устаиовле1 1-1 на ступипс с возможностью контакта ныстугюв 5 по косой стороне трапеций, при этом между другими сторонами транений образуются прямоугольные гнезда В гнездах размещены
пакеты лепестков 2, Для повышения на- дежно.сти крепления лепестков на поверхностях выступов 5, предназначенных гитя контакта с лепестками,выполнены насечкио 1 ЗоП. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый абразивный круг | 1989 |
|
SU1620282A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Лепестковый абразивный круг | 1988 |
|
SU1673423A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1511099A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый абразивный круг | 1986 |
|
SU1421509A1 |
| Лепестковый полировальный круг | 1983 |
|
SU1093528A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
Изобретение относится к механообработке и касается режущего инструмента , в частности, конструкций лепестковых кругов. Цель изобретения - упрощение сборки круга. Фланцы 3 и 4 круга выполнены с выступами 5 в виде прямоугольных трапеций. Фланцы установлены на ступице с возможностью контакта выступов 5 по косой стороне трапеций, при этом между другими сторонами трапеций образуются прямоугольные гнезда. В гнездах размещены пакеты лепестков 2. Для повышения надежности крепления лепестков на поверхностях выступов 5, предназначенных для контакта с лепестками, выполнены насечки. 1 з.п. ф-лы, 3 ил.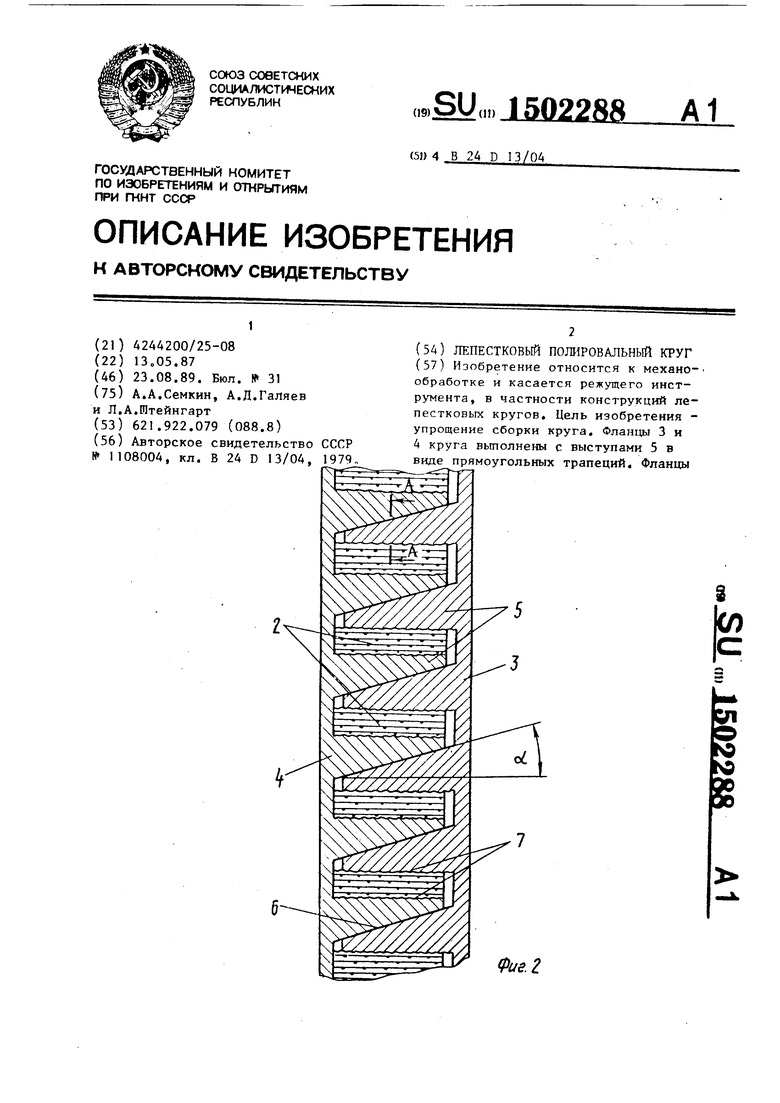
Изобретение относится к механообработке и касается режущего инструмента, в частности конструкций лепестковых кругов,
Цель изобретения - упрощение сборки круга, а также замена изногаенных лепестков на новые.
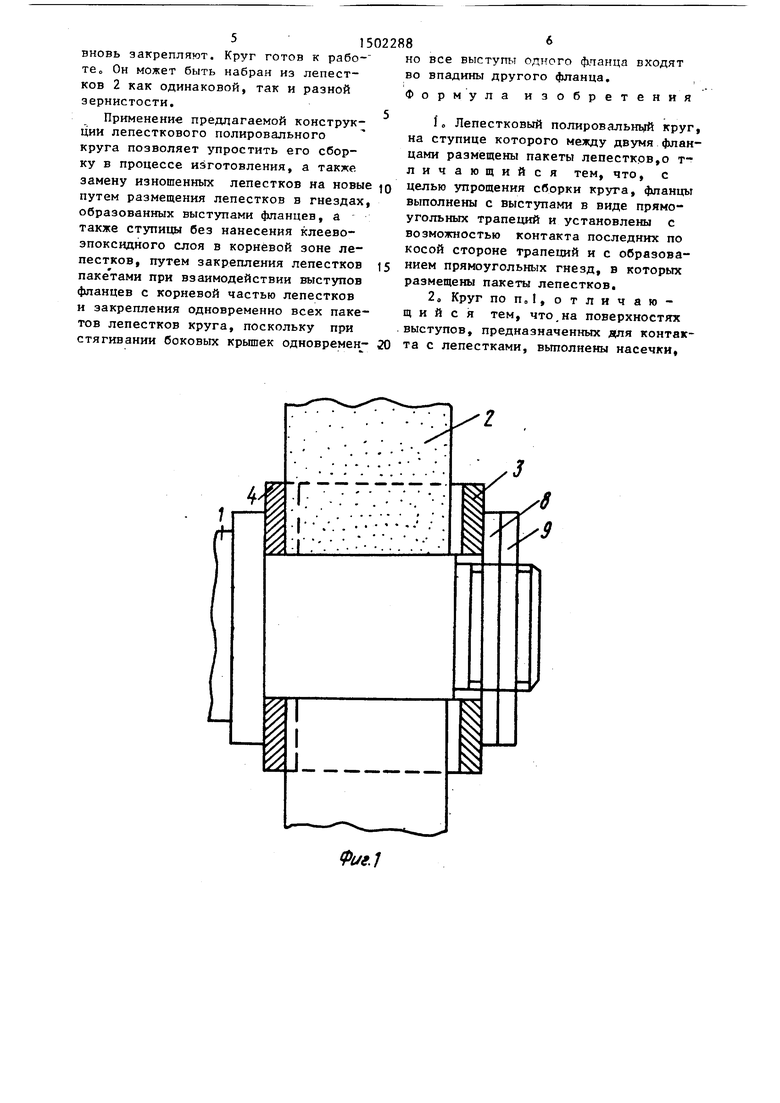
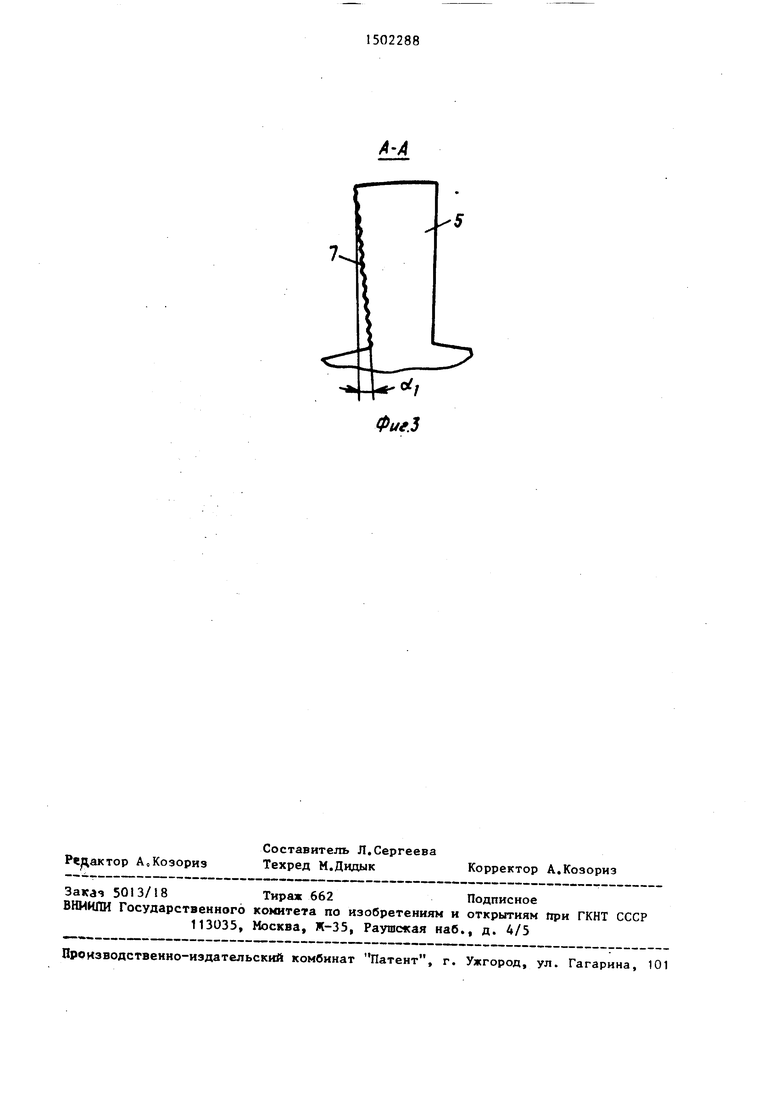
На фнг,1 показан лепестковый по- лировальнь й круг, осевой разрез; на фиг с 2 - развертка круга; на фиг,3 - разрез А-Л на фиг„2,
Лепестковый полировальный крут содержит ступицу 1, на которой размещены лепестки 2 абразивной шкурки между двумя фланцами 3 и 4, вьшолнен ными с выступами 5 в виде прямоугольных трапеций. Выступы 5 фланца 3 взаимодействуют с выступами фланца А по косым сторонам 6 трапеций и об- разуют прямоугольные гнезда, в которых размещены пакеты лепестков 2,
На поверхностях выступов 5, обращенных к абразивным лепесткам 2,выполнены насечки 7 о Абразивные лепест ки 2 скреплены со ступицей 1 и фланцами 3 и А при помощи гайки 8 и контргайки 9,
Изготовление и сборку лепесткового полировального круга осуществля- ют следующим образом.
Изготавливают фланцы 3 и 4 и ступицу 1, например, обработкой на ме- талЛорежущих станках. Абразивное полотно нарезают на полосы шириной,рав ной длине лепестка 2, например, на роликовых ножницах, затем изготавливают лепестки 2 шириной, равной глубине прямоугольного гнезда или меньше на 1-2 мм, вырубкой на штампе.На поверхностях выступов 5, предназначенных для контакта с абразивными лепестками 2, наносят насечки 7,например, методом накатки специальным роликом. Косые стороны 6 выступов 5 выполняют под углом oL 7-15°. При угле о1 менее 7 затрудняется взаимное перемещение косых сторон 6 ввиду увеличения трения, а также увеличивается величина их взаимного ремещения до полного закрепления лепестков 2, При угле об 15° уменьшается полезная площадь периферии ступицы 1 для размещения лепестков 2 Размеры выступов 5 могут быть как одинаковыми, так и разными (а углово расположение выступов 5 фланцев 3 должно совпадать). Поверхность выступов 5, обращенная к абразивным лепесткам 2, может быть выполнена под углом оС, (фиг.З), равным 2-3 с целью повышения надежности закрепления лепестков 2 на ступице 1„
Сборка круга может быть выполнена, например, таким образом.
Берут шаблон, имеющий внутреннюю полость диаметром, равным наружному диаметру круга, и центральное отверстие, равное диаметру ступицы 1, и устанавливают S центральное отверстие шаблона ступицу 1, на которую надевают фланец 4. Во впадины между выступами 5 устанавливают пакеты лепестков 2, при зтом направление абразива лепестков 2 осуществляют в сторону вращения круга, а пакеты лепестков 2 располагают таким образом, чтобы абразивная поверхность лепестков 2 соприкасалась с насечками 7, выполненными на стенке выступа 5. На ступицу 1 надевают фланец 3, при этом косые -поверхности выступов 5 фланца 3 взаимодействуют с косыми поверхностями 6 выступов 5 фланца 4, и пакет лепестков 2 оказывается расположенным в прямоугольных гнездах мелоду выступами 5 фланцев 3 и f,затем на ступицу 1 навертывают гайку 8 и контргайку 9. Собранный круг вынимают из шаблона, и он готов к работе. При работе круг вращают, а обрабатываемую деталь вводят в соприкосновение с абразивной поверхностью лепестков 2. По мере износа лепестков 2 открепляют контргайку 9, гайку В,снимают фланец 3 и удаляют изношенные лепестки 2, заменяют их и
вновь закрепляют. Круг готов к рабо- те Он может быть набран из лепестков 2 как одинаковой, так и разной зернистости.
Применение предлагаемой конструкции лепесткового полировального круга позволяет упростить его сборку в процессе изготовления, а также замену изношенньгх лепестков на новые путем размещения лепестков в гнездах, образованных выступами фланцев, а также ступицы без нанесения клеево- эпоксидного слоя в корневой зоне лепестков, путем закрепления лепестков паке тами при взаимодействии выступов фланцев с корневой частью лепестков и закрепления одновременно всех пакетов лепестков круга, поскольку при стягивании боковых крышек одновремен-
но все выступы одного фланца входят во впадины другого фланца. Формула изобретения
fo Лепестковый полировальнь й круг на ступице которого между двумя фланцами размещены пакеты лепестк.ов,о т- личающийся тем, что, с целью упрощения сборки крута, фланцы выполнены с выступами в виде прямоугольных трапеций и установлены с возможностью контакта последних по косой стороне трапеций и с образованием прямоугольных гнезд, в которых размещены пакеты лепестков,
2 о Круг по По1, отличающий с я тем, что,на поверхностях выступов, предназначенных для контакта с лепестками, вьшолнены насечки.
ФигЛ
| Круг полировальный | 1979 |
|
SU1108004A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
