(54) СПОСОБ СКРЕПЛЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для крепления деталей низа обуви на заготовку верха | 1982 |
|
SU1094605A1 |
| КОНСТРУКЦИЯ НИЗА ОБУВИ | 2005 |
|
RU2310355C2 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| Способ ремонта изношенной части каблука | 1989 |
|
SU1743556A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Способ изготовления обуви | 1987 |
|
SU1583075A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ изготовления обуви типа сабо | 1982 |
|
SU1088696A1 |
| Способ и пресс-форма для приштамповки резиновой подошвы к парусиновой или кожаной обуви с одновременной вулканизацией подошвы | 1934 |
|
SU44349A1 |
1
Изобретение относится преимущественно к обувному производству, в частности, к механическим креплениям низа обуви с верхом.
Известен штифтовый способ скрепления низа обуви с верхом, по которому подошву соединяют непосредственно со стелькой при помощи жестких штифтовых крепителей. Край верха обуви зажимают между подошвой и стелькой. Наложенные одна на другую детали соединяют посредством жестких штифтовых крепителей. Детали удерживаются от взаимного смеш.ения или расхождения при помощи шляпок и расклепанных концов гвоздей, или силой трения для шпилек и пр., дающих возможность плотно притянуть детали друг к другу 1.
Недостатком этого способа скрепления деталей жесткими штифтовыми крепителями является низкое качество скрепления, вызванное большой жесткостью соединения, малой силой трения между стенками отверстий в деталях и крепителями, высокой водопроницаемостью соединения, а также высокой теплопроводностью металлических крепителей.
Цель изобретения - повышение качества скрепления деталей.
Данная цель достигается тем, что в способе скрепления деталей, преимущественно обувных, путем наложения деталей одна на другую -и соединения их посредством штифтовых крепителей, используют штифтовые крепители из эластичного полимерного материала, которые перед соедине 1ием деталей охлаждают до температуры ниже тем10 пературы стеклования полимера, а после соединения детали подвергают пролежке до приобретения крепителями эластичности.
При этом в качестве крепителей используют резиновые или резиновые, армированные кордом, штифты.
После пролежки концы крепителей загибают и приклеивают к поверхности деталей.
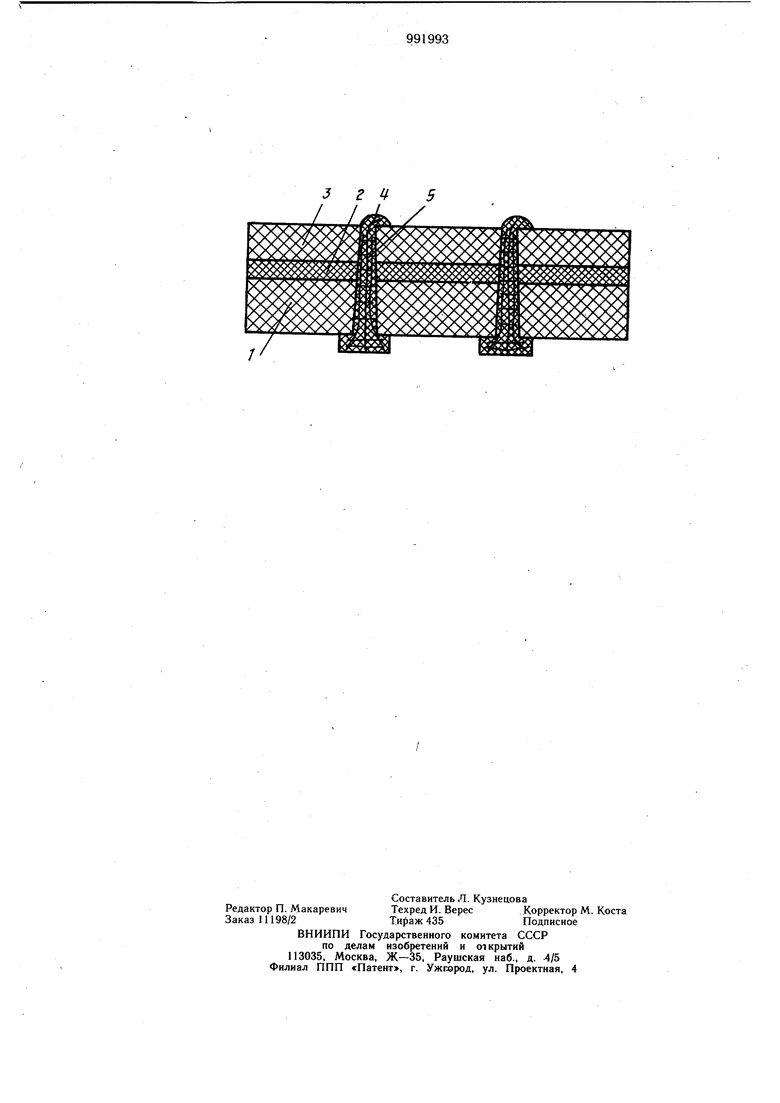
Благодаря использованию крепителей из эластичного полимерного материала соеди20 нение деталей становится более упругим и гибким, поэтому нагрузка более равномерно распределяется по периметру крепления, что увеличивает прочность соединения деталей. Этим способом можно скреплять не только детали из жестких и плотных материалов, т. е. .монолитных резин, резин с волокнистым наполнителем, различных видов кож и т. д., но и детали из мягких материалов, например, пористых резин, непригодных для скрепления жесткими крепителями. Это обусловлено тем, что при изгибе конструкции с жесткими крепителями они вызывают значительное разрушение скрепляемых деталей, что исключено в предлагаемом способе. Охлаждение крепителей из эластичного полимерного материала до температуры ниже температуры стеклования полимера значительно увеличивает твердость и прочность материала крепителя и снижает его деформируемость, что позволяет производить скрепление детален затвердевшими крепителями аналогично скреплению известными жесткими крепителями. Используемые в качестве крепителей резиновые или резиновые, армированные кордом, штифты увеличивают их прочность, а следовательно и прочность всего соединения; после пролежки концы, крепителей загибают и приклеивают к поверхности деталей, что увеличивает надёжность удержания крепителя в соединении. На чертеже показан вариант скрепления деталей предлагаемым способом. Детали обуви - подошва 1 из пористой резины, верх 2 и стелька 3 из кожи, наложенные одна на другую, соединены гвоздями 4 из резины, армированной кордом 5. Острые концы гвоздей 4 загнуты и приклеены к поверхности детали 3. Деталь 1 накладывают на детали 2 и 3. Гвозди 4 из резины, армированной кордом 5, охлаждают в жидком азоте до температуры ниже температуры стеклования резины. Затем производят соединение деталей 1-3 затвердевшими гвоздями 4, после чего скрепленные детали 1-3 подвергают пролежке до приобретения гвоздями 4 эластичности. Затем острые концы гвоздей 4, выступающие над поверхностью детали 3, загибают и приклеивают к ее поверхности. Температура стеклования резиновых материалов лежит в пределах (-40) - (-80) °С в зависимости от вида материала. Охлаждение крепителей до таких температур можно проводит в среде, например, жидкого азота с температурой - 195,81°С. Охлаждение резины до температуры стеклования позволяет повысить ее предел прочности примерно в 8 раз. Пример. Скрепление блоков деталей низа обуви армейских сапог по ГОСТ 19137-73 проводится с помощью резиновых гвоздей, армированных кордом, с температурой их стеклования -80°С. Гвозди охлаждают в емкости с жидким азотом до температуры -195,81°С, время охлаждения составляет 10-15 с. Это обеспечивает сохранение резиной состояния стеклования в течение 10 с, достаточного для соединения деталей. Затем отвердевшие гвозди вынимают из емкости и забивают в обувь как на машине, так и вручную. При этом затвердевшие гвозди выдерживают удар бойка машины и молотка и прошивают насквозь блоки деталей. Таким образом, показатели механических свойств резиновых крепителей (прочность и твердость затвердевших резиновых гвоздей, армированных кордом) аналогичны показателям прочности латунных гвоздей, что позволяет производить скрепление деталей на серийном станке. Затем скрепленные детали подвергают пролежке при 20±5°С в течение 20 с до приобретения гвоздями эластичности. После пролежки их заостренные концы. выступаюш,ие над стелькой, загибают и приклеивают к ее поверхности. Испытания блоков деталей низа обуви армейских сапог, подвергнутых двустороннему изгибу, показали, что прочность крепления деталей, соединенных предлагаемым способом, на 335- 389% превышают прочность крепления деталей известным способом с помощью латунных гвоздей, а для блоков деталей, не подвергнутых такому изгибу, превышение прочности составляет 61-72%. Технико-экономическая эффективность способа выражается в повышении качества скрепления деталей за счет увеличения прочности, водонепроницаемости, снижения теплопроводности, а также возможности скрепления деталей как из жестких и плотных материалов, так и из мягких. Формула изобретения 1.Способ скрепления деталей, преи.мущественно обувных, путем наложения деталей одна на другую и соединения их посредством штифтовых крепителей, отличающийся тем, что, с целью повышения качества скрепления, использует штифтовые крепители из эластичного полимерного материала, которые перед соединением деталей охлаждают до температуры ниже температуры стеклования полимера, а после соединения детали подвергают пролежке до приобретения крепителями эластичности. 2.Способ по п. 1, отличающийся те.м, что в качестве крепителей используют резиновые или резиновые, армированные кордом, штифты. 3.Способ по пп. 1 и 2, отличающийся тем, что после пролежки концы крепителей загибают и приклеивают к поверхности деталей. Источники информации, принятые во внимание при экспертизе 1. Цветков В. Н. Элементы теории механических креплений низа обуви. Гизлегпром, 1958, с. 165, 168, 337.
