Изобретение относится к вибрационной обработке и может быть использовано в машиностроении для отделочно-упрочняющей обработки деталей.
Цель изобретения - повышение производительности обработки за счет сообщения дополнительного импульсного воздействия на рабочую среду.
На чертеже схематически показано предлагаемое устройство.
Устройство содержит приводимый в колебательное движение от виброплатформы 1 контейнер 2с гранулированной рабочей средой 3, в центральной части полости которого посредством крепежного элемента 4 закреплена обрабатываемая деталь 5, например шестерня. Контейнер 2 связан с приводом 6 его поворота вокруг горизонтальной оси. В полость контейнера 2 помешены два вкладыша 7 и 8 с возможностью осевого перемещения под действием силы тяжести. Между вкладышами 7 и 8 заключены обрабатываемая деталь о и рабочая среда. 3. Максимальный суммарный зазор А между вкладышами 7 и 8 и близлежащими к ним торцовыми стенками 9 и 10 контейнера 2 превышает величину вертикальной составляющей размаха колебаний контейнера, что обеспечивается соответствуюшей степенью заполнения контейнера рабочей средой 3. Из чертежа видно, что в ста тике величина Д равна зазору между верхним вкладышем 8 и торцовой стенкой 10. Доступ в полость контейнера 2 обеспечен тем, что его торцовые стенки 9 и 10 выполнены съемными.
Перед обработкой снимают нижнюю торцовую стенку 9 контейнера и помещают в его полость вкладыш 7, после чего вновь закрепляют стенку 9. Посредством крепежного элемента 4 в центральной части полости контейнера закрепляют обрабатываемую деталь 5. После этого в контейнер загружают рабочую среду 3, а затем в него помещают вкладыш 8, заключая, при этом, между вкладышами 7 и 8 (в осевом направлении) деталь 5 и рабочую среду 3. Количество рабочей среды определяют из условия образования между вкладь ц1ами 7 и 8 и близлежащими к ним торцовыми стенками 9 и 10 максимального суммарного зазора Д, превыщающего величину вертикальной составляющей
размаха рабочих колебаний контейнера. Кроме того, количество рабочей среды берут таким, чтобы исключить соударение вкладыщей с обрабатываемой деталью и крепежным элементом в процессе обработки. После установки вкладыша 8 и закрепления торцовой стенки 10 включают привод виброплатформы 1 и осуществляют обработку детали 5. При обработке виброллатформа 1 сообщает колебания контейнеру 2, при этом от привода 6 периодически, например, через каждые 5-10 мин в течение всего цикла обработки производят поворот контейнера на 180° вокруг горизонтальной оси, что обеспечивает равномерность обработки деталей. Во время каждого полупериода цикла обработки выщерасположенный вкладыш за счет возможности его осевого перемещения под действием силы тяжести, а также за счет собственной силы инерции оказывает импульсное воздействие на рабочую среду, производя ее уплотнение и повышая тем самым величину контактных сил взаимодействия гранул рабочей среды и обрабатываемых поверхностей детали. За счет того, что рабочая среда заключена между двумя вкладышами, а находящаяся в ней обрабатываемая деталь жестко присоединена к контейнеру, повышается относительная скорость противофазного перемещения гранул уплотнения рабочей среды и обрабатываемых поверхностей деталей, что обеспечивает повышение производительности обработки. В результате того, что максимальный суммарный зазор между вкладышами и близлежащими к ним торцовыми стенками контейнера превыщает величину вертикальной составляющей размаха рабочих колебаний контейнера, обеспечивается максимальный эффект от повышения относительной скорости взаимодействия рабочей среды и обрабатываемой детали. Несоблюдение этого условия снижает пpoизвoдитev ьность обработки из-за того, что рабочая среда в течение всего или части каждого полупериода рабочих колебаний за счет взаи.модействия верхнего вкладыща с верхней торцовой стенкой контейнера перемещается в фазе с контейнером и, соответственно, с обрабатываемой деталью, а это снижает скорость относительного пере.мещения рабочей среды и детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки деталей | 1982 |
|
SU1076264A1 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| Устройство для вибрационной обработки деталей | 1985 |
|
SU1298052A1 |
| Устройство для виброобработки деталей | 1987 |
|
SU1556882A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Вибрационный станок | 1990 |
|
SU1818201A1 |
| Вибрационный станок | 1990 |
|
SU1815177A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2020 |
|
RU2748450C1 |
| Устройство для вибрационной обработки | 1984 |
|
SU1215957A1 |
| ВИБРАЦИОННЫЙ СТАНОК | 1991 |
|
RU2008174C1 |
УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБР АБОТКИ гранулированной рабочей средой, содержащее упруго установленный на основании контейнер с приводом его вращения и вибровозбудитель, при этом внутри контейнера, торцовые стенки которого выполнены съемными, смонтировано приспособление, предназначенное для установки обрабатываемых деталей, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено двумя вкладыщами, размещенными в полости контейнера у его торцовых стенок с возможностью осевого перемещения. (Л 00 СП 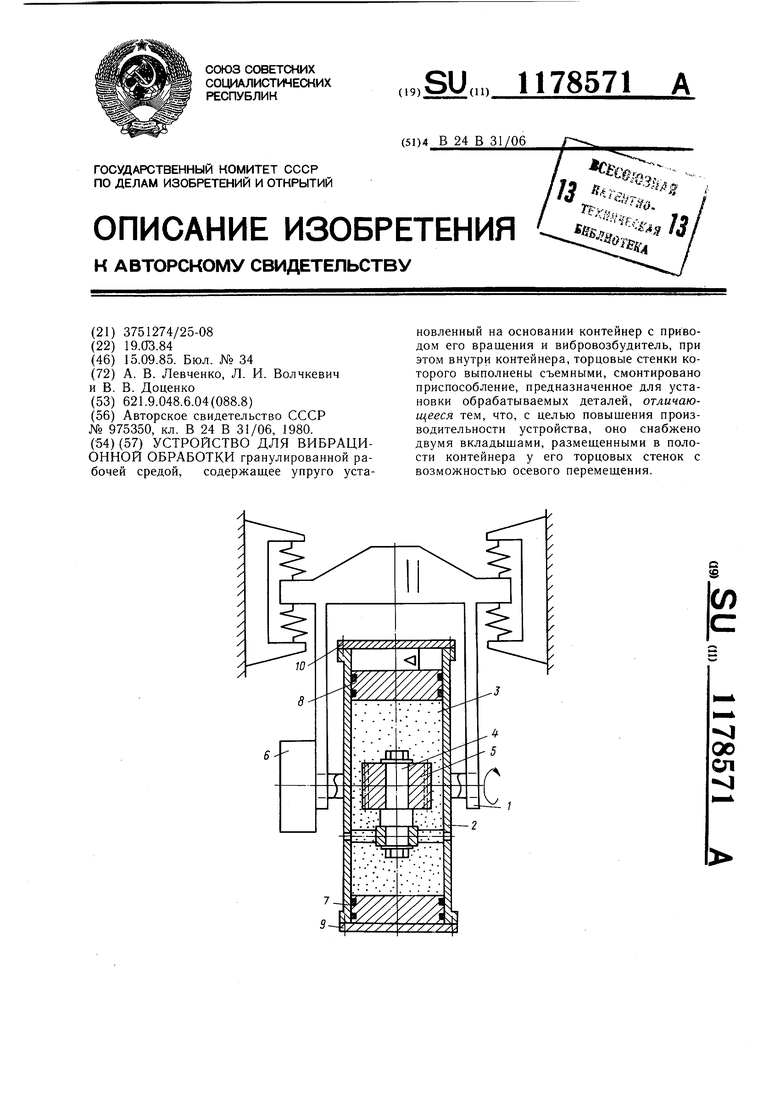
| Способ вибрационной обработки детали | 1980 |
|
SU975350A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
