Изобретение относится к обработке металлов давлением, а именно к резьбонакатному оборудованию, и может быть использовано на машиностроительных и трубных предприятиях для изготовления цилиндрических и конических резьб.
По основному авт. св. № 519259 известна резьбонакатная головка, содержащая несколько резьбонакатных роликов, установленных на эксцентриковых осях, смонтированных в расточках переднего и заднего флан цев. На эксцентриковых осях установлены шестерни, находящиеся в зацеплении с центральным зубчатым колесом 1.
Недостатком данной головки является отсутствие кинематической связи между эксцентриковыми осями роликов и возможности их фиксации в заданном положении.
В результате сборка головки, а также наладка ее на размер накатываемой резьбы, когда возникает необходимость закрепить заданное положение эксцентриковых осей, представляет значительную сложность, требует много времени и высокой квалификации исполнителя.
Цель изобретения - снижение трудоемкости при наладке.
Поставленная цель достигается тем, что резьбонакатная головка, содержащая концентрично установленные в корпусе втулки, на одной из которых закреплен палец с роликами, а на другой выполнен продольный паз для размещения в нем сменного копира, а также резьбонакэтные ролики, расположенные на эксцентриковых осях, на свободных концах которых смонтированы шестерни, входящие в зацепление с центральным зубчатым колесом, механизм угловой ориентации резьбонакатных роликов снабжен дополнительным центральным зубчатым колесом со сквозными отверстиями пара;1лельными оси, установленным между задним фланцем и центральным зубчатым колесом с возможностью взаимодействия с шестернями эксцентриковых осей, штоками, установленными в указанных отверстиях с возможностью взаимодействия с торцом центрального зубчатого колеса, и по меньшей мере одним фиксатором, расположенным в заднем фланце с возможностью взаимодействия с одним из штоков и фиксации дополнительного зубчатого колеса относительно заднего фланца.
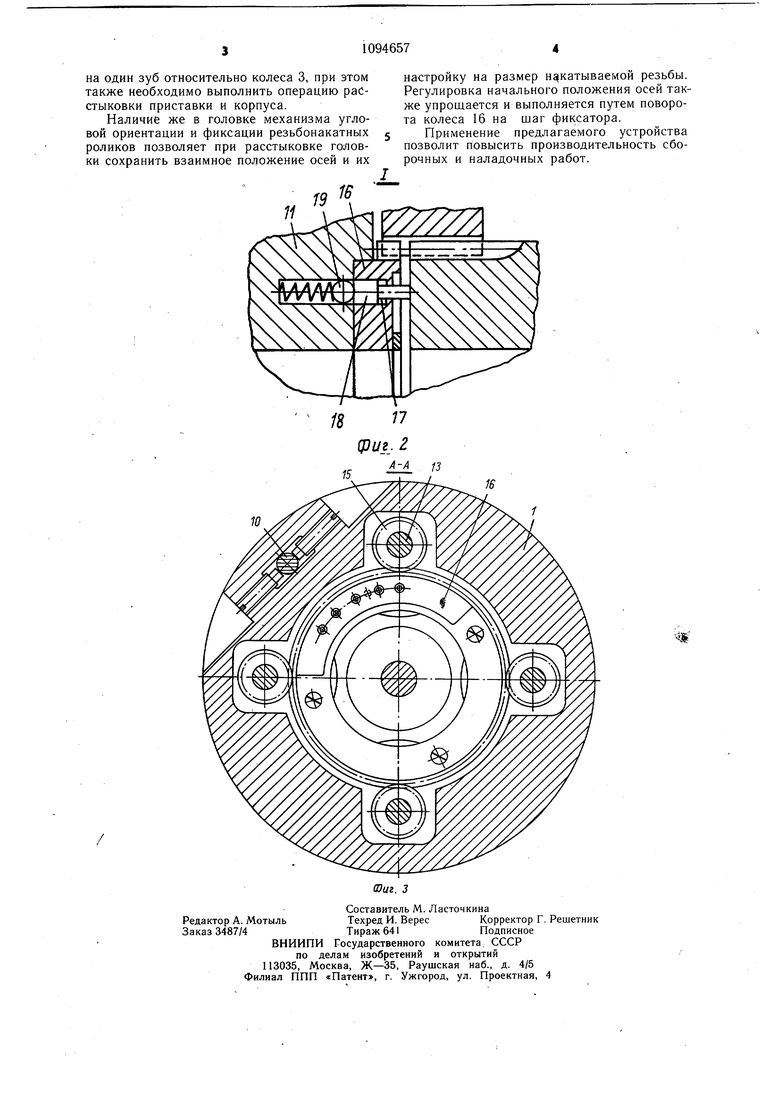
На фиг. 1 показана головка, продольный разрез; на фиг. 2 - механизм угловой ориентации и фиксации резьбонакатных роликов; на фиг. 3 - сечение А-А на фиг. 1.
Резьбонакатная головка состоит из корпуса 1 с выполненным в нем копиром 2. В корпусе 1 размещено с возможностью вращения центральное зубчатое колесо 3 с выполненным в нем продольным пазом 4, а в колесе 3 - ползушка 5 с расположенными на ней упором 6 и осью 7. На оси 7 установлены два ролика 8 и 9, причем ролик 8 с возможностью контакта с поверхностью продольного паза 4, а ролик 9 с копиром 2.
На корпусе 1 винтами 10 закреплены приставка, включающая задний фланец 11, механизм 12 угловой ориентации и фиксации резьбонакатных роликов, а также размешенные в основании на эксцентриковых осях 13 накатные ролики 14 и шестерни 15, закрепленные с центральным зубчатым колесом 3. Механизм угловой ориентации и фиксации резьбонакатных роликов выполнен в виде дополнительного центрального зубчатого колеса 16 со сквозными осевыми отверстиями 17, размещенного между задним фланцем и центральным зубчатым колесом, штоков 18, установленных в указанных отверстиях, и по крайней мере одного фиксатора 19, размещенного в заднем фланце 11 с возможностью контакта посредством штоков 18 с центральным зубчатым колесом 3.
Как вариант конструктивного исполнения резьбонакатная головка может быть выполнена для накатывания внутренних резьб.
Резьбонакатная головка работает следующим образом.
Головку устанавливаютв подающем устройстве резьбонакатного станка и закрепляют за фланец корпуса 1. Для выполнения накатывания головку подают на трубу с проточенным на конус концом. Ролики 14, захватив заготовку, перемещаются в осевом направлении вместе с корпусом 1 и накатывают на ней резьбу. В то же время ползушка 5 вместе с осью 7 останавливается, так как упор 6 наталкивается на торец трубы. При осевом перемещении корпуса 1 с копиром 2 относительно оси 7 со сферическими роликами 8 и 9 ось 7 поворачивается под действием усилия накатывания и пружин (не показаны) на угол, определяемый профилем копира 2. При этом поворачиваются щестерни 15 вместе с эксцентриковыми осями 13, что обеспечивает радиальное перемещение резьбонакатных роликов.
Закон радиального перемещения задается копиром и согласован с осевыми перемещениями головки. Таким образом, на заготовке накатывается коническая резьба.
После накатывания резьбы на заданной длине головка автоматически раскрывается, так как ролик 9 попадает на участок копира с большим углом наклона.
После отвода головки в исходное положение, при котором головка взводится в начальное состояние, цикл накатывания повторяется.
После смены накатного инструмента приставку устанавливают в корпус, при этом необходимо скоординировать все эксцентриковые оси во взаимно одинаковом положении и, удерживая их в этом положении, ввести шестерни 15 в зацепление с колесом 3. Эта операция трудоемка (особенно в многороликовой головке, где число осей достигает 10-15) и не-производительна.
Настройку головки на размер осуществляют путем поворота одновременно всех эксцентриковых осей и соответственно шестерен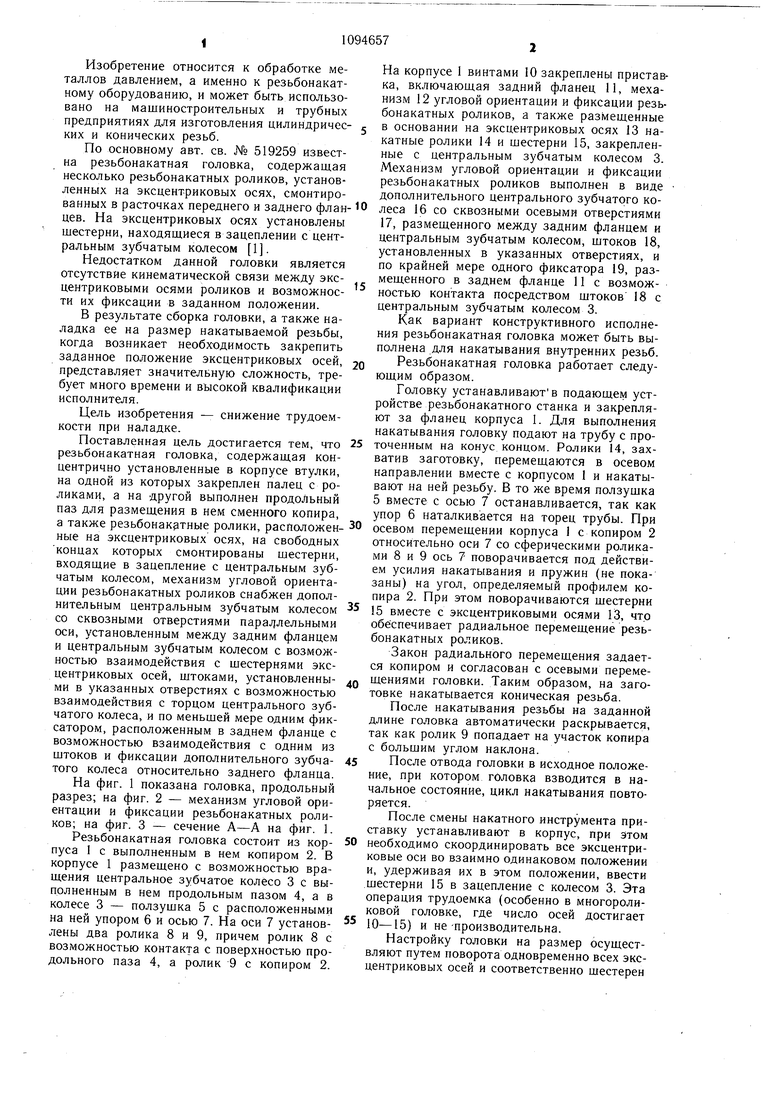
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1974 |
|
SU519259A1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
| Резьбонакатная головка | 1981 |
|
SU959881A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
РЕЗЬБОНАКАТНАЯ ГОЛОВКА по авт. св. № 519259, отличающаяся тем, что, с целью снижения трудоемкости при наладке, механизм угловой ориентации резьбонакатных роликов снабжен дополнительным центральным зубчатым колесом со сквозными отверстиями, параллельными оси, установленным между задним фланцем и центральным .зубчатым колесом с возможностью взаимодействия с шестернями эксцентриковых осей, штоками, установленными в указанных отверстиях с возможностью взаимодействия с торцом центрального зубчатого колеса, и по меньшей мере одним фиксатором, расположенным в заднем фланце с возможностьювзаимодействия с одним из штоков и фиксации дополнительного зубчатого колеса относительно заднего фланца. ;,ГЗ 1215 (Л со 4 О5 сд 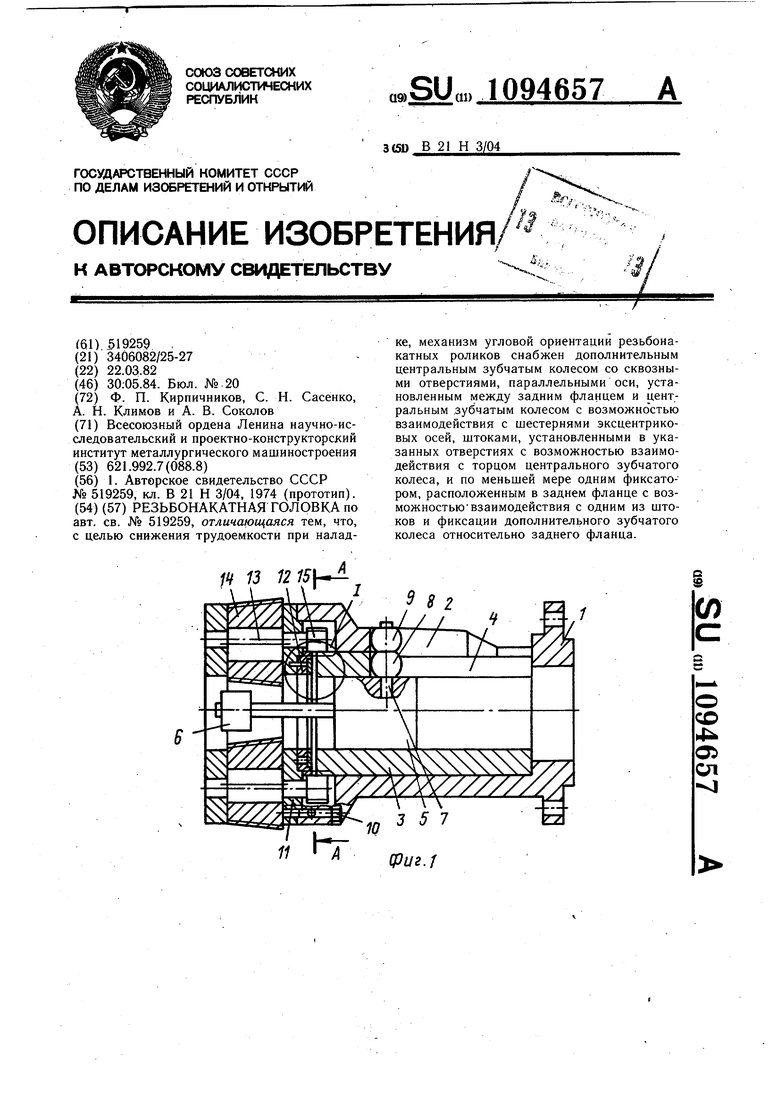
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резьбонакатная головка | 1974 |
|
SU519259A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
