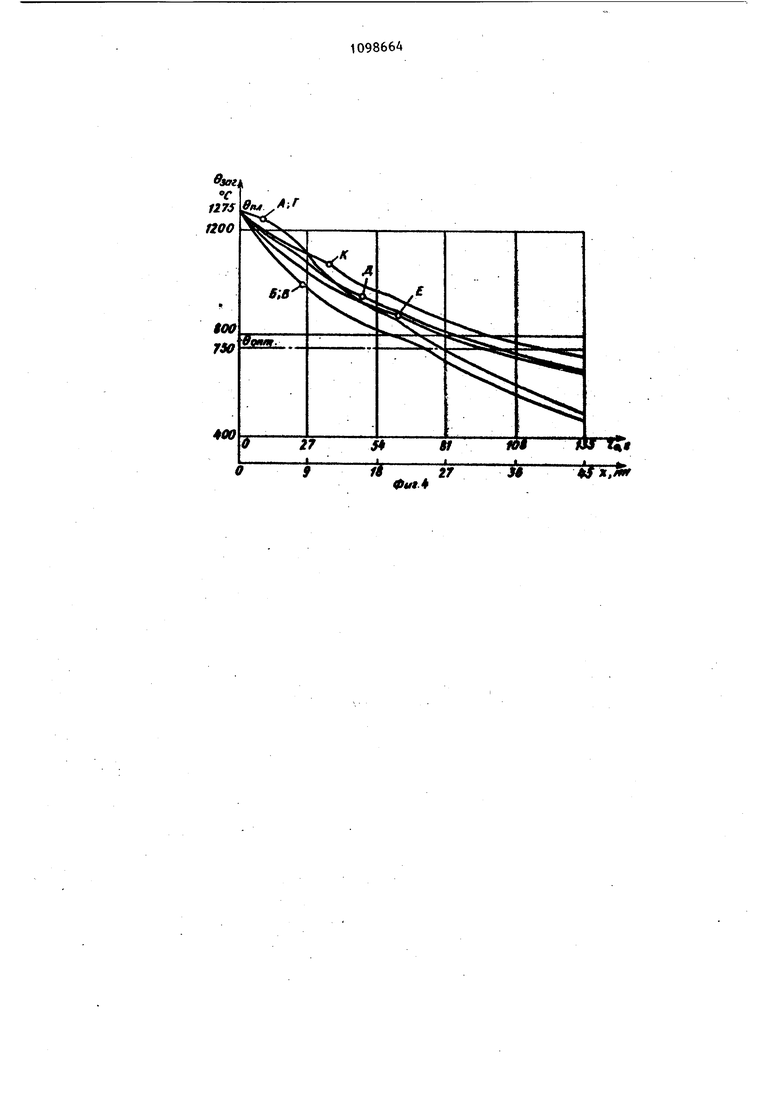
Изобретение относится к механической обработке и может быть использовано при обработке деталей в процессе их автоматической наплавки труднообрабатываемьгм материалом. Известен способ механической обработки деталей, наплавляемых твердым сплавом, при котором режущему инструменту, находящемуся.на расстоянии от наплавочного электрода, определяемом временем остывания наплавляемой полосы до оптимальной для резания температуры, сообщают движение, согласованное с перемещением относительно детали наплавочного электрода 1 . Однако известный способ не обеспечивает постоянство высокой обрабатываемости наплавляемой на деталь полосы, образованной последовательными колебаниями электрода (строчно-поперечная схема наплавки), ввиду того, что края и середина этой полосы охлаждаются с различной интенсивностью В этом случае режущий инструмент, следуя за электродом на неизменном расстоянии, вступает в контакт с наплавкой, охлажденной до различных температур и имеющий, вследствие этого, различную обрабатываемость. Кроме того, жесткая привязка режущего инструмента к наплавочному элект роду не позволяет изменением скорости перемещения инструмента добиться увеличения стойкости отдельного инструмента, при этом наличие постоянного контакта с наплавкой не позволяет производить смену изношенного режущего инструмента без остановки процесса наплавки. Поэтому производительность способа механической обработки осуществляемой в процессе автоматической наплавки, определяемая длитель ностью процесса наплавки, падает, а качество изделия в месте сплавления охлажденного за вр.емя остановки и вновь наплавленного металла уменьшается. .Цель изобретения - обеспечение высокой обрабатываемости наплавляемой на деталь полосы при строчно-поперечной схеме наплавки, а также повышение .качества наплавки и производительности процесса. Поставленная цель достигается тем, что согласно способу механической обработки деталей в процессе автоматической наплавки, заключающемуся в том, что режущему инструменту, находя щемуся на определенном от наплавоч,ного электрода расстоянии, сообщают движение, согласованное с перемещением относительно детали наплавочного электрода, в процессе обработки наплавочному электроду и инструменту сообщают относительное дугообразное движение с максимальной выпуклостью посредине наплавляемой полосы, при этом каждая точка траектории движения инструмента отстоит в продольном направлении от траектории движения электрода на расстоянии, определяемом выражением , н VlScr ) -( где 1 - продольное расстояние между траекториями движений электрода и инструмента для.м-й точки с заданной поперечной координатой-, шаг наплавки время одного цикла обработки Г Т время остывания до оптималь01 I Oii ной для резания температуры точек наплавки, имеющих соответственно одинаковую с заданной поперечную координату и симметричную последней относительно продольной оси; время остановки электрода в конце хода, необходимое для перемещения заготовки на шаг наплавки. Кроме того, с целью повышения качества наплавки и производительности процесса, циклично работающему инструменту сообщают скорость, превьш1ающую скорость наплавки припуска, и перемещают его на длину хода, превышающую ширину наплавляемой полосы. На фиг. 1 приведена технологическая схема обработки (I вариант); на фиг. 2 - то же, (II рариант); на фиг. 3 - циклограмма работы установки-, на фиг. 4 - график остывания точек наплавки-, на фиг. 5 - график относительного охлаждения точек наплавки. Строчно-поперечная схема наплавки (фиг. 1) полосы 1 на заготовку 2 с помощью наплавочного электрода 3 характеризуется последовательными колебаниями наплавочного электрода со скоростью V на длину L, - ширину наплавляемой полосы (без учета растекания металла) с остановками в конце ходов на время ост необходимое для перемещения заготовки на шаг наплавки Т, . При этом режущий инструмент - резец или фрезу 4 - перемещают со скоростью V по криволинейной траектории характеризующейся точками наплавки, имеющими оптимальную для резания тем пературу. Инструмент начинает движение после завершения подачи заготовки на шаг наплавки t (фиг. 3). Вьтолнив один рабочий, ход (для фрезерования и двойной ход для строгания), при кото ром снимается полоса металла ширино равной шагу наплавки, инструмент останавливают. Предлагаемый способ может быть та же осуществлен по технологической схеме второго варианта обработки (фиг. 2). Суть относительного движения электрода и инструмента заключается в том, чтобы изменением продолжительности остывания различных точе наплавки добиться охлаждения металла до оптимальной для резания температу ры в момент его удаления. Для устано ления этой зависимости исследуют тем пературное поле наплавки в, точках IA; Б, В, Г, Д, Е, Ж, И, К, Л, М, в результате получают зависимости температуры на поверхности наплавки от времени охлаждения . f ( TQ) (фиг. 4) для упомянутых точек. Ось характеризует расстояния вдоль полосы, масштаб ее определяется таким образом: время одного хода электрода и одной остановки его соответству ет длине вдоль оси X , равной шагу наплавки -fc . Установлено, что по мере удаления точек от середины наплавляемой полосы (точка К) интенсивность охлаждения возрастает, кривые охлаждения точек Ж, М, И (фиг. 4 не показаны) через некоторое время располагаются между кривыми А и В. Дпя каждого обрабатываемого материала ранее определяют оптимальные режимы обработки в том числе температуру заготовки ( 0Qp). Зная эту температуру, по конкретному графику6g,j,A..;W { (TL) определяют оптимальное (абсолютное - от момента наплавки) время охлаадения. Однако в связи с тем, что точки, лежащие вдоль отдельной .строчки, наплавляются последовательно, начало охлаждения для них будет отличаться на время, необходимое электрытия расстояния между ом этого, а также принимая что начало обработки соокончанию наплавки очереди подачи электрода на щаг г. 3), строят график отнохлаждения точек наплавки е мя одного цикла обработки ЭБА ост время продольного хода наплавочного электрода, cj время остановки электрода в конце хода на перемещение заготовки на шаг наплавки, С-, время прохождения электродом расстояния между точками Б и Д, также Б и Л,с; время на охлаждение соответствующей точки (например, Л и Л) до оптимальной для резания температуры среднее относительное время охлаждения до в Двух точек Л и Д наплавленной строчки, расположенныхсимметрично относительно оси полосы с условньм началом охлаждения, соответствующим началу механической обработки-; скорость .перемещения наплавочного электрода, мм/с средняя скорость удлинения наплавляемой полосы, мм/с; шаг наплавки, мм; М , где расстояние вдоль полосы по линиям, проходящим через точки Б, А, Л, Д, К, между траекториями перемещения наплавочного электрода и режущего инструмента. (Из сопоставления фиг. 1 и 5 Цд U, ; Цд Цн -k Lxj,, I Л Lg- U ; разница в относительном времени остывания до вопт точек Л и Д, лежащих на одной строчке и симметричных относительно продольной оси полосы. В верхней части фиг, 5 графически определено среднее относительное время охлаждения до Двух произвольно выбранных точек Л и Д наплавленной строчки, расположенных симметрично относительно оси полосы Трд.рдд , которое может быть преобра зовано в расстояние от оси последней наплавленной строчки (соответствует по времени началу механической обработки) до точки на поверхности наплавленной полосы с б по формуле °° --оосрЛА Это преобразование выполнено в ни ней части фиг. 5. Здесь же графически определены расстояния вдоль полосы между точками на траектории движе ния наплавочного электрода и режущего инструмента. Эта зависимость мате матически может быть представлена в виде или в общем сл5гчае fc Таким образом, для определения расстояния вдоль полосы между траекториями движения электрода и инстру мента достаточно знать параметры про цесса наплавки (i , Тц , С, ) и располагать данными о закономерностя охлаждения двух точек наплавленной строки, симметричных относительно ос полосы, одна из которых имеет одинак вую поперечную координату с заданной Анализируя построения, приведенны на фиг. 5, и зависимость (1) можно сделать вывод, что кривая относитель ной траектории движения электрода и инструмента симметрична относительно оси полосы и имеет максимальную выпуклость посредине: ОА ОД Закономерности, определенные для схемы обработки по фиг. 1, являются отнбсительными, они сохраняются и для схемы обработки по фиг. 2, так как относительное среднее время осты вания точек наплавки до оптимальной для резания температуры остается не изменным. Для графического определения коор динат криволинейного перемещения нап лавочного электрода согласно схемы на фиг. 2 необходимо совместить точки на усредненных кривых охлаждения ®эо(Г Чо) с на прямой (температура плавления) получим точки, соответствующие продольным расстояниям между траекториями наплавочного электрода и инструмента. Реализация способа обработки по схеме на фиг. 2 предпочтительнее, так как конструкция силового узла для механической обработки оказывает более простой и надежной, менее металлоемкой и габаритной. Кроме того, по сравнению с известным при осуществлении предлагаемого способа циклично работающему режущему инструменту (фиг. 3) сообщают скорость, превьшающую скорость наплавки припуска, перемещают его на длину хода, превыщающую ширину наплавляемой полосы, при этом в конце хода во время остановки, служащей для выравнивания производительности наплавки припуска и его удаления в течение одного цикла обработки, не прерывая процесса наплавки, производят замену изношенного режущего инструмента. Способ механической обработки деталей в процессе автоматической наплавки щирокой полосы реализован на специальной установке, состоящей из поперечно-строгального станка и сварочной головки АБС, модернизированной под наплавку лентой и снабженной механизмом, который при прямолинейном перемещении корпуса головКи сообщает дополнительные поперечные перемещения наплавочной головке, благодаря чему последняя суммарно осуществляет криволинейные возвратные движения относительно прямолинейных возвратнопоступательных перемещений резца. Пример . На описанной установке (схема движений согласно фиг. 2) проводят строгание в процессе автоматической наплавки сормайта в соответствии с циклограммой фиг. 3. До осуществления процесса проводят предварительные стойкостные исследования, в результате которых устанавливают оптимальные для данных условий обработки материал и геометрию режущего инструмента, режимы резания и температурный режим. Для конкретной заготовки и отработанных ранее режимах наплавки проводят температурные исследования для пар точек, симметричных относиетльио оси полосы. Зависимости температуры в точках наплавки (фиг. 1) от абсолютного (начиная с момента наплавки) времени охлаждения показаны на фиг. 4, На фиг.5 изображены эти же зависимости с учетом корректировки времени начала остывания на момент начала механической обработки - зависимости температуры заготовки в выбранных точках от относительного времени остыванияр д (C-v,) . На этой же фигуре показано оо каким образом усредняются температуры точек, симметричных относительно продольной оси наплавленной полосы, и преобразование относительного време ни остывания в относительное продольное расстояние между точками траекторий наплавочного электрода и резца. При нанесении упомянутых точек траекторий на поверхность полосы и их соединений оказьгоается (фиг. t,) что траектория относительного перемещения электрода и режущего инструмента представляет собой дугообразную с максимальной выпуклостью посредине, равной 14 мм, которую удовлетворительно можно заменить дугой. Графически построенные траектории относительно движения электрода и инструмента совпадают с построенными на основании математической зависимости. Совмещенный процесс наплавки и механической обработки осуществляют следующим образом. Заготовка из стали Ст. 3с габаритными размерами 50x300x600 мм; термоизоляция асбестовым полотном (f до В мм/ скорость наплавки 10 мм/с; 10 48 шаг наплавки 9 мм. Время выдержки электрода в крайнем положении 2 с. Длина хода электрода 250 мм. Напряжение 30-32 В. Сила тока 650-750 А. Материал режущего инструмента - ВК 8. Геометрия зачищаемой кромки резца лопаточного типа с В 10 мм - ot 3°; 0°; Д 20°. Ширина резания - 9 мм. Глубина резания - до 1,5 мм. Скорость перемещения резца при 2,95 дв. х/мин - 28,3 мм/с. Длина хода инструмента - 350 мм. Оптимальная для резания температура заготовки - 750с. Стойкость инструмента - 140 ходов. Величина цикла мех. обработки - 27 с. Расстояние в продольном направлении между траекториями наплавочного электрода и режущего инструмента (фиг. 1 и 5) равно L 30 мм; Uvn 38,5 44 мм. Предлагаемый способ механической обработки деталей в процессе автоматической наплавки позволяет повысить обрабатываемость наплавляемой на деталь широкой полосы металла за счет обеспечения стабилизации оптимальной для резания температуры заготовки, а такж% за счет выбора оптимальной скорости перемещения инструмента (при наличии горбообразной зависимости скорость - стойкость)-, повысить качество наплавки путем исключения мест спая охлажденного и вновь наплавленного металла, возникающих при остановках процесса наплавки - концентраторов внутренних напряжений, а также повысить производительность совмещенного процесса обработки определяемого временем наплавки, за. счет исключения остановок процесса наплавки.
9за1
fif.
ФШ.9


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1999 |
|
RU2165338C2 |
| Способ механической обработки деталей в процессе автоматической наплавки | 1990 |
|
SU1764882A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 2004 |
|
RU2271897C2 |
| Устройство для измерения температуры | 1988 |
|
SU1587349A1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ДЕТАЛЕЙ МАШИН | 2011 |
|
RU2464357C1 |
| Способ электродуговой наплавки | 1989 |
|
SU1636150A1 |
| СПОСОБ НАПЛАВКИ ТРЕНИЕМ | 1993 |
|
RU2041780C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |


1. СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ, в соответствии с которым режущему инструменту, находящемуся на расстоянии от наплавочного электрода, определяемом временем остывания наплавки до оптимальной для резания температуры, сообщают движение, согласованное с перемещением относительно детали наплавочного электрода, отличающийся тем, что, с целью обеспечения высокой обрабатьшаемости наплавляемой на деталь полосы при строчно-поперечной схеме наплавки, в процессе обработки наплавочному электроду и инструменту сообщают относительное дугообразное движение с максимальной вьшуклостью посредине наплавляемой полосы, при этом каждая точка траектории движения, инструмента отстоит в продольном направлении от траектории движения электрода на расстоянии, определяемом выражением .. +т ocr oil U T7V ; где Ь продольное расстояние между траекториями движения электрода и инструмента для i-и точки с заданной поперечной координатой; t. шаг наплавки-, время одчого цикла обработки-, время остывания до оптималь-01 ной для резания температуры точек наплавки, имеющих соотi ветственно одинаковую с зазаданной поперечную коорди(Л нату и симметричную последней относительно продольной оси; время остановки электрода в ост конце хода, необходимое для перемещения заготовки на шаг наплавки. со 00 О5 2. Способ по п. 1,отличающ и и с я тем, что, с целью повышеО) ния качества наплавки и производительности процесса, циклично работаю4 щему инструменту сообщают скорость, превьшающую скорость наплавки припуска, и перемещают его на длину хода, превьшающую ширину наплавляемой полосы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ЛЕННЫХ ТВЕРДЫМИ СПЛАВАМИНАПЛАВ- | 0 |
|
SU217860A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
