Известны способы ультразвуковой обработки фасонных поверхностей и полостей деталей из труднообрабатываемых материалов, являющихся проводниками электрического тока. Однако эти способы имеют очень низкую производительность.
Предлагаемый способ устраняет указанный недостаток. Это достигается тем, что инструмент и обрабатываемую деталь подключают к источнику постоянного тока и производят обработку в электролите.
Описываемый способ, заключающийся в комбинированном применении ультразвукового резания и анодного растворения (электрополировки), позволяет при обработке, например, щтамповой стали 5ХНВ и титанового сплава ВТ2 увеличить производительность в 3-4 раза по сравнению с обычной ультразвуковой обработкой.
Обработку производят на ультразвуковой установке в соответствующем электролите, например в 20%ном растворе NaCl, содержащем абразив оптимальной зернистости и концентрации (например, карбид
бора N° 240 30%-ной концентрации). В этом случае зерна абразива будут воздействовать не непосредственно на вязкий обрабатываемый материал (закаленная сталь, титан, жаропрочный сплав), а на хрупкую пленку окислов, которая образуется на аноде при прохождении э.; ектрического тока через электролит.
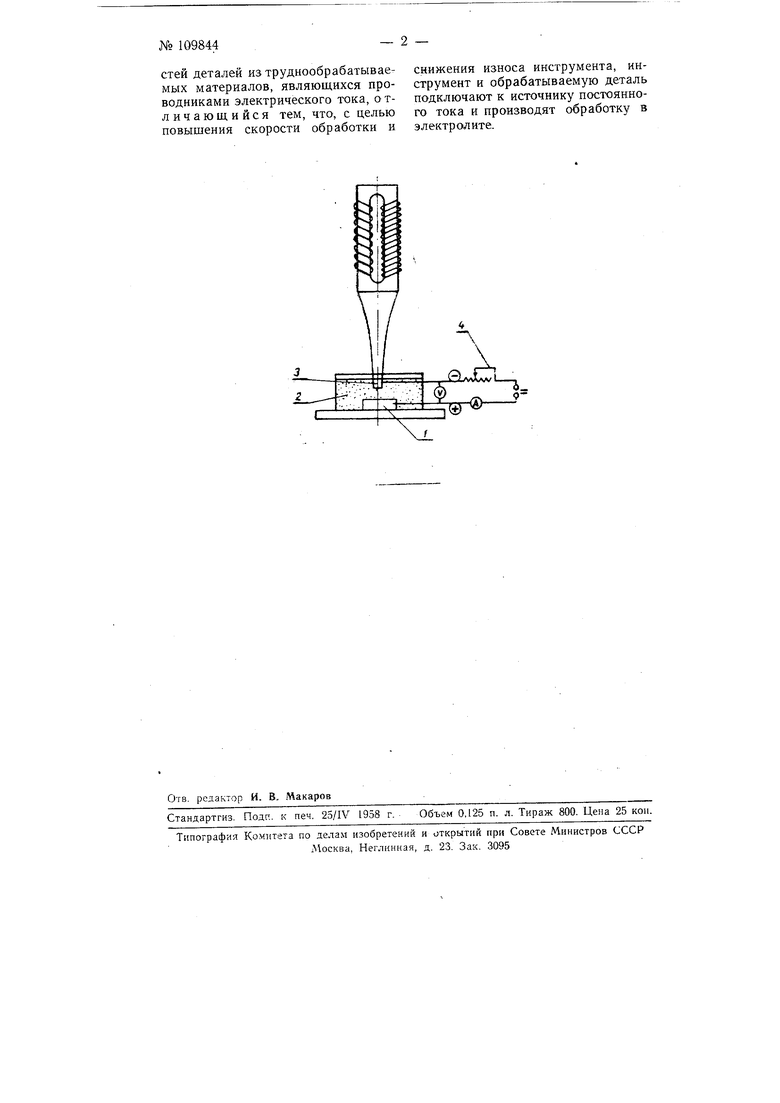
Принципиальная схема, поясняющая описываемый способ, показана на чертеже. Деталь / закрепляется внутри облицованной свинцом ванны 2 с электролитом, содержащим абразив. К обрабатываемому изделию / подводится положительный полюс источника постоянного тока, а к инструменту 3 - отрицательный. В качестве источника тока могут быть использованы два - три соединенных последовательно селеновых выпрямителя ВСГ-ЗМ. Регулирование плотности тока осуществляется с по.мощью реостата сопротивления 4.
Предмет изобретения
Способ ультразвуковой обработки фасонных поверхностей и поло№ 109844 стей деталей из труднообрабатываемых материалов, являющихся проводниками электрического тока, отличающийся тем, что, с целью повышения скорости обработки и снижения износа инструмента, инструмент и обрабатываемую деталь подключают к источнику постоянного тока и производят обработку в электролите.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резания металлов, в частности тру днообрабатываемых жаропрочных сталей и сплавов, лезвийным инструментом | 1956 |
|
SU121638A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| Способ повышения точности ультразвуковой обработки хрупких материалов | 1961 |
|
SU144099A1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНЫМИ КРУГАМИ | 2012 |
|
RU2522503C2 |