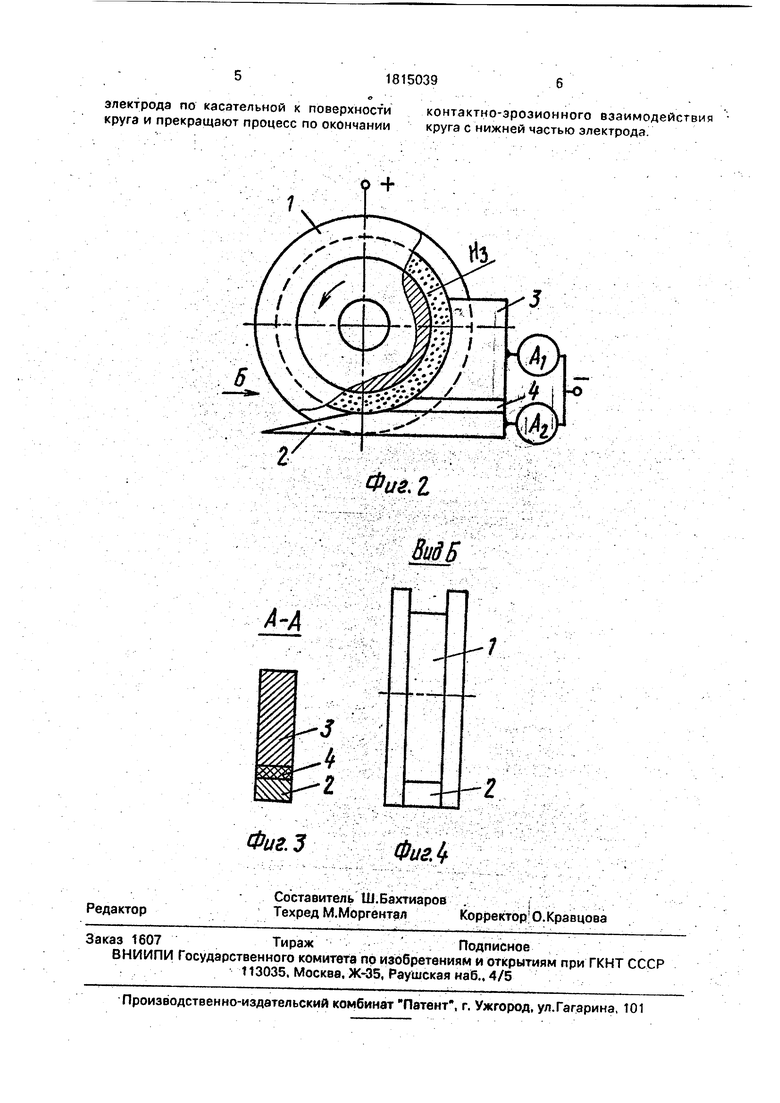
Цель изобретения - повышение точности профилирования кольцевых пазов прямоугольной формы. . ;..На фиг. 1 и 2 изображены схемы профилирования, отражающие соответственно начальный и конечный этапы обработки; на фиг. 3 - сечение А-А электрода-инструмента на фиг, 1 фиг. 4 - вид по стрелке Б на фиг.
2.: ......
Алмазный круг 1 профилируют электродом-инструментом, высота HI которого меньше диаметра D круга 1 и который состоит из расположенных последовательно в направлении вращения алмазного круга 1 нижней 2 и верхней 3 частей с прямоугольными поперечными сечениями, электрически изолированных прокладкой 4. С помощью амперметров AI и Ag осуществля-. ется контроль контактно-эрозионного процесса в зоне взаимодействия алмазного круга 1 соответственно с верхней 3 и нижней 2 частями электрода-инструмента, подключенными к отрицательному полюсу источника постоянного тока.
Высота Й2. нижней части 2 электрода- инструмента .выполнена равной требуемой высоте Нз профиля круга 1, а нижняя поверхность расположена по касательной к поверхности круга 1, Ширина электрода-инструмента по всей высоте HI имеет значение, равное требуемой ширине паза. Продольная подача задается параллельно нижней поверхности электрода-инструмента.Окйнчанисэ контактно-эрозионного взаимодействия алмазного круга 1 с .нижней частью 2 электрода-инструмента свидетельствует об образовании на круге 1 кольцевого паза с профилем, аналогичным профилю нижней части 2..Критерием оценки окончания указанного контактно-эрозионного вза- имодейств ия, Следовательно, и прекращения процесса профилирования является, например, отсутствие рабочего тока.в цепи амперметра А2. Дальнейшее профилирование недопустимо, так как приведет к искажению (увеличению высоты Нз) профиля круга 1.
Следует также отметить, что наряду с высокой точностью способ обеспечивает и высокую производительность профилирования благодаря превышению высоты Hi электрода-инструмента над требуемой высотой Нз профиля алмазного круга 1. При этом наличие верхней части 3 электрода-инструмента и возможность варьирования его
высотой позволяет управлять- производительностью.
Способ реализуют следующим образом. Устанавливают электрод-инструмент
заданной конструкции относительно алмазного круга из условия расположения его нижней поверхности по касательной к поверхности круга. Сообщают вращение алмазному кругу. Включают источник трка и
0 устанавливают выходное напряжение. Включают подачу СОЖ в зону обработки. Сообщают продольную подачу. Осуществляют контроль процесса. По окончании контактно-эрозионного взаимодействия круга с
5 нижней частью электрода-инструмента процесс профилирования прекращают.
Пример. Эффективность способа исследовали на модернизированном универсал ьно-заточном станке мод.ЗМб42Е,
0 оснащенном источником постоянного тока мощностью 1,5 кВт с регулируемым выходным напряжением в диапазоне 6-3.6 В. Профилировали алмазные круги типа 1А1 200x20x5x32 АС6 80/63 М1 100%; требова5 лось получить кольцевые пазы прямоуголь ной формы глубиной 3,5 мм. Электрод-инструмент состоял из двух частей, выполненных из стали 45 HRQ 58-61 и изолированных друг от друга текстолитовой
0 прокладкой толидинрй 3 мм. Высота нижней части составляла 3,5 мм, верхней части -30 мм. Электрические и механические-параметры имели следующие значения: выходное напряжение 22 В, максимальная сила
5 рабочего тока 25 А, частота вращения алмазного круга 2240 об/мин, скорость продольной подачи 1,2 мм/мин. В качестве СОЖ использовали 0,5 процентный раствор кальцинированной соды, который подавали в зо0 ну обработки поливом с расходом 2,5 л/мин. В результате были получены кольцевые пазы с профилем, аналогичным профилю .,, нижней части электрода-инструмента. Ф о р м у л а и з о б ре т е н и я
5 Способ контактно-эрозионного профилирования алмазных кругов на токопрово- дящей связке по схеме глубинного шлифования электродом-инструментом, высота которого меньше диаметра круга, со0 стоящимиз расположенных последовательно в направлении вращения алмазного круга нижней и верхней электрически изолированных частей с прямоугольными поперечными сечениями, о т л и ч з ю5 щ и и с я тем, что, с целью повышения точности профилирования кольцевых пазов прямоугольной формы, высоту нижней части электрода выполняют равной требуемой высоте профиля круга, в процессе профилирования располагают нижнюю поверхность
электрода по касательной к поверхности контактно-эрозионного взаимодействия круга и прекращают процесс по окончании круга с нижней частью электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| Способ контактно-эрозионного формирования поверхностей алмазных кругов | 1990 |
|
SU1812015A1 |
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| Способ эрозионной правки алмазных кругов | 1989 |
|
SU1662778A1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| Способ электроэрозионного профилирования алмазных кругов | 1981 |
|
SU1093460A1 |
| Способ определения электрического режима алмазной контактно-эрозионной обработки | 1984 |
|
SU1271690A1 |
Использование: профилирование прямоугольных кольцевых пазив в алмазных кругах на токопроводящих связках. Сущность изобретения: электрод-инструмент для профилирования состоит из нижней 2 и; верхней 3 частей прямоугольной формы электрически изолированных прокладкой 4. Высоту нижней 2 части электрода выполняют равнйй высоте Нз профиля круга 1. Ширина электрода по всей высоте равна ширине профилируемого паза. В процессе профилирования располагают нижнюю поверхность электрода по касательной к поверхности круга 1 задают вращение кругу и подачу электроду Процесс профилирования прекращают по окончании контактно-эрозионного взаимодействия круга с нижней частью электрода. Об окончании процесса можно судить,наприм,ер, по отсутствию рабочего тока в цепи амперметра AZ. 4 ил.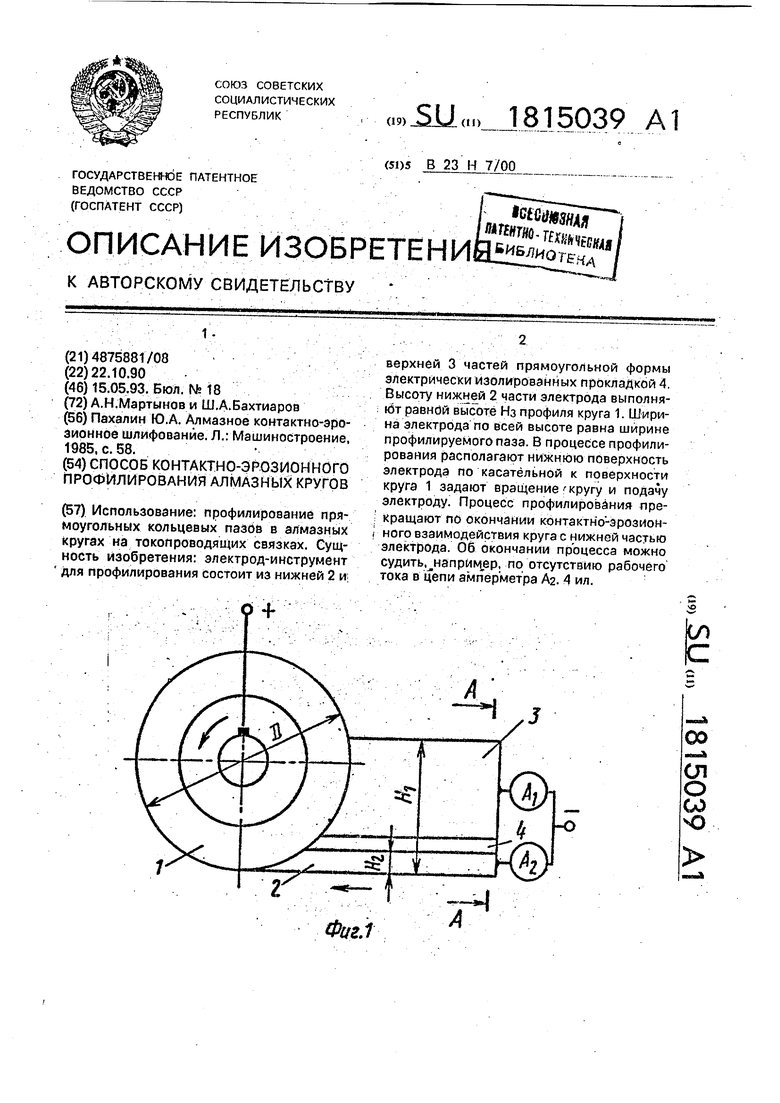
А-А
Ms
1
| Пахалин Ю.А | |||
| Алмазное контактно-эрозионное шлифование | |||
| Л.: Машиностроение, 1985, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
