11
Изобретение относится к области электроэрозионного профилирования алмазных кругов.
Цель изобретения - повышение точности процесса профипирования кругов оставленная цель достигается путем автоматизации выставления первоначального межэлектродного зазора.
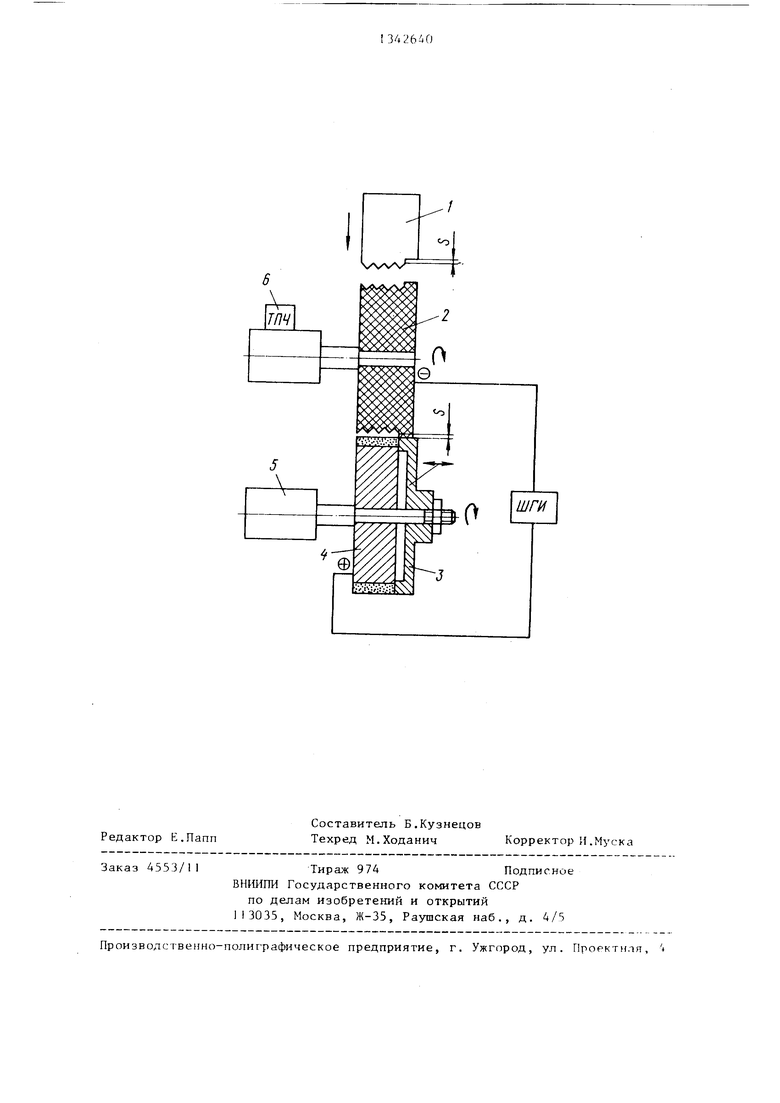
На чертеже изображено устройство, реализующее способ.
Устройство содержит мастер-резец 1, имеющий поверхность, заниженную относительно вершин зубцов на величину межэлектродного зазора S, элек- трод-инструмент 2, кольцо-шаблон 3 с возможностью перемещения по валу привода вращения алмазного круга А. Импульсное напряжение на электрод- инструмент 2 и алмазный круг 4 пода- ется от генератора ШГИ. Привод 5 вращения алмазного круга выполнен регулируемым гидравлически, а электропривод вращения электрода-инструмент снабжен тиристорным преобразователем 6 частоты.
ycTpovicTBO работает следующим образом.
До начала профилирования алмазного круга 4 на электрод-инструмент 2 наносится профиль, обратный тому, который необходимо получить на алмазно круге. Поскольку мастер-резец 1 снабжен базовой поверхностью, заниженной относительно профиля на величину, равную межэлектродному зазору S, то в результате правки электрод-инструмент приобретает базовую поверхность завышенную относительно выступов профиля на величину межэлектродного за- зора, т.е. обратную базовой поверхности мастера-резца.
Спрофилированный электрод-инструмент подается на сближение с алмазным кругом, на валу привода которого установлено опорное кольцо-шаблон 3, диаметр которого равен диаметру алмазного круга. При сближении электрода инструмента с алмазным кругом базовая поверхность электрода-инст- румента опирается на кольцо-шаблон, в результате чего между электродом- инструментом и алмазным кругом автоматически выставляется межэлектродный зазор. После этого съемное коль- цо-шаблон выводится из соприкосновения с базовой поверхностью электрода инструмента, в межэлектродный зазор подается напряжение (отрицательный
402
ГЮЛК1С подключен к - лектрод-инстру- менту, а положительный - к алмазному кругу).
С помощью регулируемого гидропривода и тиристорного преобразователя 6 частоты уравниваются окружные скорости алмазного круг-а и электрода- инструмента, что способствует более полному использованию мощности разряда.
Пример. Профилирование алмазного многониточного круга р 150 мм и шириной алмазоносного слоя 30 мм.
Изготавливается твердосплавный мастер-резец, базовая поверхность которого занижена относительно яыс- тупов профиля на 150 мкм - величину межэлектродного зазора, которая вы бирается в гтвисимости от диаметра круга и зерю1стости алмазов. С помощью мастера-резца профилируется электрод-инструмент, представляющий собой графитовый ролик 0 100 мм, точность профиля которого контролируется оптическим прибором. В качестве источника электрических импульсов используется генератор 111ГИ-63-440 со ступенчатым диапазоном частот 1- 440 кГц; скорости вращения электрода-инструмента и алмазного круга равны и составляют 11 м/с.
Формула изобретения
Способ электроэрозионного профилирования алмазных кругов, при котором мастером-резцом наносят профиль на электрод-инструмент, последний устанавливают с заданным зазором от профилируемой поверхности круга и приводят во вращение электрод-инструмент и круг, отличающийся тем, что, с целью повьщ1ения точности профилирования за счет автоматической выставки заданного зазора, берут мастер-резец, на котором выполнена базовая поверхность, заниженная относительно выступств профиля на заданную величину зазора, выполняют с помощью этой базовой порерхности на электроде-инструменте установочную поверхность, а на вал круга устанавливают съемное кольцо-щаблон диаметром, равным диаметру круга, и предназначенное для В лаимодействия с установочной поверхностью электрода- инструмента .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионного профилирования алмазно-абразивных кругов | 1980 |
|
SU889367A1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| Способ изготовления электрода-инструмента | 1982 |
|
SU1351731A2 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| Способ электроэрозионного профилирования алмазных кругов | 1981 |
|
SU1093460A1 |
| Станок для электроабразивной правки алмазных кругов | 1988 |
|
SU1526937A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2013 |
|
RU2553779C2 |
Изобретение относится к способам электроэрозионного профилирования алмазных кругов. Целью изобретения является повышение точности процесса профилирования кругов за счет автоматической выставки заданного зазора между электродом-инструментом и кругом. При профилировании установленных на валу алмазных кругов вращающимся профильным электродом-инструментом на вал круга устанавливают опорное кольцо-шаблон диаметром, равным диаметру круга, а на мастере- резце выполняют базовую поверхность, заниженную относительно выступов профиля круга на величину межэлектродного зазора. В контакт приводят полученную на электроде-инструменте выступающую установочную поверхность и кольцо-шаблон. I ил. оо 4 1ч5 О5 4 О
Редактор Е.Папп
Составитель Б.Кузнецов Техред М.Ходанич
Заказ 4553/11Тираж 974Подписное
ВНИИГТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектнля,
Корректор Я.Муска
| Способ электроискровой правки алмазного круга | 1972 |
|
SU621522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
