ф
т
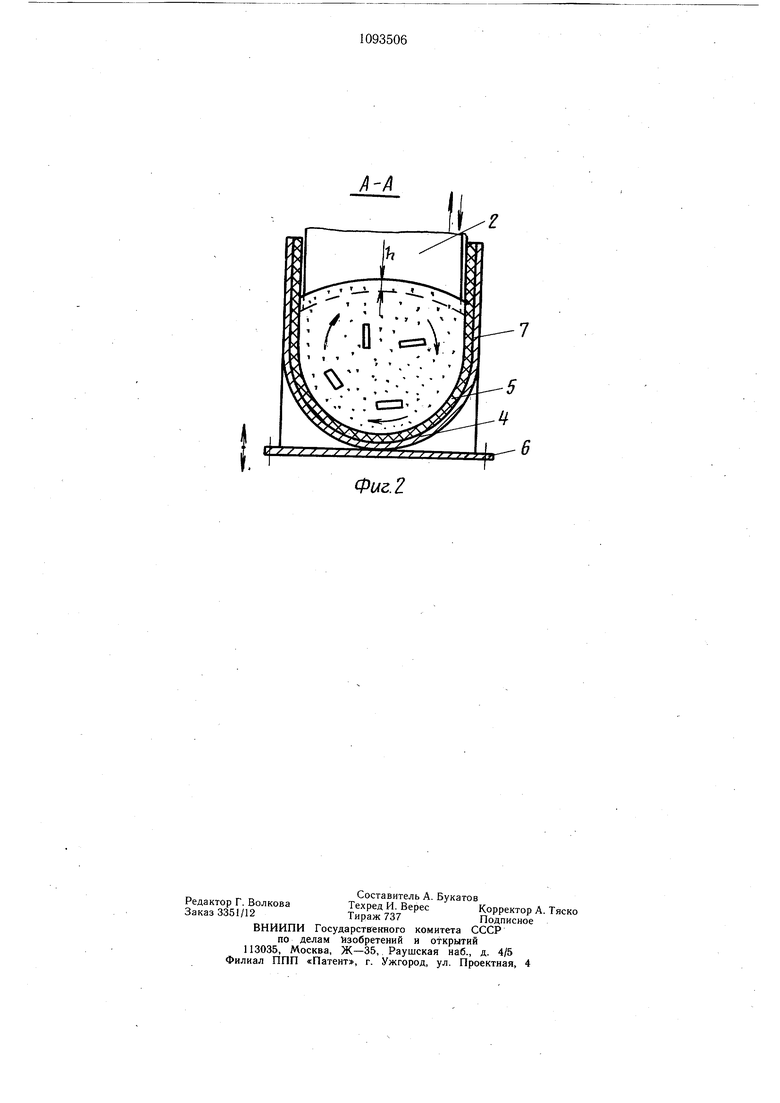
Фиг.1 Изобретение относится к отделке поверхности свободным абразивом в вибрирующих контейнерах. Известен способ вибрационной обработки деталей, по которому в U-образный контейнер загружают рабочую среду и детали, сообщают контейнеру колебательные перемещения и вводят в его рабочую полость параллельно торцовым стенкам вертикально расположенные перегородки (1. Недостатком известного способа является неравномерность обработки плоских деталей в присутствии жидкости за счет отсутствия условий, исключающих их налипание на торцовые стенки контейнера. Цель изобретения -обеспечение равномерной обработки плоских деталей в присутствии жидкости. Поставленная цель достигается тем, что согласно способу вибрационной обработки деталей, по которому в U-образный контейнер загружают рабочую среду и детали, сообщают контейнеру колебательные перемещения и вводят в его рабочую полость параллельно торцовым стенкам вертикально расположенные перегородки, контейнер предварительно заполняют рабочей средой, затем сообщают ему колебания, после чего вводят в нижнюю часть контейнера две перегородки с зазором а по отношению к его торцам, затем загружают в полость между перегородками обрабатываемые детали, после чего перегородки поднимают до заглубления их в рабочей среде на глубину h, при этом перегородки выполнены сплощными с вырезом в нижней части, соответствующей форме траектории колебательного перемещения рабочей среды, а величины а и h выбирают из следующих выражений , 1-5; LITMIX ,5-10, L mm где 1т« максимальный размер гранул рабочей среды; Lmin -минимальный размер гранул рабочей среды. На фиг. 1 показан коатейнер, продольньш разрез; на фиг. 2 - сечение А-А на фиг. 1. Для осуществления способа в контейнер (фиг. 1), установленный на вибростанке, загружают рабочую среду, подают вибрацию и производят обкатку до усреднения ее состава по всей загрузке. Затем параллельно торцовой стенке 1 контейнера с зазором а вводят перегородки 2, заглубляя их в циркулирующую рабочую среду. Обрабатываемые детали загружаются в рабочий зазор 3, образованный перегородками 2, а затем перегородки выводят до положения заглубления их в верхний слой Ь (фиг. 2) и фиксируют в данном положении. Обработка деталей осуществляется в режиме, необходимом для получения заданной щероховатости обработанной поверхности деталей. После окончания цикла обработки пластины полностью выводят из рабочей среды и осуществляют выгрузку обработанных деталей. При обработке больщих деталей загрузка их осуществляется после заглубления на необходимую величину Vi дополнительных пластин. При обработке деталей по данному способу скорость движения рабочей среды в области, прилегающей к торцовой стенке, ограниченной зазором а, ниже, чем в рабо: чем зазоре между пластинами, а плотность рабочей среды выше, что препятствует проникновению обрабатываемых деталей к торцовым стенкам контейнера. Гранулы рабочей среды могут быть любой удобной для обработки деталей формы. Небольшая разница в скоростях движения рабочей среды в прилегающих к торцовой стенке контейнера слоях и внутри рабочего зазора также способствует равномерности обработки деталей. Кроме того, перегородки, заглубленные в рабочую среду на глубину Ь, препятствуют перемещению деталей вдоль боковой стенки, которое значительно . проявляется в верхних слоях рабочей среды при несоосной установке контейнера на вибростанке. Установка в рабочем зазоре дополнительных перегородок при обработке, например, больщих деталей, препятствует их перемещению вдоль рабочей камеры и соударению в процессе обработки, что также приводит к увеличению равномерности обработки поверхности данных деталей. Величина зазора а между перегородками и торцовыми стенками, находится в пределах, определяемых соотношением 1Ьтах й 5Ln.,4 . где Lmait-максимальный размер гранулы рабочей среды. Уменьшение зазора а ниже предельного приводит к образованию неподвижного слоя гранул на тбрцовой стенке контейнера, что приводит к уменьшению эффективности способа обработки, а увеличение выше предельного приводит к сокращениюполезного объема контейнера. Величина заглубления 1i пластин в циркулирующую рабочую среду находится в пределах 0,5Lmi« h 10Lnun, где1т1«минимальный размер гранулы рабочей среды. Уменьшение заглубления 1l меньше предельного снижает эффективность способа, так как возможен переход деталей в зазор а, а также не достигается необходимая разность скоростей движения рабочей среды в зазоре а и рабочем зазоре. Превышение предела заглубления приводит к искажению характера циркуляции рабочей среды в рабочем зазоре, снижению качества обработанной поверхности деталей.
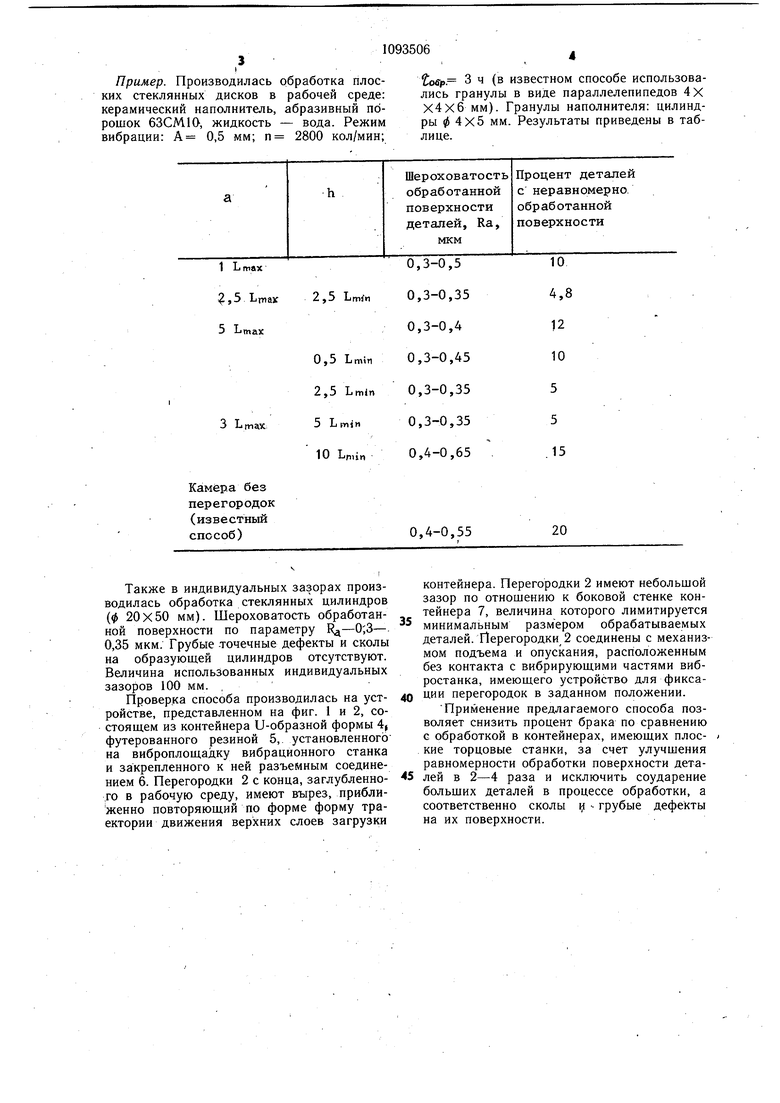
Пример. Производилась обработка плоских стеклянных дисков в рабочей среде: керамический наполнитель, абразивный порошок 63СМ10, жидкость - вода. Режим вибрации: А 0,5 мм; п 2800 кол/мин;
to6p. 3 ч (в известном способе использовались гранулы в виде параллелепипедов 4Х Х4Х6 мм). Гранулы наполнителя: цилиндры 4X5 мм. Результаты приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРАЦИОННЫЙ СТАНОК | 1991 |
|
RU2009856C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2020 |
|
RU2748450C1 |
| Устройство для вибрационной обработки | 1984 |
|
SU1178571A1 |
| ВИБРАЦИОННЫЙ СТАНОК | 1991 |
|
RU2009844C1 |
| Способ вибрационной обработки | 1981 |
|
SU984832A1 |
| ВИБРАЦИОННЫЙ СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2540055C2 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| Вибрационный станок | 1991 |
|
SU1821337A1 |
| Вибрационная установка | 1980 |
|
SU918054A1 |
| Способ вибрационной обработки длинномерных деталей | 1979 |
|
SU918050A1 |
СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ, по которому в и-образный контейнер загружают рабочую среду и детали, сообщают контейнеру колебательные перемещения и вводят в его рабочую полость параллельно торцовым стенкам вертикально расположенные перегородки, отличающийся тем, что, с целью обеспечения равномерной обработки плоских деталей в присутствии жидкости, контейнер предварительно заполняют рабочей средой, затем сообщают ему колебания, после чего вводят в нижнюю часть контейнера две перегородки с зазором а по отнощению к его торцам, затем загружают в полость между перегородками обрабатываемые детали, после чего перегородки поднимают до заглубления их в ра бочей среде на глубину h, при этом перегород ки выполнейы сплощными с вырезом в нижней части, соответствующей форме траектории колебательного перемещения рабочей среды, а величины а и h выбирают из следую щих выражений , 1-5; , rtlSBc. 1 яГО5-10где L. т.-максимальный размер гранул рабо- Q чей среды;8 Lтип-минимальный размер гранул рабо(Л чей среды. It а со со ел о 05
Также в индивидуальных зазорах производилась обработка стеклянных цилиндров (ф 20x50 мм). Шероховатость обработанной поверхности по параметру 1 -0;3-. 0,35 мкм. Грубые -точечные дефекты и сколы на образующей цилиндров отсутствуют. Величина использованных индивидуальных зазоров 100 мм.
Проверка способа производилась на устройстве, представленном на фиг. 1 и 2, состоящем из контейнера U-образной формы 4, футерованного резиной 5,. установленного на виброплощадку вибрационного станка и закрепленного к ней разъемным соединением 6. Перегородки 2 с конца, заглубленно,го в рабочую среду, имеют вырез, приближенно повторяющий по форме форму траектории движения верхних слоев загрузки
контейнера. Перегородки 2 имеют небольщой зазор по отнощению к боковой стенке контейнера 7, величина которого лимитируется
5 минимальным размером обрабатываемых деталей. Перегородки 2 соединены с механизмом подъема и опускания, расг1оложенным без контакта с вибрирующими частями вибростанка, имеющего устройство для фиксации перегородок в заданном положении.
0
Применение предлагаемого способа позволяет снизить процент брака по сравнению с обработкой в контейнерах, имеющих плоские торцовые станки, за счет улучшения равномерности обработки поверхности дета5 лей в 2-4 раза и исключить соударение больших деталей в процессе обработки, а соответственно сколы t} грубые дефекты на их поверхности.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 0 |
|
SU253615A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
