Изобретение относится к способам диффузионной сварки и может быть использовано для изготовления обечаек, корпусов сосудов, аппаратов и других биметаллических изделий в различных отраслях машиностроения.
Цель изобретения - повышение качества сварного соединения.
Сущность изобретения поясняется циклограммами (фиг. 1-4).
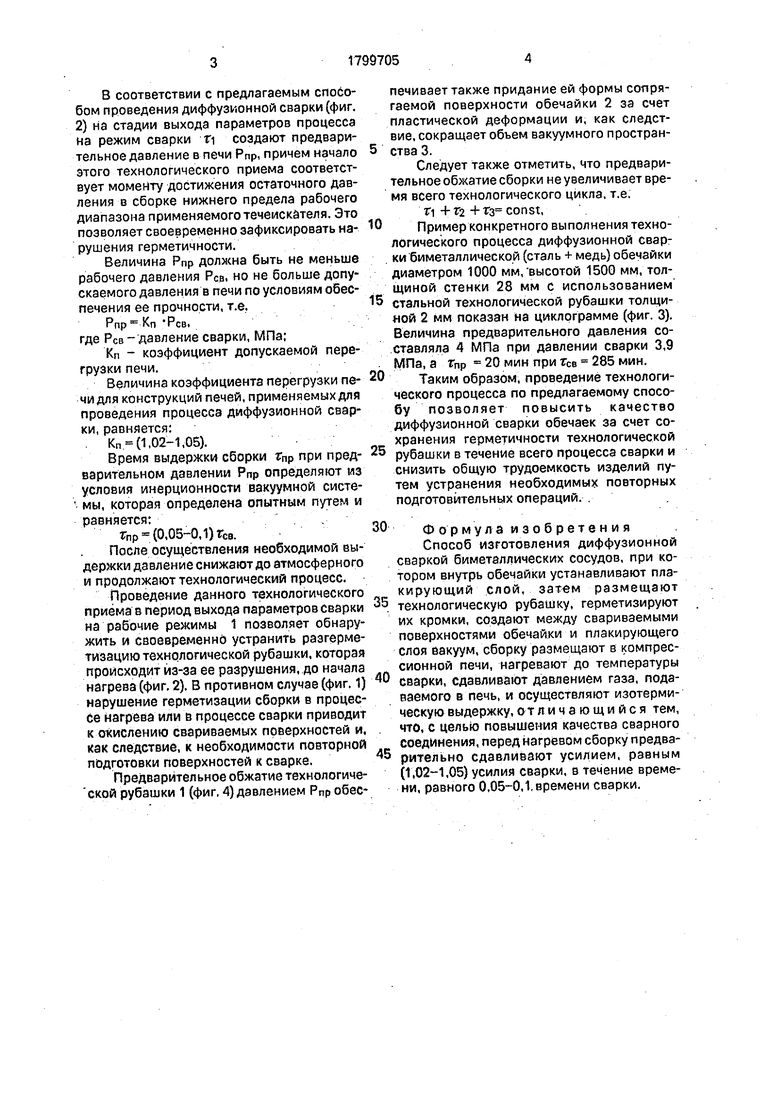
На фиг. 1 показана циклограмма известного способа проведения технологического процесса вакуумно-диффузионной сварки; на фиг. 2 - циклограмма предлагаемого способа; на фиг. 3 - пример циклограммы конкретного технологического процесса; на фиг. 4 - изменение формы технологической рубашки после воздействия давлением РПр.
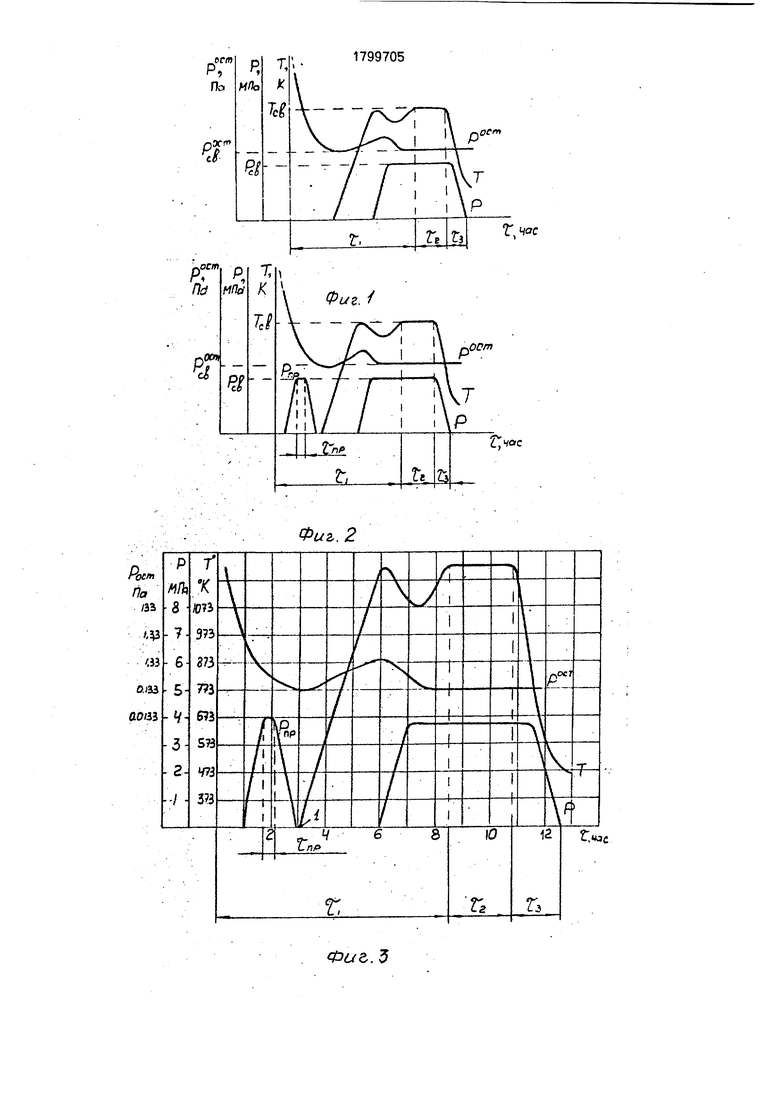
На фиг. 4 показаны технологическая рубашка 1, герметизирующая сборку 2, состо ящую из обечайки и плакирующего слоя, созданием вакуума в вакуумном пространстве 3.
Способ осуществляют следующим образом.
Подготовленную к сварке сборку с установленной технологической рубашкой размещают в компрессионной печи, герметизируют и начинают процесс вакуум- но-диффузионной сварки.
Согласно известному способу (фиг. 1) технологический процесс можно расчленить на три стадии, характеризующиеся определенным временем их осуществления: 71 - выход на режимы сварки (Тсв. Рев, Рсвост); та - диффузионная сварка; гз - приведение параметров к исходным значениям.
%4
чо
3
О1
В соответствии с предлагаемым способом проведения диффузионной сварки (фиг. 2) на стадии выхода параметров процесса на режим сварки п создают предварительное давление в печи РПр, причем начало этого технологического приема соответствует моменту достижения остаточного давления в сборке нижнего предела рабочего диапазона применяемого течеискателя. Это позволяет своевременно зафиксировать нарушения герметичности.
Величина Рпр должна быть не меньше рабочего давления Рев. но не больше допускаемого давления в печи по условиям обеспечения ее прочности, т.е.
Рев, где Рев-давление сварки, МПа;
Кп - коэффициент допускаемой перегрузки печи.
Величина коэффициента перегрузки печи для конструкций печей, применяемых для проведения процесса диффузионной сварки, равняется: . Кп (1,02-1,05).
Время выдержки сборки гпр при предварительном давлении Рпр определяют из условия инерционности вакуумной системы, которая определена опытным путем и равняется:
Гпр (0,05-0,1)гсв.
После осуществления необходимой выдержки давление снижают до атмосферного м продолжают технологический процесс.
Проведение данного технологического приема в период выхода параметров сварки на рабочие режимы 1 позволяет обнаружить и своевременно устранить разгерметизацию технологической рубашки, которая происходит из-за ее разрушения, до начала нагрева (фиг. 2). В противном случае (фиг. 1) нарушение герметизации сборки в процессе нагрева или в процессе сварки приводит к окислению свариваемых поверхностей и, как следствие, к необходимости повторной подготовки поверхностей к сварке.
Предварительное обжатие технологиче- ской рубашки 1 (фиг. 4) давлением Рпр обеспечивает также придание ей формы сопрягаемой поверхности обечайки 2 за счет пластической деформации и, как следствие, сокращает объем вакуумного пространства 3.
Следует также отметить, что предварительное обжатие сборки не увеличивает время всего технологического цикла, т.е. ri +T2 +гз const,
Пример конкретного выполнения технологического процесса диффузионной свар- . ки биметаллической (сталь + медь) обечайки диаметром 1000 мм/высотой 1500 мм, толщиной стенки 28 мм с использованием
стальной технологической рубашки толщиной 2 мм показан на циклограмме (фиг. 3). Величина предварительного давления составляла 4 МПа при давлении сварки 3,9 МПа, а Гпр 20 мин при Тсв 285 мин.
Таким образом, проведение технологического процесса по предлагаемому способу позволяет повысить качество диффузионной сварки обечаек за счет сохранения герметичности технологической
рубашки в течение всего процесса сварки и снизить общую трудоемкость изделий путем устранения необходимых повторных подготовительных операций. .
Ф о рмула изобретения
Способ изготовления диффузионной сваркой биметаллических сосудов, при котором внутрь обечайки устанавливают плакирующий слой, затем размещают
технологическую рубашку, герметизируют их кромки, создают между свариваемыми поверхностями обечайки и плакирующего слоя вакуум, сборку размещают в компрессионной печи, нагревают до температуры
сварки, сдавливают давлением газа, подаваемого в печь, и осуществляют изотермическую выдержку,отличающийся тем, что, с целью повышения качества сварного соединения, перед нагревом сборку предва
рительно сдавливают усилием, равным (1,02-1,05) усилия сварки, в течение времени, равного 0,05-0,1, времени сварки.
Фиь.Ъ
Я
акуум
Рост
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1997 |
|
RU2123917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087285C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| Способ изготовления биметаллических сосудов диффузионной сваркой | 1983 |
|
SU1094707A1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ДЕТАЛЕЙ ТИПА ОБЕЧАЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171311C1 |
| СПОСОБ СБОРКИ ВАКУУМНОЙ ОБОЛОЧКИ РЕНТГЕНОВСКОГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1999 |
|
RU2149479C1 |
| Способ получения биметаллических полых изделий диффузионной сваркой | 1989 |
|
SU1692790A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2135364C1 |
Изобретение относится к способам диффузионной сварки и может быть использовано для изготовления обечаек, корпусов Сосудов, аппаратов и других биметаллических изделий в различных отраслях машиностроения. Цель изобретения - повышение качества сварного соединения. Способ осуществляют следующим образом. Внутри обечайки устанавливают плакирующий слой, затем размещают технологическую рубашку, герметизируют их кромки, создают между свариваемыми поверхностями обечайки и плакирующего слоя вакуум, сборку размещают в компрессионной печи, нагревают до температуры сварки, сдавливают под давлением газа, подаваемого в печь, и осуществляют изотермическую выдержку. Дополнительно перед нагревом сборку сдавливают усилием, равным (1,02- 1,05) усилия сварки, в течение времени, равного (0,05-0,1) времени сварки. Благодаря этому сохраняется герметичность техноло- тической рубашки. 4 ил.
Фиг. 4
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХСОСУДОВ | 1969 |
|
SU428904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
