(54) УСТАНОВКА ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1972 |
|
SU346006A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| Резьбонакатная головка | 1972 |
|
SU494904A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатная головка | 1972 |
|
SU434683A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьб резьбонакатными головками.
Известна резьбонакатная головка, содержащая резьбонакатные ролики, смонтированные на эксцентриковых осях, и поворотные переднюю и заднюю крышки, в которых размещены сферические опоры эксцентриковых осей 1.
Недостатком известной головки является невозможность изменения угла наклона осей накатных роликов в процессе накатывания резьбы, что при изготовлении длинных резьб снижает точность резьбы.
Наиболее близким техническим решением к данному изобретению является установка для накатывания резьбы, содержащая станину с суппортом и резьбонакатную головку с роликами, корпус которой несет поворотные переднюю и заднюю крышки с размещенными в них шарнирными опорами и эксцентриковыми осями, установленными под углом к оси накатывания 2.
Недостатком ycTa-HOBkH является необходимость поворота крышек против действия крутящего момента при накатке, что вызывает большие деформирующие усилия на сухари и поворотные крышки и приводит к снижению точности накатываемой резьбы и надежности работы головки.
Недостатком установки также является невозможность управления величиной изменения угла перекрещивания осей, что тоже снижает точность накатываемых резьб.
Цель изобретения - повышение точности накатываемой резьбы.
Поставленная цель достигается тем, что
10 установка, содержащая станину с суппортом и резьбонакатывающую головку с накатными роликами, корпус которой несет поворотные переднюю и заднюю крышки с размещенными в них шарнирными опорами и 15 эксцентриковыми осями, установленными под углом к оси- накатывания, снабжена механизмом для изменения угла наклона эксцентриковых осей, выполненным в виде установленного с возможностью поворота коромысла с продольными пазами на кон20цах и управляющим рычагом, и оси, размещенной на корпусе головки между поворотными крышками упора, закрепленного на суппорте с .возможностью взаимодействия с управляющим рычагом, и упорных роликов
установ-леиных на поворотных крышках с возможностью взаимодействия с уномянуTi.i.vin пазами коромысла.
При этом, с целью регулирования длины унравляющего рычага, установка снабжена регулировочным роликом, установленным с возможностью неремещения в пазу, выполненном в у равляюш.ем рычаге, причем длина плеча Е унравляющего рычага определяет ся но формуле
. -
где 6 - допустимая нак.опленная ошибка
по шагу резьбы;
- изменение угла скрещивания осей накатных роликов.
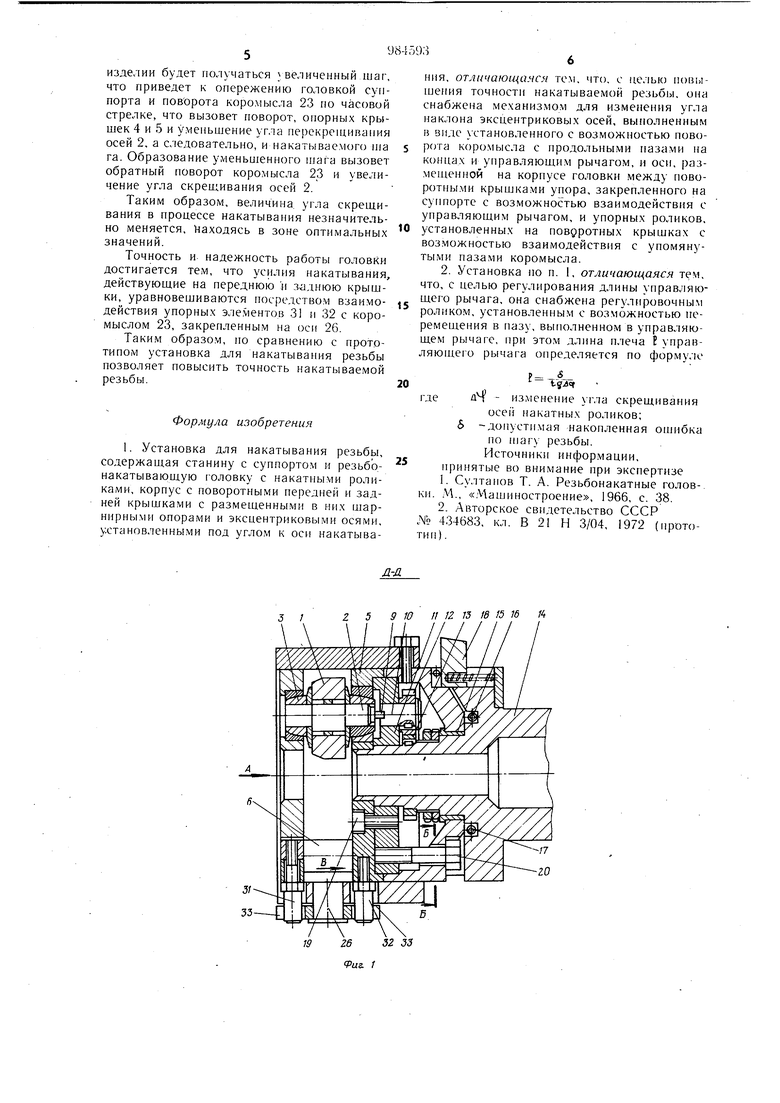
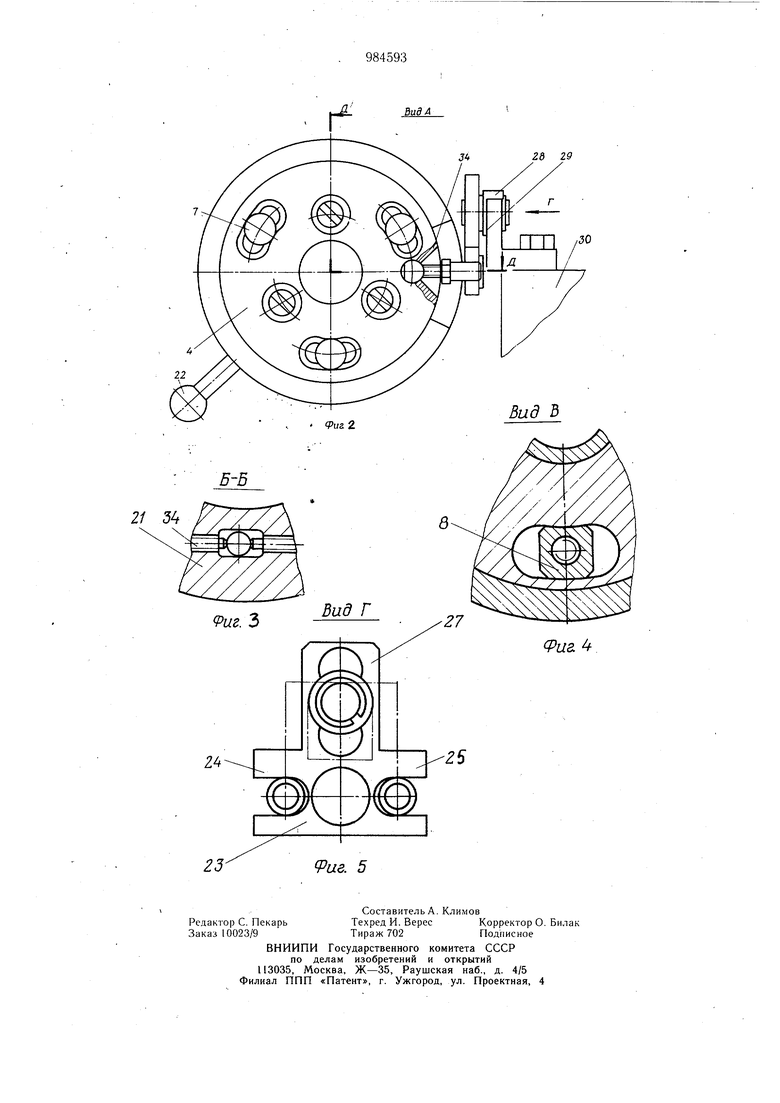
На фиг. 1 изображена установка для накатывания резьбы, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3,- разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - вид Г на фиг. 3.
Установка для накатывания резьбы содержит резьбонакатные ролики 1, установленные на эксцентриковых осях 2, которые имеют двухстороннюю опору в виде щарнирных подшипников 3, с.монтированных в передней 4 и задней 5 опорных крышках, установленных с возможностью поворота.
Расстояние между крышками 4 и 5 определяется распорными втулками 6, через которые проходят распорные колонки 7, резьбовая часть которых ввернута в сухари 8. Крестовидная шпонка 9, передающая крутящий момент на эксцентриковые оси 2 в момент открытия и закрытия головки, одним выступом введена в паз эксцентриковой оси, а други.м - в ось 10, сидящую в дополнительной опоре 11 и несущую щестерню 12, которая входит в зацепление с зубчатым колесом 13, посаженным на основание 14, на котором закреплены втулки 15, пружины 16 и 17 и ползун 18.
Задняя опорная крышка 5, сохраняя воз.можность поворота, прижимается винта.ми 19 к дополнительной опоре 11, которая связана винтами 20 с корпусом 21 с рукояткой 22.
Коромысло 23 с продольными пазами 24 и 25 установлено на неподвижной оси 26 на резьбонакатной головке корпуса. Управляющий рычаг 27 жестко связап с коромыслом 23, а через регулировочный ролик 28 - с упором 29, установленным на суппорте станины 30. Упорные элементы 31 и 32, выполненные в виде роликов, установлены на передней 4 и задней 5 крыщках и входят в продольные пазы 24 и 25 коромысла 23, причем упорные элементы 31 и 32 установлены с возможностью перемещения по пазам 33 передней крышки 4. Головка снабжена также регулировочными винтами 34.
Установка для накатывания резьбы работает следующи.м образом.
Головка в закрытом положении (фиг. 1), т. е. когда ползун 18 находится одновременно в пазу основания 14 и корпуса, подается
на заготовку. Ролики 1, захватив заготовку, начинают неремещение вперед, двигаясь за один оборот заготовки на величину обра;%ющегося на ней шага, всегда точно по равному номинальному шагу. Таким образом, ролики 1 и связанные с ними деталиоси 2, подщипники 3, передняя и задняя крышки 4 и 5 корпуса 21 и основание 14 получают осевое перемещение, отличное от но.минального шага резьбы, суппорт упором 29 перемещается по ходовому винту за
один оборот изделия точно на величину щага. Отсюда возникает рассогласование скоростей осевого движения головки относительно суппорта. При накоплении ошибки в ту или- другую сторону упор 29 начинает
отставать или опережать головку с закрепленным на ней коромысло.м 23 и через ролик 28 управляющего рычага 7 заставит его повернуться относительно оси 26 в ту или другую сторону. Продольные пазы 24 и 25 коромысла 23 взаимодействуют с упорными роликами 31 и 32, закрепленными на крышках 4 и 5, заставят их поворачиваться в противоположные стороны, изменяя тем самым угол перекрещивания осей 2 накатных роликов. Ролик 28 имеет возможность изменять свое положение на рычаге 27 в зависимости от допустимой ошибки рассогласования при накатывании .различных типоразмеров резьб.
При достижении необходи.мой длины накатываемой резьбы ползун 18 упирается в
неподвижный упор, установленный на станине, и выходит из паза 24, а пружина 17 заставляет корпус 21 повернуться, а вместе, с ним поворачиваются передняя и задняя опорные крышки 4 и 5 и дополнительная опора 11, в результате чего ролики 1
расходятся, т. е. головка раскрывается, так как поворот этих деталей вызывает поворот осей 10, а с ними эксцентриковых осей 2, вызванный поворотом шестерен 12 вокруг зубчатого колеса 13. Исходное закрытое положение головки обеспечивается поворотом рукоятки 22, которая возвращает корпус 21, а с ним эксцентриковые оси 2 Е исходное положение.
Настройка головки на требуемый раз5 мер по среднему диаметру осуществляется
за счет освобождения винтов 20 и перемещения их вдоль паза корпуса 21 винтами
34, тем самым заставляя поворачиваться
дополнительную опору 11, а вместе с ней и
щестерни 12, что обеспечивает изменение
0 по«тожения эксцентриситета эксцентриковых
осей 2.
Перестройка головки после накатывания правой резьбы на накатывание левой резьбы осуществляется за счет поворота опорной крышки 4, изменения положения упорного элемента 31 в пазу 33 крыщки 4 и переброски местами пружин 16 и 17.
Если при обработке винта угол установки эксцентриковых осей 2 был велик, то на
изделии будет получаться увеличенный шаг, что приведет к опережению головкой cy iпорта и поворота коромысла 23 по часовой стрелке, что вызовет поворот, опорных крышек 4 и 5 и уменьшение угла перекрен1ивамия осей 2, а следовательно, и накатываемого nia га. Образование уменьшенного niara вызовет обратный поворот коромысла 23 и увеличение угла скреш.ивания осей 2.
Таким образом, величина угла скрещивания в процессе накатывания незначительно меняется, нахолясь в зоне оптимальных значений.
Точность и надежность работы головки достигается тем, что усилия накатывания, действуюш,ие на переднюю и заднюю крышки, уравновешиваются посредством взаимодействия упорных эле.ментов 31 и 32 с коромыслом 23, закрепленным на оси 26.
Таким образом, по сравнению с прототипом установка для накатывания резьбы позволяет повысить точность накатываемой резьбы.
Формула изобретения
. Установка для накатывания резьбь, содержанхая станину с суппорто.м и резьбонакатываюшую головку с накатными роликами, корпус с поворотными передней и задней крышками с размещенными в них шарнирньгми опорами и эксцентриковыми осями, установленными под углом к оси накатыва
2632 33
ния, отличающаяся тем, что. с целью повышения точности накатываемой резьбы, она снабжена механизмо.м для изменения угла наклона эксцентриковых осей, выполненным в виде установленного с возможностью поворота коромысла с продольными пазами на концах и управляющим рычагом, и оси, размещенной на корпусе головки между поворотны.ми крышками упора, закрепленного на суппорте с возможностью взаимодействия с управляющим рычагом, и упорных роликов, установленных на поворотных крышках с воз.можностью взаимодействия с упомянутыми пазами коромысла.
Р-
0
дЧ - изменение yivia скрещивания
где
осей накатных роликов; 5 -допустимая накопленная ошибка по тагу резьбы. Источники инфор.мации,
5 принятые во внимание при экспертизе
ЛЬ 434683, кл. В 21 Н 3/04, 1972 (прототип).
К ГЗ /в 5 № /4
9 Ю
L
