Способы заливки биметаллических втулок и вкладышей с применением металлической прокладки между заготовкой и спрейером известны.
Особенностью описываемого способа является применение металлической прокладки пз двух тонких, крестообразпо расположенных пластин, ребра которых являются основанием для установки заготовки. Это уменьшает теплоотдачу и устраняет необходимость в изменении графитовой прокладки.
Предварительно нагретая до 1060° заготовка устанавливается на спрейере, который представляет собой врашаюпшйся столик, установленный в цилиидрическом кожухе с расположенными в нем воздушно-водяными форсунками. На спрейере через отверстие в крышке 1 (см. чертеж) заготовки заливаются сплавом, после чего для получения правильно) структуры будуи1ей втулки или вкладыша они охлаждаются из форсунок воздушно-водяной смесью.
При заливке важно, чтобы нагретая и установленная на столик спрейера заготовка 2 не о.хлаждалась
в нижней части от сопрш основенпя с холодной поверхностью столика 3, так как иеравпомерное охлаждение заготовки вызывает ликвидацию свинца, вследствие чего втулка или икладыш будут забракованы. Согласно описываемому способу, вместо применяемых для устранения брака графитовых подкладок, использована конструкция теплового изолятора в виде металлической подставки 4. Подставка 4 представляет собой крестовппу из двух перпендикулярно расположенных пластинок с буртиками в нижией части для фиксации ее на столике сирейера. Установка, смситированная на такой подставке, соприкасается с ней только в четырех точках, при этом теплоотдача от нагретой заготовки практически ничтожна.
Предмет изобретения
Способ заливки биметаллических втулок и вкладышей с применением металлической подкладки между заготовкой и спрейером, отличаю1ц и и с я тем, что, с целью замены № 109484 графитовой подкладки и уменьшения теплоотдачи, подставка выполнена из двух тонких крестообразно расположенных пластин, ребра которых являются основанием для установки заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления биметаллических втулок и вкладышей | 1952 |
|
SU94586A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВК»^ БИМЕТАЛЛИЧЕСКИХ ВТУЛОК | 1973 |
|
SU435056A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2000 |
|
RU2172901C1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| Установка для выплавки и заливки шлака | 1977 |
|
SU669752A1 |
| Катод алюминиевого электролизера для получения алюминия электролизом криолит-глиноземного расплава | 1985 |
|
SU1349702A3 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ЗАГОТОВКИ ТЕРМОБИМЕТАЛЛА | 1991 |
|
RU2030963C1 |
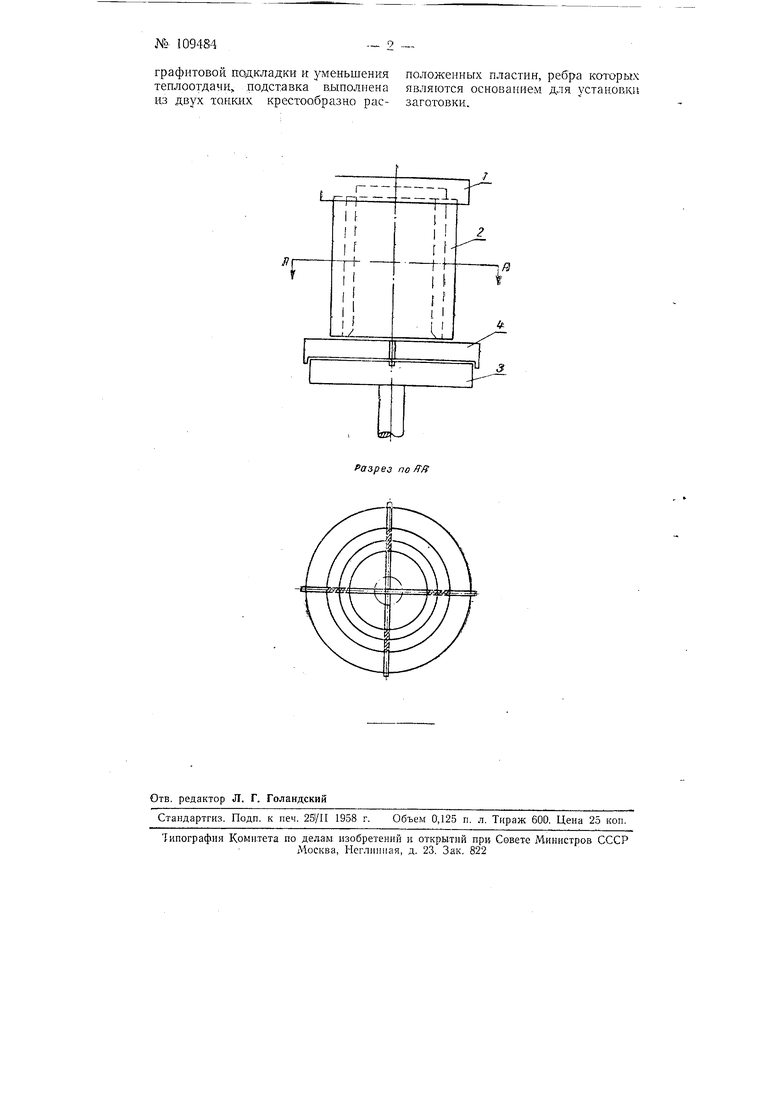
Разрез по ff/f
