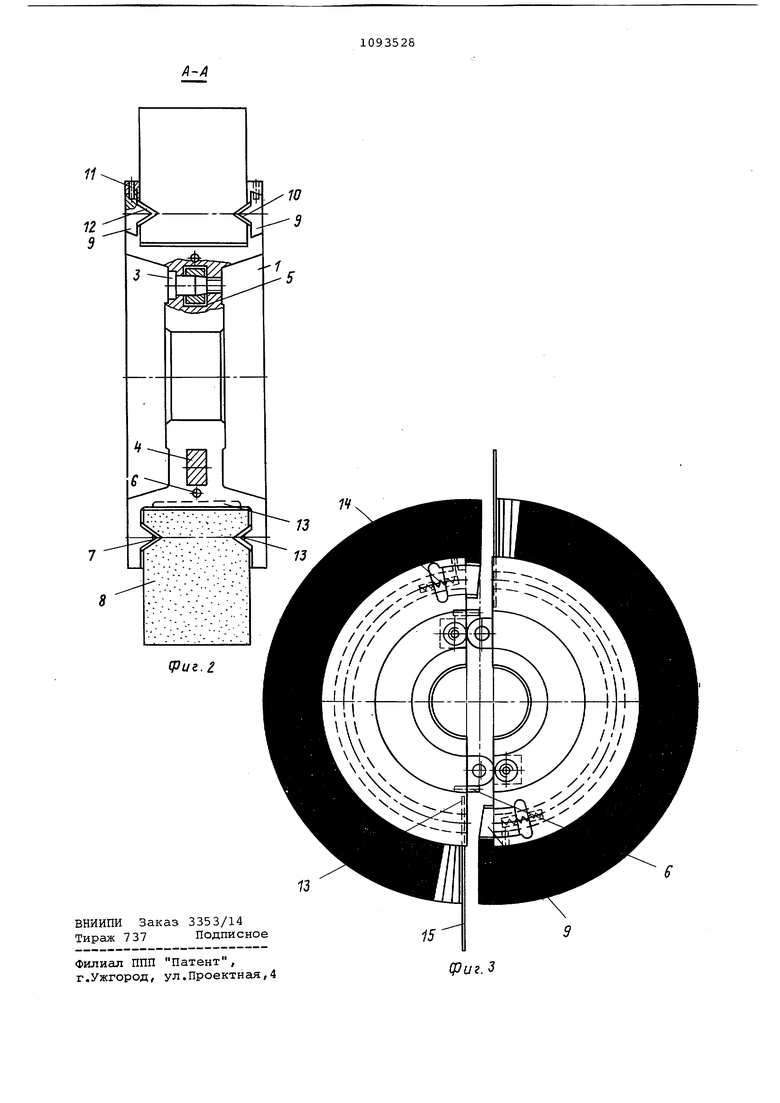
Изобретение относится к изготовлепню абразивно-алмазного инструмента. Известен абразивный полировальны ;руг, выполненный из двух полуколец с установленными на них абразивными полотнами 1. Недостатком этого круга является низкая плотность набивки лепестков полировального круга в результате имеюь;ихся интервалов между абразивными полотнами в стыках крепления полуколец. Цель изобретения - повьпиение дол говечности круга путем увеличения плотности набивки его лепестками. Поставленная цель достигается тем, что в лепестковом полировально круге, содержащем ступицу, выполнен ную из двух половин, плоскость разъ ема которой проходит через ось вращения, и снабженную кольцевыми торцовыми выступами фланцев, расположенными с возможностью взаимодействия с впадинами лепесткор, каждая из половин у плоскости разъема снаб жена подпружиненными сегментами с внутренним профилем, аналогичным профилю кольцевых торцовых выступов фланцев. На фиг. 1 показан круг, общий вид; па фиг. 2 - разрез А-А на фиг. на фиг. 3 - круг в процессе сборки лепестков. Абразивный полировальный круг состоит из двух половин 1 и 2 (фиг и 2) с установленными на них абразивными полотнами. Плоскость разъем ступицы проходит через ось вращения круга. При соединении половин ступи крепление производится при помощи БИНТОВ 3. Каждая из половин ступиf-iu снаблсена выступом 4 и впадиной 5 Центрирование половин ступицы ос ществляется штифтами 6. Фланцы ступицы имеют с внутренней стороны фиг нке ;- ольцевые выступы 7, входящие в аналогичные углубления на лепестках 8 , Каждая половина ступицы в плоскости разъема снабжена подпружи ненными сегментами 9, установленными в пазах ступицы. Фланцы Канадой половины ступицы и подпружиненные сегменты с внутренней стороны имеют фигурные кольцевые выступы 7 и 10. В разомкнутом состоянии ступицы сегменты 9 находятся в выдвинутом положении. Выступ 10 подпружиненных сегментов аналогичен профилю внутренних поверхностей фланцев и является их продолжением. От выпадения из половин сегменты предохранены штифтами 11. На торцах подпружиненных сегментов 9 имеются заходные фаски 12. На противоположной стороне, в непосредственной близости от плоскости разъема в каждой половине ступицы прорезан радиальный паз 13, шириной несколько превышающей расстояние между кольцевыми выступами 7 и 10, Для набивки абразивных лепестков круга (фиг.З) половины ступицы должны быть раскреплены и отодвинуты на некоторое расстояние. Сегменты 9 под действием пружин 14 накодятся в выдвинутом положении. В радиальные пазы 13 вставлены шторки 15. В этом положении производят сборку лепестков каждой половины ступицы. Абразивные лепестки вводят в зазоры между торцами сегментов 9 и плоскостью разъема соседней половины ступицы, ориентируя вначале по выдвинутым сегментам 9, перемещают до шторки 15. Набивают полностью обе половины ступицы, последние (избыточные) лепестки устанавливают на консольные выступающие сегменты 9, Затем сближают обе половины ступицы до соприкосновения торцов двух половин. Шторки 15 убирают. Сегменты 9 вместе с лепестками (избыточными) перемещаются внутрь половин ступицы. В момент соприкосновения половин 1 и 2 ступицы производят крепление их винтами 3. Половины ступицы в скрепленном состоянии образуют правильную окружность. Предлагаемая конструкция лепесткового полировального круга позволяет значительно повысить плотность набивки абразивных полировальных лепестков, соответственно увеличивается работоспособность круга.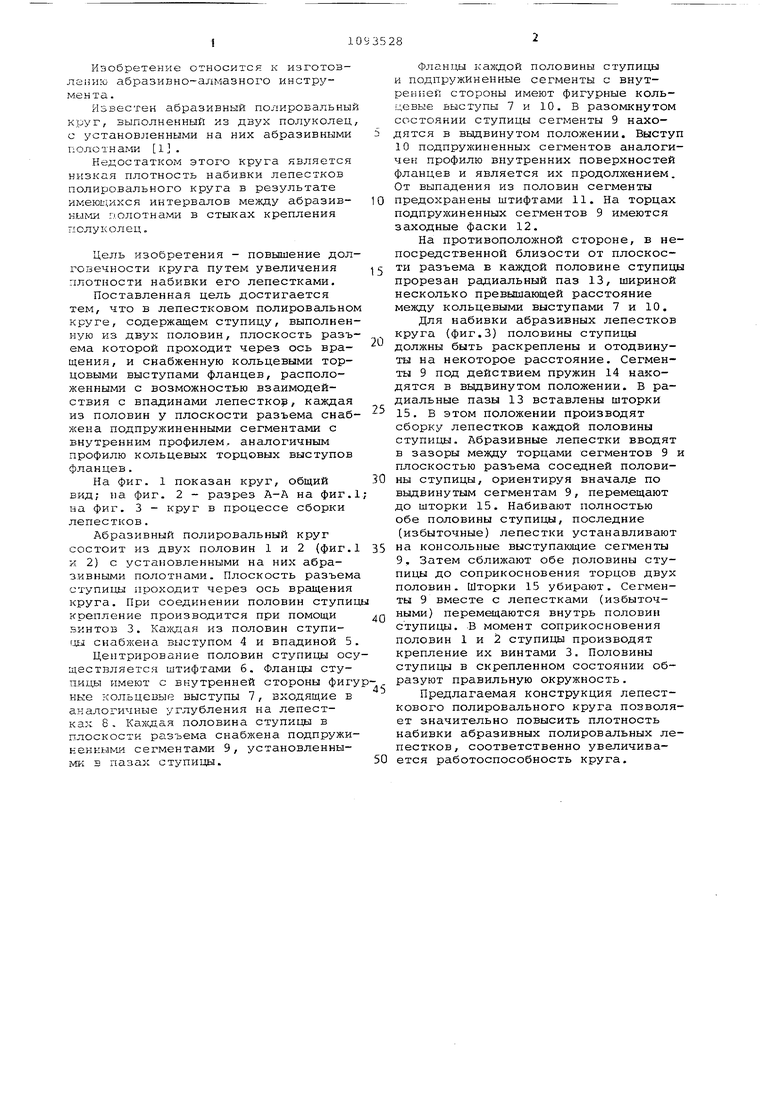
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый абразивный круг | 1985 |
|
SU1399104A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1992 |
|
RU2071410C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| Лепестковый полировальный круг | 1988 |
|
SU1553369A1 |
| Устройство для сборки лепестковых полировальных кругов | 1988 |
|
SU1556888A1 |
| Шлифовально-полировальный круг | 1980 |
|
SU929424A2 |
| Лепестковый полировальный круг | 1981 |
|
SU965751A1 |
| Лепестковый шлифовальный круг | 1982 |
|
SU1109307A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ, содержащий ступицу, выполненн из двух половин, плоскость разъема которой проходит через ось вращения и снабженную кольцевыми торцовыми выступами фланцев, расположенными с возможностью взаимодействия с впадинами лепестков, о т л и ч а ющ и и с я тем, что, с целью повышения долговечности круга путем увеличения плотности набивки его лепестками, каждая из иоловин у плоскости разъема снабжена подпружиненными сегментами с внутренним профилем, аналогичным профилю кольцевых торцовых выступов фланцев.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивный полировальный круг | 1979 |
|
SU921836A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
