(Л
сд
N5
СО со ьс
с.
Изобретение относится к режущему инструменту, изготовленному их шлифовальной шкурки и предназначенному для отделочной обработки поверхностей деталей из различных материалов.
Целью изобретения является расширение технологических возможностей путем регулирования жесткости лепестков и ширины круга.
На фиг. 1 приведен собранный круг, осевой разрез; на фиг. 2 - вид А на фиг. 1.
Лепестковый полировальный круг содержит оправку 1, на которой установлены две ступицы 2 с коническими поверхностями. На ступицах закреплены лепестки 3 так, что лепестки одной ступицы расположены между лепестками другой ступицы с образованием зоны перекрытия 4. Между ступицами расположены пружины 5.
Изготовление и сборка лепесткового полировального круга осуществляются следующим образом.
Изготавливают конические ступицы 2. На их конической поверхности выполняют кольцевые канавки 6 для размещения лепестков 3, равные ширине лепестков. Абразивное полотно нарезают на полосы шириной, равной длине лепестка 3, например, на дисковых ножницах, а затем на штампах нарубают лепестки. В канавках 6 ступиц 2 устанавливают лепестки и закрепляют их, например, эпоксидной композицией, при этом направление абразивной поверхности лепестков на обоих ступицах одинаковое. Устанавливают ступицы 2 так, чтобы их меньшие основания были обращены друг к другу. Между ступицами устанавливают пружины 5 в углублениях 7. Размещают ступицы 2 , на оправке 1 и скрепляют гайкой 8 и контргайкой 9. При этом лепестки 3, установленные на одной ступице, расположены между лепестками 3 другой ступицы и имеют общую часть - перекрытие (размер N, фиг. 1). Круг готов к работе. Величина угла а конической ступицы может быть от 20 до 40°. При угле а менее 20° уменьшается поверхность лепестков 2 одной ступицы, перекрытая абразивной поверхностью лепестков 3 другой ступицы, при угле оС более 40° увеличивается неиспользованная часть лепестка 3 при его износе. Размер N определяется следующим образом:
Л/-///Co-sec
где Н - ширина лепестка.
Во время обработки лепестки 3, закрепленные на ступицах 2, изнашиваются и
0
5
0
5
0
5
0
5
0
уменьшается 1иирина дорожки обработки до размера N. Для компенсации износа и сохранения ширины дорожки обработки сближают ступицы 2, и общая длина регулировки составляет размер М (фиг. 1). Обработку можно вести разными способами, например обработку поверхности уплотненной частью Л или при сохранении пустоты между дорожками лепестков 3. При выборке размера регулировки М кругом работают без регулирования до износа лепестков 3. Для полного износа лепестков 3 круга на конечном этапе можно производить обработку деталей, например, с выступами по форме ложбины между фланцами. Длина лепестков 3 между максимальным и минимальным диаметрами ступиц 2 составляет не более 0,15 полной длины лепестков. При полном износе лепестки 3 заменяют, для чего круг разбирают, удаляют остатки лепестков 3, устанавливают новые лепестки 3, собирают круг. Количество пружин 5 может быть от трех до шести при их равномерном расположении, также возможен вариант с одной пружиной, соосной с оправкой 1. Величина размера М зависит от длины лепестков 3 и условий обработки.
Применение предлагаемого лепесткового полировального круга позволяет расширить технологические возможности в результате осуществления регулировки щирины круга на периферии путем изменения расстояния между фланцами ступицы при воздействии на цилиндрические пружины, позволяет расширить технологические возможности путем осуществления как обработки уплотненной частью лепестков, так и обработки с наличием пустоты между дорожками лепестков расположенных на разных ступицах, позволяет расширить технологические возможности путем увеличения длины лепестков при наличии зоны беззазорной упаковки лепестков.
Формула изобретения
Лепестковый полировальный круг, на оправке которого установлены две ступицы с абразивными лепестками, закрепленными на них так, что лепестки одной ступицы расположены между лепестками другой ступицы с образованием зоны перекрытия, отличающийся тем, что, с целью расширения технологических возможностей путем регулирования жесткости лепестков и ширины круга, ступицы выполнены коническими, подпружинены друг относительно друга и установлены на оправке с возможностью осевого перемещения.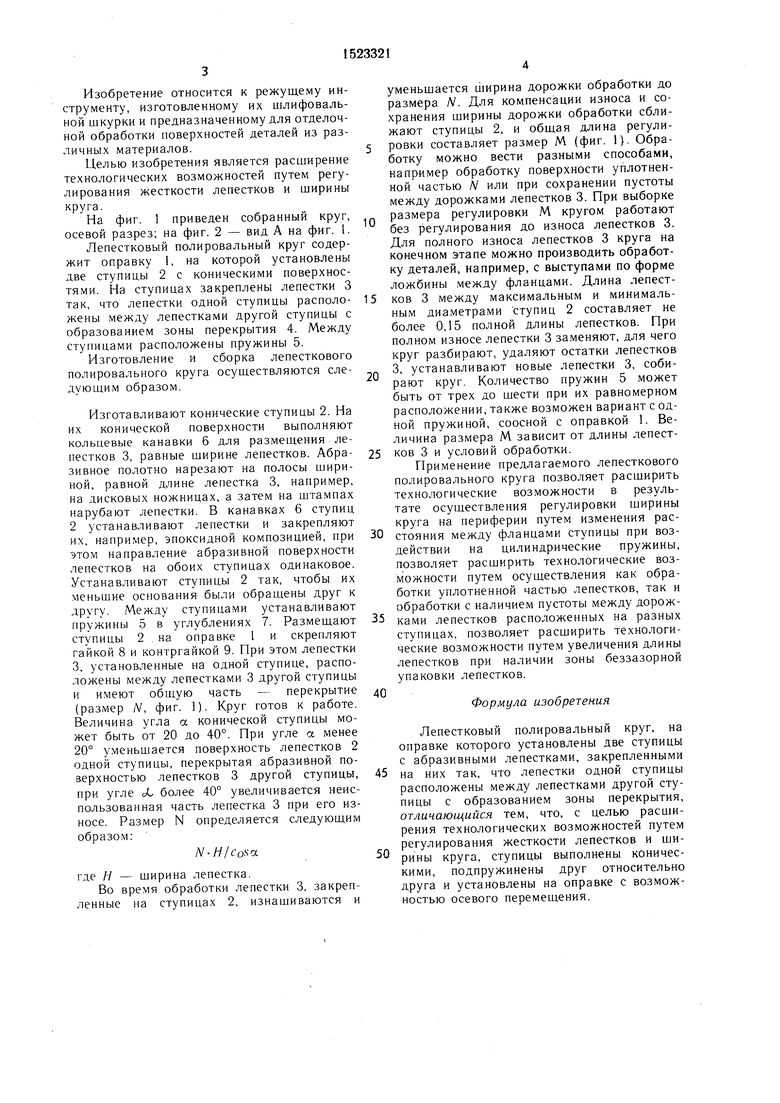
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Лепестковый абразивный круг | 1985 |
|
SU1373553A1 |
| Полировальный инструмент | 1987 |
|
SU1433782A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Торцовый полировальный круг | 1985 |
|
SU1333561A1 |
| Лепестковый круг | 1985 |
|
SU1255420A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1491687A1 |
| Лепестковый абразивный круг | 1984 |
|
SU1281394A1 |
Изобретение относится к режущему инструменту, изготовленному из шлифовальной шкурки и предназначенному для отделочной обработки. Цель изобретения - расширение технологических возможностей инструмента путем регулирования жесткости листков и ширины круга. На оправке 1 круга установлены две коническое ступицы 2. На ступицах закреплены лепестки 3 так, что лепестки одной ступицы размещены между лепестками другой ступины с образованием зоны перекрытия. Между ступицами 2 расположены пружины 5. Ступицы фиксируются на оправке гайкой 8 и контргайкой 9. Передвигая ступицы, можно изменять жесткость лепестков и ширину круга. 2 ил.
fpus.S
| Патент США № 3377753, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
