Изобретение относится к деревообрабатывающей промышленности, в частности к способам и устройствам для формирования древесноволокнистог ковра при производстве древесноволокнистых плит мокрым способом.
Наиболее близким к предлагаемому является способ формирования древесноволокнистого ковра, включающий напуск потока волокнистой массы на формирующую сетку, обезвожива- . ние ковра и мехенический отжим Ci.
Способ осуществляется устройством для формирования древесноволокнистого ковра, содержащим напускной ящик формирующую сетку, регистровую, отсасывающую и прессовую части.
Недостаток известного способа.заключается в отсутствии поинулительного фракционирования древесных волокон в процессе формирования волокнистого ковра, что, в конечном счете, ухудшает качество волокнистых плит.
Цель изобретения - повышение качества ковра.
Указанная цель достигается тем, что согласно способу формирования древесноволокнистого ковра в начальной стадии процесса обезвоживания осуществляют фракционное разделение волокон путем пропуска верхней части потока через сеточньй классификатор при частоте колебаний последнего 2-90 Гц с углом атаки 2-30°.
Установка для формирования древесноволокнистого ковра снабжена сеточным классификатором, который установлен в регистровой части с зазором относительно формирующей сетки.
На фиг.1 изображена установка для осуществления предлагаемого способа формирования древесноволокнистого ковраJ на фиг.2 - размещение сеточного классификатора в регистровой части установки.
Устройство включает напускной ящик 1, формирующую сетку 2, регистровую 3, отсасывающую 4 и прессовую 5 части. Устройство снабжено сеточным классификатором 6, который установлен в регистровой части 3 с зазором отноёительно формирующей сетки 2.
Сеточньй классификатор 6 соединен с генератором 7 низкочастотных колебаний посредством тяги 8 и подвижно закреплен на корпусе отливной машины 9 посредством амортизирующей подвески 10, имеющей по меньшей мере две степени свободы. В качестве генератора низкочастотных колебаний может быть использовано вибратор отливной машины.
Способ формирования ковра осуществляют следующим образом.
Древесноволокнистая масса истекает из напускного ящика 1 на фop ирующую сетку 2 и обтекает сеточньй классификатор 6. Классификатор совершает колебательные движения при
частоте 2-90 Гц в вертикальной
плоскости. Так как классификатор расположен в верхней части потока древесноволокнистой массы, при движении сетки вниз мелкие частицы проходят через ее ячейки, оказываются над сеткой и смываются с нее потоком воды, фильтрующейся через сетку классификатора. Крупные волокна не могут пройти через ячейки и движутся
вместе с остальной частью потока под классификатором. Затем поток мелких частиц стекает сверху на крупные волокна, прошедшие под сеткой, и формирует верхний слой древесноволокнистого ковра.
Пример 1. В потоке волокнис той массы в регистровой части отливной мапины устанавливают под углом
атаки 2 сеточньй классификатор с размером ячеек 4x4 мм. Классификатору придают колебательное движение с частотой 90 гц и амплитудой около 15 мм. В этом случае при степени
размола д ревесноволокнйстой массы, например, 19,5 ДС в верхних слоях древесноволокнистого ковра оказьшается масса со степенью размола около 23 ДС. Такое перераспределение
волокон увеличивает прочность плит от 38,7 до 42,0 МПа и улучшает качество их поверхности.
Пример 2. В потоке волокнистой массы в регистровой части отливной машинв устанавливают под углом атаки IS сеточный классификатор с размером ячейки 4x4 мм. На классификатор накладывают вибрационное поле частотой 10 Гц и амплитудой около 15 мм. В этом случае при степени размола.исходной массы,например, 21 ДС в верхних слоях оказывается масса со степенью помола 25-28 ДС. Такое перераспределение волокон дает увеличение прочности плит от 40,1 до 52,0 МПа. Пример 3. В потоке древес новолокнистой массы устанавливают сеточный классификатор под углом атаки 30°. Классификатору придают колебательное движение с частотой 2 Гц и амплитудой около 15 мм. При степени размола исходной древе 284 новолокнистой массы, например, 18 ДС, в верхние слои ковра перераспределяется масса со степеною раз, мола 23,5 ДС, что повьшзает прочность плит с 37,2 до 43,6 МПа. Качество поверхности также улучшается. Фракционное разделение волокон в начальной стадии процесса обезвоживания позволяет повысить прочностные показатели плит и улучшить их поверхность.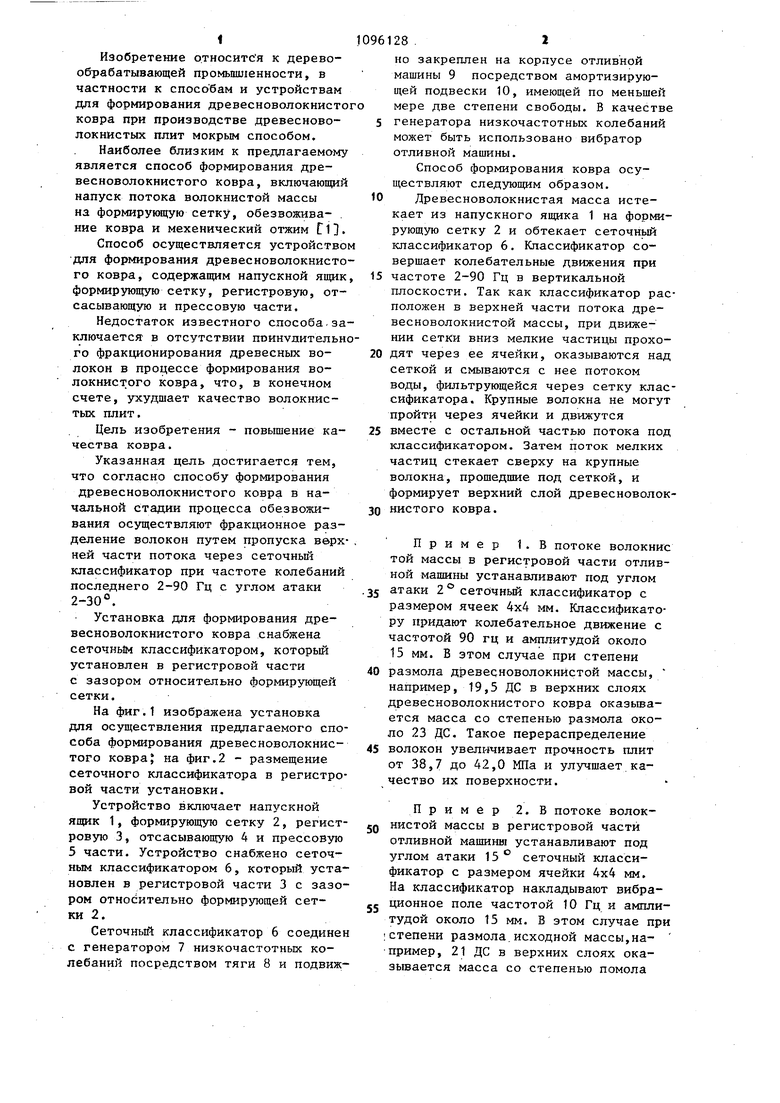

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1406277A1 |
| Устройство для формования древесноволокнистых плит | 1989 |
|
SU1645325A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Способ изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1381224A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Устройство для формирования ячеистого ковра из древесноволокнистой массы | 1986 |
|
SU1339032A1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| Система управления формированием древесноволокнистого ковра | 1991 |
|
SU1813038A3 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
1. Способ формирования древесноволокнистого ковра, включающий напуск потока волокнистой массы на формирующую сетку, обезвоживание ковра, механический отжим, о т л ичающийся тем, что, с целью повышения качества ковра, в начальной стадии процесса обезвоживания осуществляют фракционное разделение волокон путем пропуска верхней части потока через сеточный классификатор при частоте колебаний последнего 2-90 Гц с углом атаки 2-30°. 2. Устройство для формирования древесноволокнистого ковра, включающее напускной ящик, формирующую сетку, регистровую, отсасыва ющую и прессовую части, отличающееся тем, что, с целью повышения качества ковра, установка снабжена сеточным классификатором, который с: установлен в регистровой части с зазором относительно формирующей сетки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Баженов В.А., Карасев Е.И., Мерсов Е.Д | |||
| Технология и оборудование древесных плит и пластиков, М | |||
| , Лесная промышленность, 1980, с | |||
| Русская печь | 1919 |
|
SU240A1 |
