а
vj
ч
Изобретение относится к деревообрабатывающей промышленности, в частности к технологии изготовления древесно-волокнистых плит.
Цель изобретения - повьшение точности изготовления плит по толпщне.
Цель достигается тем, что согласно способу изготовления древесно-волокнистых плит путем подачи дре весно-волокнистой массы на сетку отливной машины, формирования древес но-волокнистого ковра за счет удаления воды в регистровой и сосунной части отливной машины и последующего горячего прессования и сушки плит, определяют расход воды, удаляемой из ковра в сосунной части отливной маши |НЫ, сопоставляют с заданным расходом определяемым по эталонным образцам калиброванных плит и по величине рассогласования обоих расходов регулируют количество древесно-волокнистой массы, подаваемой на сетку отливной машины..
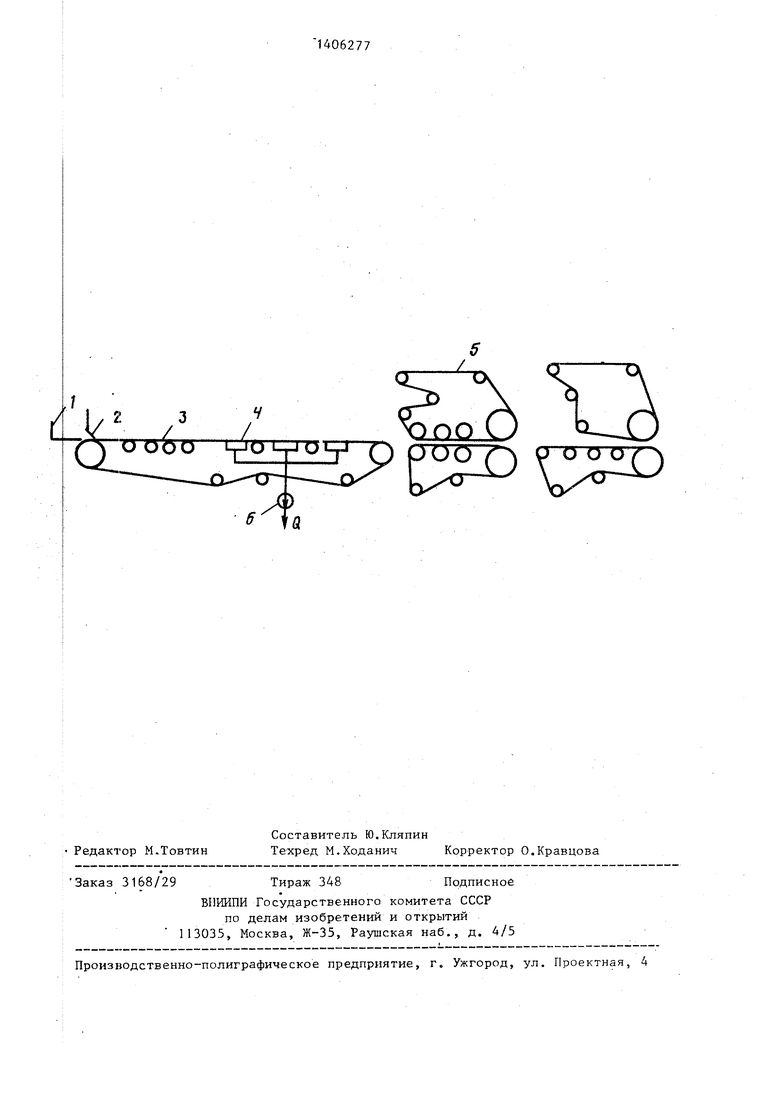
На чертеже показана схема изготовления древесно-волокнистых плит.
Она содержит напускной ящик плоскосеточной отливной машины 1, имеющий регулируемую заслонку 2, плоско- сеточную отливную машину, состоящую из регистровой 3. 1Сосунной 4 и прессовой 5 частей, В сосунной части отливНой машины 4 установлен измеритель количества удаленной воды 6.
П р и м е р. Древесно-волокнистая масса поступает в напускной ящик 1 и через щель между сеткой отливной машины и заслонкой 2 наливается на сетку регистровой части отливной ма- шины 3, где происходит удаление воды под действием гидростатического напора. Количество воды, содержащейся в древесно-волокнистом ковре после регистровой части отливной машиныf зависит от количества содержащегося в ковре древесного волокна, удерживающего воду.
Дальнейшее удаление влаги происходит в сосунной части отливной.маши ны 4 под действием вакуума. Количество удаляемой при этом воды определяется количеством волокна, проходящего через сосунную часть и удер живающег о влагу.
Измерительное устройство 6 определяет расход удаленной из сосунной части воды, например, по формуле
Пл. ренсч
А + BQ,- где А - коэффициент
о 5
Q
5
зависящий от применяемой при отливе сетки и температуры древесно-волокнистой массы, определяемый путем проведения эксперимента и обработки результатов методом регрессивного анализа, мм; В - коэффициент, зави- сяш;ий от величины вакуума в сосунной части отливной машины, определяемый путем проведения эксперимента и обработки результатов методом регрессионного анализа, мм-ч/м ; h рисч расчетная толщина плит, мм О - количество удаленной в сосунной части отливной ма1Ш1ны воды, определяют расчетную толщину плит, сравнивают ее с заданной, а количество наливаемой на сетку отливной машины древесно-волокнистой массы изме- няют на величину рассогласования обоих расходов путем изменения положения массной заслонки.
Древесно-волокнистый ковер формировали в производственных условиях на отливной машине ХВ-1700, при скорости сетки 17 м/мин, концентрации массы в напускном ящике 1,6- 1,8%, степени размола древесно-волокнистой массы 24-26 ДС, давлении в сосунах 0,03 МПа, при применении на отливе крученой сетки № 8, имеющей 10% износа, температуре древесной массы 64 С.
В проводимых экспериментах А 1,94, В 0,0105, следовательно, уравнение регрессии имеет вид hp цр 1,94 +0,0105.
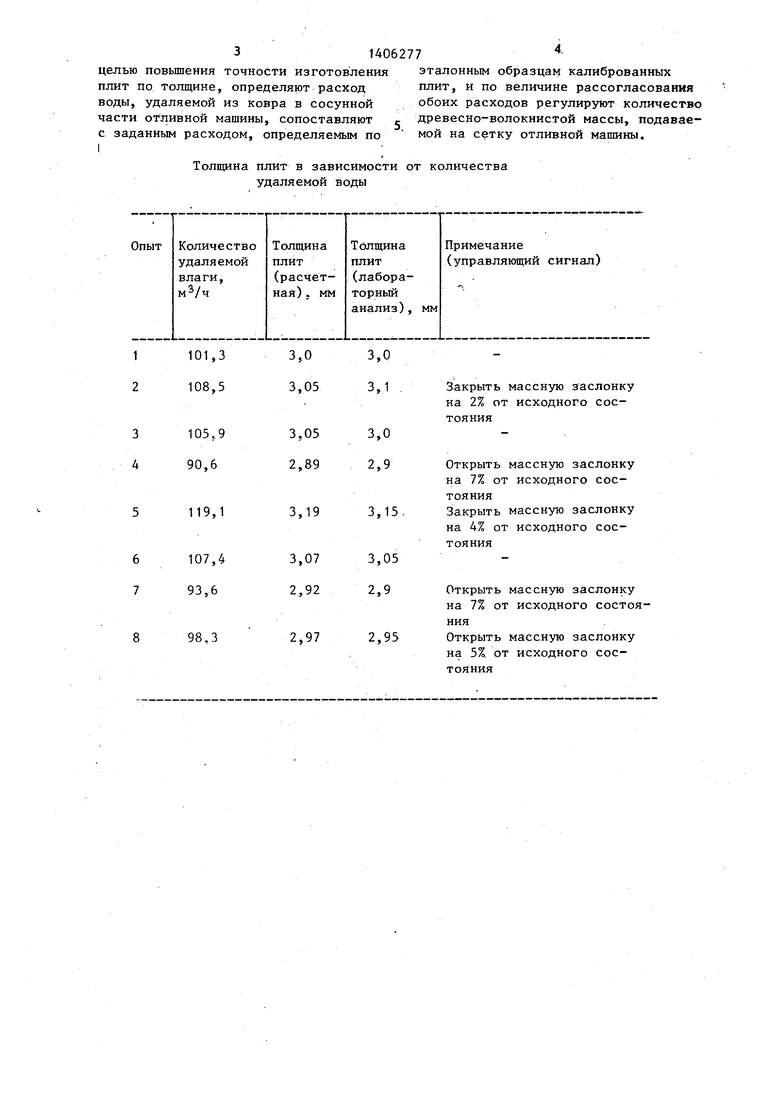
Данные, подтверждающие повышение точности поддержания заданной толщины плит, приведены в таблице. - Предлагаемый способ позволяет повысить точность поддержания толщины плит для плит толщиной 3,2 мм до +0,2 мм (в прототипе аналогичный показатель составляет +0,3 мм), что, в свою очередь, позволяет экономить древесное сырье.
Формула изобретения
Способ изготовления древесно-волокнистых плит путем подачи древесно-волокнистой массы на сетку отливной машины, формирования древесноволокнистого ковра за счет удаления воды в регистровой и сосунной частях отливной машины и последующего горячего пресГЬования и сушки плит, о т- личающийся тем, что, с
31406277
целью повышения точности изготовления эталонным образцам калиброванных плит по толщине, определяют расход плит, и по величине рассогласования воды, удаляемой из ковра в сосунной части отливной машины, сопоставляют ,- с заданным расходом, определяемым по I
обоих расходов регулируют количество древесно-волокнистой массы, подавае мой на сетку отливной машины.
эталонным образцам калиброванных плит, и по величине рассогласования
обоих расходов регулируют количество древесно-волокнистой массы, подаваемой на сетку отливной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Устройство для формования древесноволокнистых плит | 1989 |
|
SU1645325A1 |
| Способ изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1381224A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Способ формирования древесноволокнистого ковра и устройство для его осуществления | 1982 |
|
SU1096128A1 |
| Устройство для изготовления ячеистыхМягКиХ дРЕВЕСНОВОлОКНиСТыХплиТ | 1979 |
|
SU794105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТНОГО МАТЕРИАЛА ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 1993 |
|
RU2034702C1 |
| Устройство для формирования ячеистого ковра из древесноволокнистой массы | 1986 |
|
SU1339032A1 |
| Способ изготовления мягких биостойких древесно-волокнистых плит | 1986 |
|
SU1373743A1 |
| Линия изготовления древесно-волокнистых плит | 1984 |
|
SU1234191A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к технологии изготовления древесно-волокнистых плит. Целью изобретения является повышение точности изготовления плит по толщине. При осуществлении способа количество наливаемой из напускного ящика на сетку отливной машины древесно-волок- нистой массы устанавливают в зависимости от расхода воды, удаляемой в сосунной части отливной машины. При этом по величине рассогласования между заданным расходом, определяемым по эталонным образцам калиброванных плит, и фактически расходом воды, удаляемым из сосунной части отливной машины, регулируют количество древесно-волокнистой массы, надеваемой на сетку отливной машины. Благодаря такой корректировке повышается точность изготовления плит по толщине.- 1 ил. i (Л
Толщина плит в зависимости от количества удаляемой воды
2,97
на 2% от исходного состояния
Открыть массную заслонку на 7% от исходного состояния
Закрыть массную заслонку на 4% от исходного состояния
Открыть массную заслонку на 7% от исходного состояния
Открыть массную заслонку на 5%. от исходного состояния
| Баженов В.А., Карасева Е.И., Мерсова Е.Д | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| М., 1980, с | |||
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
| Дроздова И.Я-., Кунина В.М | |||
| Производство древесйо-волокнистых плит | |||
| М., 1979, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
