113
Изобретение относится к технологии древесно-волокнистьк плит мокрого способа формования и может быть использовано в деревообрабатывающей
промьшшенности при производстве строительных материалов.
Цель изобретения - снижение расхода связующих и гидрофобных добавок и снижение токсичности оборотных и сточных вод.
П р и м е р .1. Древесное сырье со следую1цим породным составом: 30-50% хвойной и 70-50% лиственной древесины размалывают в дефибраторе при температуре пара 175-183°С и давлении насьпценного пара на входе в пропарочную камеру дефибратора 0,8-1,0 МПа и рафинаторе при манометрическом давлении 3jO-4jO Mlla. Степень помола массы после рафинатора составляет 23 ДС. Волокнистую массу подают в бассейн рафинаторной массы, где создают кислотность среды РН 4,0-4,5.
Затем массу концентрацией 1,5% подают в напускной ящик, откуда она самотеком поступает на регистровую часть плоскосеточной отливной машины. При этом происходит начальная стадия формирования волокнистого ковра. В регистровой части отливной машины формирование ковра характеризуется несколькими стадиями. Под действием гравитационных сил на регистровой части отливной машины волокнистая масса обезвоживается до влажности 92%. После этого в процессе прохождения ковра через отсасывающую часть отливной машины на поверхность волокнистого ковра с помощью центробежной форсунки наносят проклеивающий состав; фенольное связывающее в количестве 1% к массе абсолютно сухого волокна и гидрофобную добавку в количестве 0,5% к массе абсолютно сухого волокна.
При прохождении ковра в отсасывающей части отливной машины проклеивающий состав распределяется в межволоконном пространстве, освобожден- ном от воды за счет принудительной
2242
фильтрации(вакуумирование при давлении 0,01-0,06 МПа).
При этом частицы смолы вступают в контакт с поверхностью волокон и фиксируются на их. активных участках. Потери проклеивающего состава в подсеточные воды на этом участке отливной мащины минимальны. Древес п но-волокнистый ковер на отсасывающей части отливной машины обезвоживается до влажности 88%. Затем сформированный ковер поступает в прессовую часть отливной машины, где обез 5 воживается до влажности 70%.
Прессование плит осуществляют при температуре 190-210 С, удельном давлении 5,0-5,5 МПа, а термообработку- в камере при температуре 145-160 С в
20 течение 3-3,5 ч.
Показатели плит и сточных вод приведены в таблице.
Примеры 2-5 аналогичны примеру 1. Отличие состоит только в расходе
25 связующих и гидрофобных добавок.
Таким образом, предлагаемый способ позволяет снизить расход связующих и гидрофобных добавок и снизить ТОКСИЧНОСТЬ оборотных и сточных вод
30 путем повьш1ения удержания проклеивающего состава в древесно-волокнистом ковре.
Формула изобретения
Способ изготовления древесно-во- локнистых плит мокрым способом, включающий подготовку древесных частиц, их проклеивание упрочняющими
и гидрофобными добавками, формирование ковра в регистровой, отсасывающей и прессовой частях плоскосеточной отливной машины, прессование и термообработку плит, отличающийся тем, что, с целью снгасе- нйя расхода связующих и гидрофобных добавок и снижения токсичности оборотных и сточных вод, проклеивание осуществляют путем нанесения гидрофобных и упрочняющих добавок на ковер
в процессе прохождения ковра через отсасывающую часть отливной машины.
Физико-механические показатели древесно-волокнистых плит и характеристика сточных вод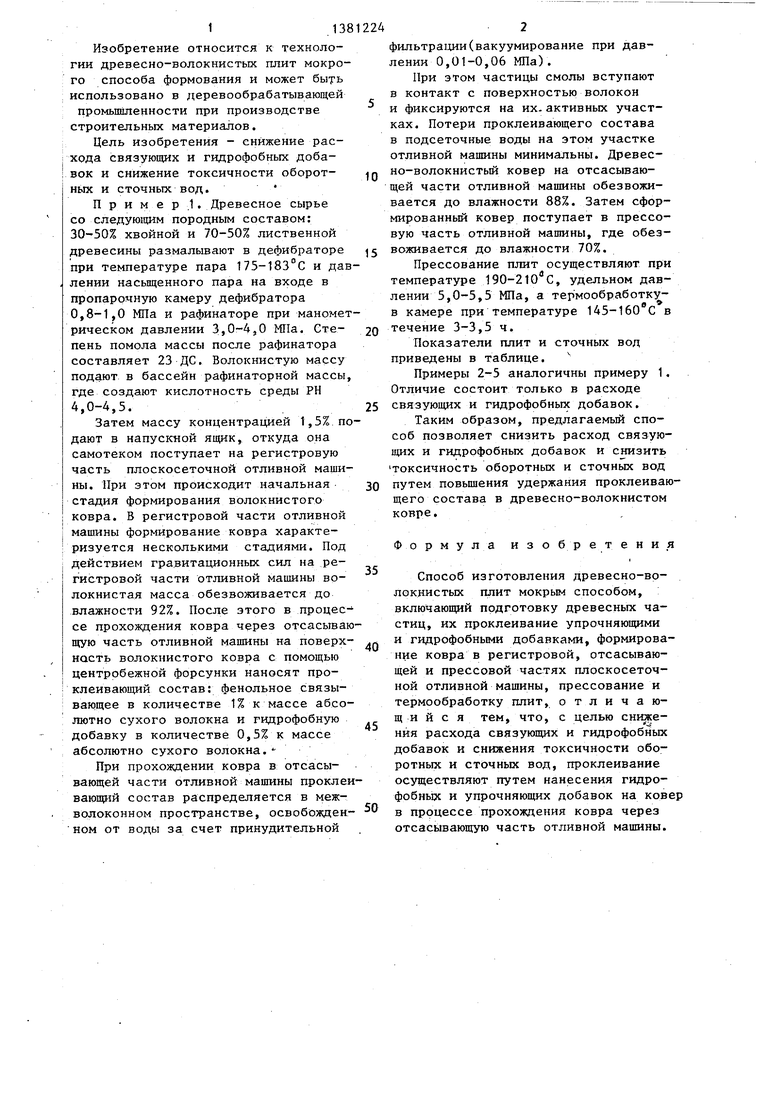
| название | год | авторы | номер документа |
|---|---|---|---|
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Способ производства древесноволокнитых плит с полной рециркуляцией воды | 1981 |
|
SU954253A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1406277A1 |
| Способ изготовления древесноволокнистых плит | 1977 |
|
SU638485A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТНОГО МАТЕРИАЛА ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 1993 |
|
RU2034702C1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Способ производства древесноволокнистых плит с облагороженной поверхностью и линия для его осуществления | 1979 |
|
SU889473A1 |
| Способ изготовления древесно-волокнистых плит | 1989 |
|
SU1694764A1 |
Изобретение относится к дерево- обрабатьшающей промьшшенности. Цель изобретения - снижение расхода связующих и гидрофобных добавок и снижение токсичности оборотных и сточных вод. Древесное сырье размалы вают в дефибраторе и рафинаторе. Волокнистую массу подают в бассейн рафинаторной массы с кислотностью среды рН 4,0-4,5. Затем .массу концентрацией 1,5%, подают в напускной ящик, откуда она самотеком поступает на регистровую часть плоскосеточной отливной машины (ОМ). В регистровой части ОМ волокнистую массу обезвоживают до влажности 92%. На поверхность волокнистого ковра в процессе его прохождения через отсасывающую часть ОМ наносят проклеивающий состав. В качестве проклеивающего состава используют фенольное связующее в количестве 1% к массе абсолютно сухого волокна и гидрофобную добавку в количестве 0,5%. Сформированный ковер поступает в прессовую часть ОМ, где обезвож11вается до влажности 70%. Прессование плит осуществляют при 190-21и С и удельном давлении 5,0-5,5 МНа. Термообработку плит в камере осуществляют при 145-160°С в течение 3-3,5 ч. 1 табл. 9 (Л 09 оо ю tsD
Прочность при статическом
| Дроздов М.Я., Кунин В.И | |||
| Производство древесно- волокнистых плит | |||
| М | |||
| Высшая школа, 1979, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Способ изготовления материала,типа плит,из древесного волокна | 1973 |
|
SU490683A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
