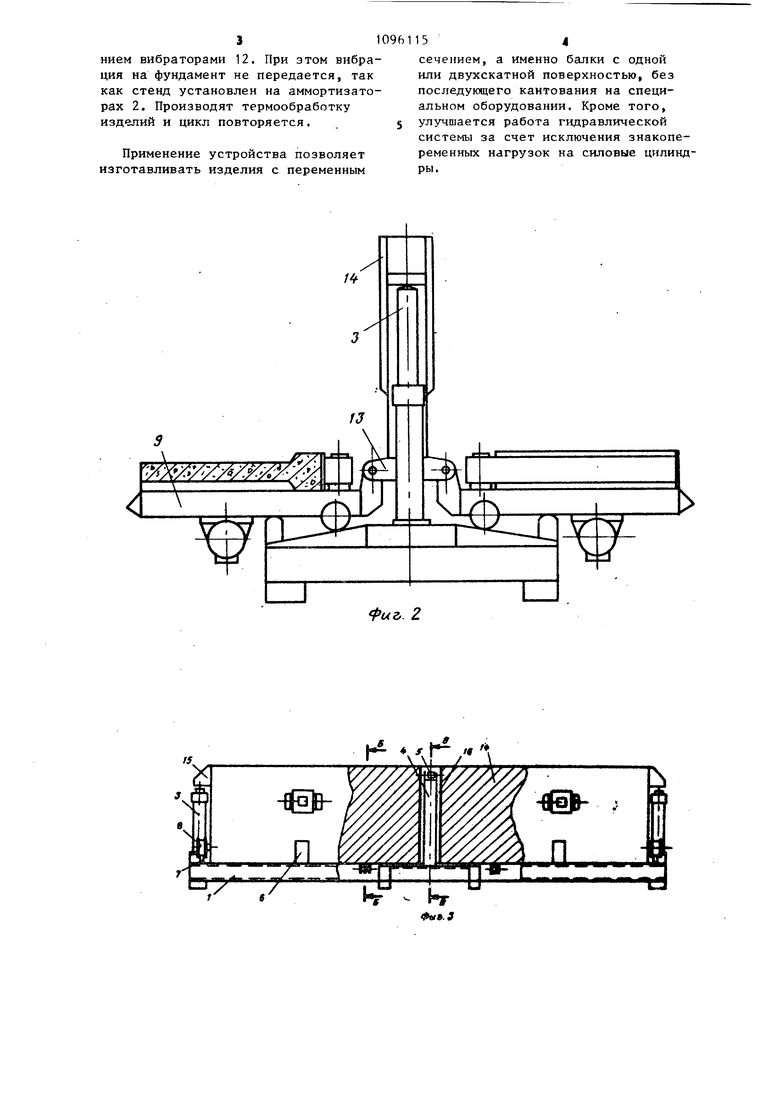
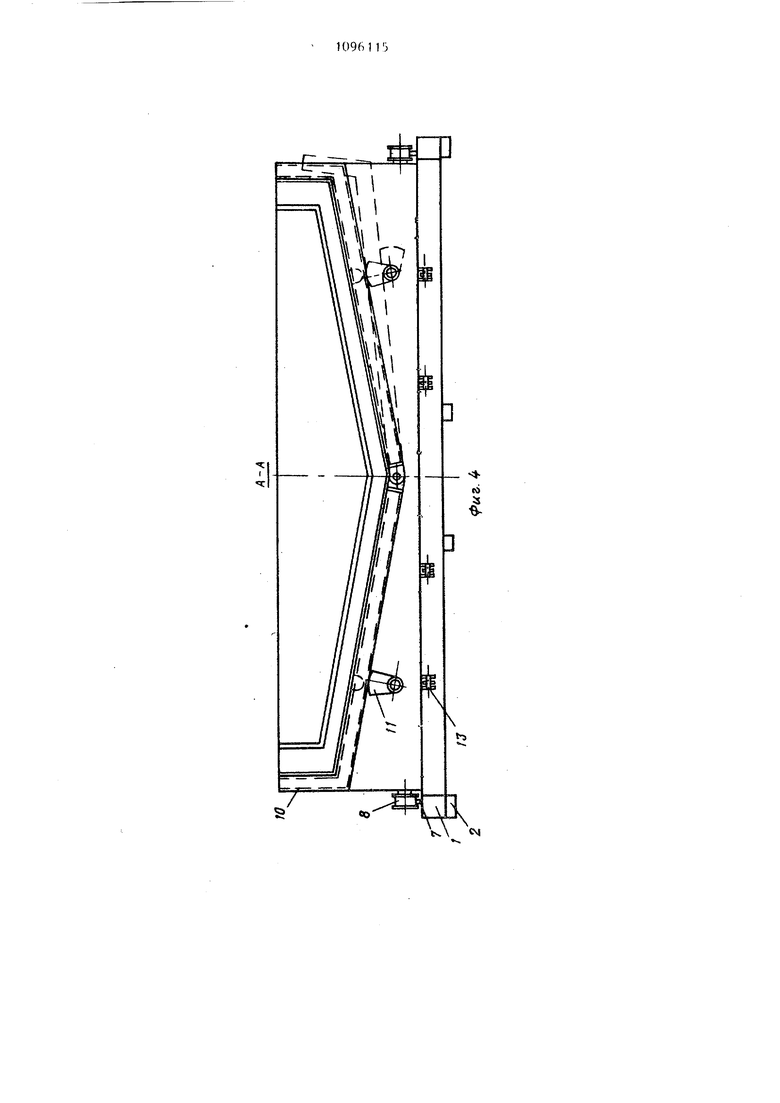
Изобрете.1не относится к оборудованию для изготовления крупноразмерных железобетонных изделий, а именно изделий с переменным сечением. Известен стенд для изготовления железобетонных изделий, содержащий опорную раму, сердечник, поддоны, поворотные щиты и силовые цилиндры Недост.атком известного стенда является невозможность формовать из делия переметпюго сечения лицом вниз (повернутые на 180 от проект ного) без последующего кантования на специальном оборудовании, так ка поворотный щит откидывается на 90° (для удобства обслуживания) без изделия. Изделие остается на нижней бортоснастке, являющейся принадлежностью опорной рамы. Кроме того, си ловые цилиндры испытывают знакопеременную нагрузку в одном направл нии движения. Вначале отрыва поворотных щитов от изделия шток работает на сжатие после прохода центра тяжести щита опорного шарнира шток будет испытывать растягивающие нагрузки, Цель изобретения - упрощение уст ройства и снижение трудоемкости изг товления изделий с переменным сечением. Цель достигается тем, что в устройстве для изготовления железобето ных изделий, содержащем опорную раму, сердечник, поддоны, поворотные щиты и силовые цилиндры, опорная рама снабжена центральной вертикаль ной направляющей и рельсами, наклоненными от нее к периферии, пово ротные щиты-катками, опертыми на рельсы, а сердечник выполнен с отверстием для размещения вертикальной направляющей, установлен с возможностью вертикального перемещекия посредством силовых цилиндров и щарнирно соединен с поворотными щитами. На фиг. 1 схематически изображен предлагаемое устройство, вид с торца; на фиг. 2 - то же, в момент раскрытия поворотных щитов; на фиг. 3 - то же, вид сбоку; на разрез А-А на фиг. 1; на фиг. 5 сечение Б-Б на фиг. 3; на фиг. 6 сечение В-В на фиг. 3. Стенд для изготовления железобетонных изделий состоит из опорной рамы 1, установленной на аммортизаторах 2, на раме смонтированы силовые цилиндры 3, центральная вертикальная направляющая 4 с роликами 5, упоры 6, рельсы 7, наклонные от направляющей 4 к ее периферии. На рельсы опираются катки 8, закрепленные на поворотных щитах 9, на которых шарнирно установлены поддоны 10 и запорные клинья 11, вибраторы 12.Поворотные щиты 9 через шарниры 13,соединены с сердечником 14, снабженным опорами 15 и отверстием 16, и соединяются между собой винтовыми стяжками 17. Устройство работает следующим образом. После окончания термообработки винтовые стяжки 17 снимают. Затем включают силовые цилиндры 3, которые, упираясь в опоры 15 и раму 1, поднимают сердечник 14. Чтобы сердечник 14 поднимался и опускался строго вертикально, направляющая 4 с роликами 5 входит в отверстие 16, воспринимая горизонтальные нагрузки. Масса сердечника 14, внутренняя полость которого заполнена бетоном, выбрана с таким условием-, чтобы она превышала вертикальные нагрузки, возвозникающие в шарнирах 13 от массы поворотных щитов и изделий. Это обеспечивает постоянное давление на штоки гидроцилиндров 3. При подъеме сердечник 14 за шарниры 13 кантует поворотные щиты 9 вместе с изделием вокруг катков 8, которые прокатываются по рельсам 7. Подъем сердечника 14 заканчивается, когда поворотные гциты 9 повернутся на 90° и опустятся на упоры 6. После этого запорные клинья 11 выбивают, поддоны 10 поворачивают относительно шарнира, освобождая подъемные петли изделия, за которые его цепляют к крану. Краном изделие кантуют на 90°, поднимают и устанавливают на склад. Стенд чистят. Поддоны 10 устанавливают в рабочее положение, закрепляя клиньями 11. Наносят смазку, устанавливают арматуру. Сердечник 14 опускают, при этом он через шарниры 13 давит на поворотные щиты 9, Которые, поворачиваясь вокруг катков 8, прижимаются поддонами 10 к с сердечнику 14, занимая исходное оложение. Устанавливают винтовые стяжки 17. Производят укладку бетонной смеси с одновременным уплотне31096
нием вибраторами 12. При этом вибрация на фундамент не передается, так как стенд установлен на аммортизаторах 2. Производят термообработку изделий и цикл повторяется. 5
Применение устройства позволяет изготавливать изделия с переменным
115 4
сечением, а именно балки с одной или двухскатной поверхностью, без последующего кантования на специальном оборудовании. Кроме того, улучшается работа гидравлической системы за счет исключения знакопеременных нагрузок на силовые цилиндры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления железобетонных изделий | 1989 |
|
SU1652066A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU745689A1 |
| Стенд для изготовления железобетонных изделий | 1983 |
|
SU1150077A1 |
| Установка для изготовления железобетонных балок пролетных строений | 1987 |
|
SU1574462A1 |
| Форма-вагонетка для изготовления железобетонных изделий с виброуплотнением | 1982 |
|
SU1071432A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Стенд для изготовления железобетонных балок | 1977 |
|
SU707802A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее опорную раму, сердечник, поддоны, поворотные щиты и силовые цилиндры. о.тличающеес я тем, что, с целью упрощения устройства и снижения трудоемкости изготовления изделий с переменным сечением, опорная рама снабжена центральной вертикальной направляющей и рельсами, наклоненными от нее к периферии, поворотные щиты - катками, опертыми на рельсы, а сердечник выполнен с отверстием для размещения вертикальной направляющей, установлен с возможностью вертикального перемещения посредством силовых цилиндров и щарнирно соединен с поворотными щитами. § (П /, h PuZ. 1
Г
Фиг.. 2 VxtL
В- Б
фиъ. 5
8-В
фиг 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для изготовления железобетонных балок | 1977 |
|
SU707802A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
