Изобретение относится к диффузионной сварке и может быть использо.вано для изготовления биметаллических изделий.
Известен способ изготовления биметаллических сосудов, плакированных изнутри другим металлом диффузионной сваркой, при котором две заготовки по форме сосуда с предварительно подготовленными поверхностями приводят в контакт, создают между ними разрежение 10 мм рт.ст., нагревают, подвергают воздействию давления и после определенной выдержки охлаждают pj .
Недостатком способа является трудоемкость процесса.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготовления биметаллических сосудов диффузионной сваркой с использованием технологической рубашки, при котором плакирующий слой устанавливают внутри сосуда, создают между их контактирующими поверхностями вакуум, сборку размещают в компрессионной печи, нагревают и создают в ней давление 2 .
Недостатками известного способа являются низкое качество сварки изза плохого контакта плакирующего слоя с материалом сосуда, высокая трудоемкость процесса и однократность использования технологической рубашки из-за ее приварки к свариваемой детали.
Целью изобретения является повышение качества сварки путем улучшения контакта плакирующего слоя с материалом сосуда, снижение трудоемкости процесса и многократности использования технологической рубашки путем устранения приваривания технологической рубашки к свариваемой детали.
Поставленная цель достигается тем, что согласно способу изготовления биметаллических сосудов диффузионной сваркой с использованием технологической рубашки, при которо плакирующий слой устанавливают внутри сосуда, создают между их контактирующими поверхностями вакуум, сбоку размещают в компрессионной печи, нагревают и создают в ней давление, сосуд с плакирующим слоем устанавливают в технологической рубашке с зазором и заполняют ее инертным газом до давления, равного давлению в компрессионной печи.
На чертеже показана схема осу ществления способа.
Способ осуществляют следующим образом.
Плакирующий слой 1 устанавливают внутри сосуда 2 и создают между их контактирующими поверхностями вакуум, размещают их в технологической рубашке 3 с зазором, всю сборку устанавливают в компрессионной печи 4, технологическую рубашку заполняют инертным газом до давления, равного давлению в компрессионной печи, производят нагрев и изотермическую выдержку. После сварки технологическую рубашку извлекают из компрессионной печи, разбирают, удаляют
0 из нее биметаллический сосуд и используют повторно.
Благодаря установке свариваемых деталей в технологической рубашке с зазором и заполнению ее инертным
газом до давления, равного давлению в компрессионной печи, технологическая рубашка лишена возможности контактировать со свариваемыми деталями и не приваривается к ним и не
0 деформируется, что позволяет повысить качество сварки, снизить трудоемкость и многократно использовать одну и ту же технологическую рубашку для изготовления биметаллических
5 сосудов.
Пример . Для изготовления биметаллического стального сосуда, плакированного изнутри серебром, готовят заготовку из серебра, пов0 торяющую форму сосуда. Затем контактирующие поверхности сосуда и плакирующего слоя шлифуют и обезжиривают, например, четыреххлористым углеродом, после чего устанавливают
5 плакирующий слой внутри сосуда, уплотняют их кромки и создают между ними вакуум порядка 3-10 мм рт.ст. После проверки на плотность соединения сосуда и плакирующего слоя их
Q размещают в стальной технологической рубашке, после герметизации которой ее устанавливают в компрессионной печи. Герметизированный зазор между технологической рубашкой и сосудом с плакирующим слоем заполняют инертным газом под давлением, одновременно создавая равное избыточное давление воздуха в камере компрессионной печи. Затем нагревают печь
3 10947074
до t 800°С, вьщерживают в тече- сравнению с известным способом улучние 30 мин с последующим снижениемшить качество сварного совдинеиия
температуры до при сохранениии снизить трудоемкость процесса
давления. Далее давление снимают и за-за счет устранения приваривания
готовку охлаждают вместе с печью.После5 рубашки к плакирующему слою и многоэтого сосуд извлекают из рубашки.кратно ее использовать, улучшить
Предлагаемый способ изготовлениямеханический контакт плакирующего
металлических сосудов позволяет послоя с материалом сосуда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1997 |
|
RU2123917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087285C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| Способ изготовления диффузионной сваркой биметаллических сосудов | 1990 |
|
SU1799705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХСОСУДОВ | 1969 |
|
SU428904A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2017 |
|
RU2642240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ ДИФФУЗИОННОЙ СВАРКОЙ с использованием технологической рубашки, при котором плакирующий слой устанавливают внутри сосуда, создают между их контактирующими поверхностями вакуум, сборку размещают в компрессионнЬй печи, нагревают и создают в ней давление, отличающийся тем, что, с целью повьшения качества сварки путем улучшения контакта плакирующего слоя с материалом сосуда, снижения трудоемкости процесса и многократности использования технологической рубашки путем устранения приваривания технологической рубашки к свариваемой детали, сосуд с плакирующим слоем устанавливают в технологической рубашке с зазором и заполняют ее инертным газом до (Л давления, равного давлению в компрессионной печи. х 4 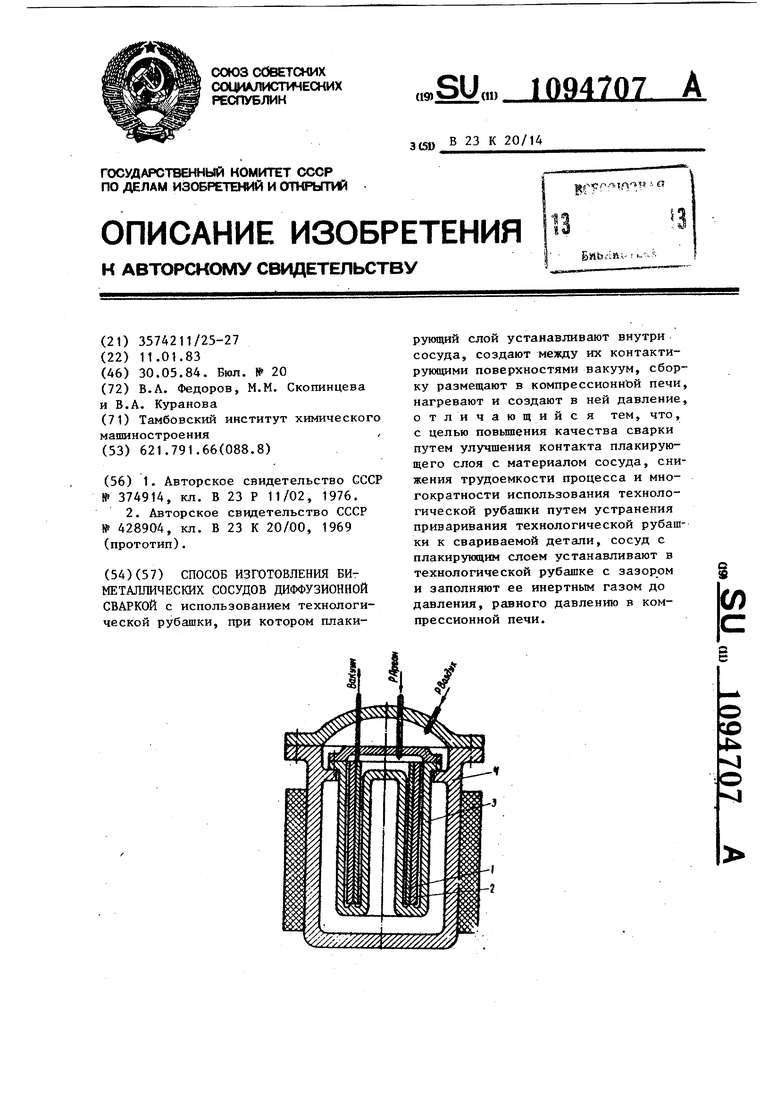
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ плакирования цилиндров | 1969 |
|
SU374914A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХСОСУДОВ | 1969 |
|
SU428904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
