Изобретение относится к области машиностроения и может быть использовано при изготовлении или восстановлении деталей машин и инструмента в процессе автоматической наплавки, преимущественно труднообрабатываемыми материалами.
Известен способ механической обработки материалов [1] с подогревом в зоне резания, осуществляемым электрической дугой под слоем флюса. Однако известный способ не предполагает совмещения операций подогрева с нанесением покрытия, не обеспечивает безотходности производства.
Известен способ [2] механической обработки плоских деталей, в процессе автоматической наплавки, наиболее близкий по своей технической сути (прототип), в соответствии с которым режущему инструменту, находящемуся на расстоянии от наплавочного электрода, определяемом временем остывания наплавки до оптимальной для резания температуры, сообщают движение, согласованное с перемещением относительно детали наплавочного электрода. При этом в процессе обработки наплавочному электроду и инструменту сообщают относительное дугообразное движение с максимальной выпуклостью посредине наплавляемой полосы.
При этом можно отметить следующий недостаток:
- стружка поступает в отходы и смешивается с флюсом при наплавке.
Задачей настоящего изобретения является повышение эффективности процесса за счет исключения выхода металла в отходную стружку при механической обработке наплавленного слоя.
Поставленная задача достигается тем, что в способе механической обработки плоских деталей в процессе автоматической наплавки обработку наплавленной поверхности ведут вращающимся режущим инструментом, а обрабатываемая деталь совершает поступательное движение относительно электрода и обрабатывающего инструмента. Режущую кромку инструмента располагают под углом ω к наплавленной поверхности обрабатываемой детали так, чтобы направление схода стружки проводило к попаданию стружки в зону сварочной ванны. Значение угла определяется в соответствии со следующим выражением:
где B - ширина наплавленного слоя;
l - расстояние от режущего инструмента до зоны сварочной ванны.
При этом скорость резания задают так, чтобы длина дуги траектории полета стружки соответствовала расстоянию от режущего инструмента до зоны сварочной ванны. Значение скорости определяется из выражения:
где mстр - масса элемента стружки;
mф, Rф - соответственно масса и радиус режущего инструмента;
t - глубина резания.
В процессе обработки используют желоб, препятствующий вылету стружки за зону сварочной ванны.
Точка начала резания определяется из условия обеспечения надежного врезания инструмента при наибольшей его стойкости. Надежность врезания тем выше, чем меньше твердость в точке начала резания. Твердость же нелинейно зависит от температуры при прочих равных условиях. Поэтому очень низкие значения твердости металла достижимы лишь при температурах, близких к температуре плавления. Обработка металла с такой температурой значительно снижает стойкость инструмента. Таким образом, существует интервал значений твердости металла в точке начала резания, обеспечивающий наивысшую стойкость инструмента. Экспериментально это значение определено, оно равно 18-28 HRCЭ.
Определение точки врезания производится путем построения графика распределения твердости по оси наплавки в конкретных условиях. Для этого определяют расчетным или экспериментальным методом распределения температур по оси наплавки за ванной расплава в квазистационарном режиме. На образце, наплавленном в конкретных условиях определяют экспериментально температуру To, соответствующую указанной выше твердости наплавленного металла. Точкой врезания будет пересечение изотермы наплавки с температурой To с осью наплавки на детали. Измеряется или рассчитывается расстояние l от дуги до точки врезания.
Существенными признаками заявленного технического решения являются:
- осуществляют электродуговую автоматическую наплавку;
- одновременно с наплавкой ведут обработку режущим инструментом;
- режущий инструмент совершает вращательное движение;
- деталь совершает поступательное движение.
Существенными признаками технического решения, обладающими новизной являются:
- режущую кромку инструмента располагают под углом ω так, чтобы направление схода стружки приводило к попаданию стружки в зону сварочной ванны;
- значение угла наклона режущей кромки определяют из выше указанного выражения (1);
- скорость резания при обработке задают так, чтобы длина дуги траектории полета стружки соответствовала расстоянию от режущего инструмента до зоны сварочной ванны;
- значение скорости резания определяют из выше указанного выражения (2);
- используют желоб, препятствующий вылету стружки за зону сварочной ванны.
Математическое выражение (2) выведено из условий полета стружки. Рассматривая дифференциальное уравнение полета стружки под действием постоянной силы тяжести получаем, что дальность полета стружки зависит от начальной скорости движения и угла вылета α:
Отсюда учитывая условие, что инструмент совершает вращательное движение и в зависимости от массы стружки и инструмента вывели, что значение скорости резания определяется в соответствии со следующим выражением:
Угол вылета α зависит от глубины резания, поскольку выброс стружки происходит под действием силы, направленной по касательной, перпендикулярной к радиусу режущего инструмента. Поэтому его значение определяется как:
Конечное выражение для определения скорости резания выглядит в следующем виде:
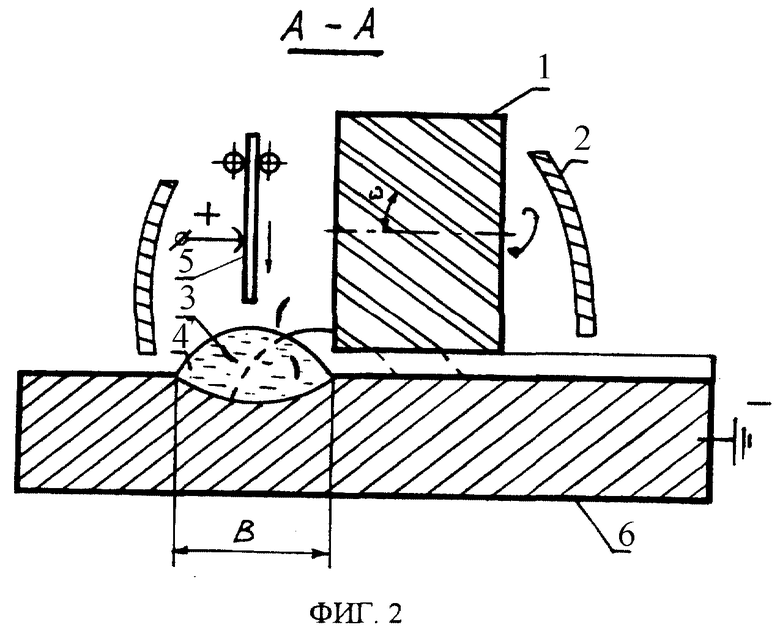
Изобретение поясняется чертежами (фиг. 1 и 2), на котором изображены вид сверху (фиг. 1) способа механической обработки плоских деталей в процессе автоматической наплавки и разрез по А-А (фиг. 2). На чертеже показаны режущий инструмент 1, совершающий вращательное движение, желоб 2, препятствующий вылету стружки 3 за зону сварочной ванны 4, электрод 5 и наплавляемая деталь 6, а также угол наклона режущей кромки ω и ширина наплавленного валика B.
Способ реализуется следующим образом: на заготовке, идентичной наплавляемой детали, начинают опытную наплавку на режимах, назначенных ранее. После установления стационарного процесса наплавку прекращают и фиксируют положение изотермы кристаллизации по известной теплопроводности и режимам наплавки по уравнению температурного слоя предельного состояния от сосредоточенного источника в подвижных координатах. Образец с наплавкой помещают в печь и определяют твердость наплавки при разных температурах. Находят температуру, соответствующую интервалу твердости 18 - 28 HRCЭ. По формулам из источника [4] , используя полученные значения температуропроводности, находят расстояние до точки с этой твердостью от источника тепла. Производят настройку установки. Выбираем режущий инструмент с углом наклона режущей кромки, определенный по формуле (1). Задаем глубину резания и имея данные массы и радиуса режущего инструмента, массы элемента стружки для данного режущего инструмента и глубины резания определяем скорость резания по формуле (2). Устанавливаем желоб, препятствующий вылету стружки за зону сварочной ванны. На детали начинают наплавку, режущему инструменту задают вращательное движение, детали поступательное движение.
В качестве примера опишем способ механической обработки при электродуговой наплавке проволокой СВ 08Г2С на заготовку материала - сталь 45, на скорости наплавки Vн = 10 м/час и скорости подачи VЭ = 184 м/час. Экспериментально определено, на указанных режимах средняя высота наплавки составляет 3,5 мм, ширина валиков 9,5 мм. Экспериментально же определено, что твердости 20 HRCЭ материал наплавки достигает при 700oC, длина хвостовой части ванны при данных режимах наплавки составила при наплавке открытой дугой 16 мм при квазистационарном режиме. Расчет значений температуропроводности проводили по известному математическому выражению
где x - расстояние от источника тепла до изотермы кристаллизации (равен 16 мм);
T - температура плавления материала наплавки (1300oC);
λ - теплопроводность материала наплавки (0,075 Вт/см с oC);
Vн - скорость наплавки.
После подстановки численных значений и подсчета результатов определили, что температуропроводность α = 0,5 см2/с.
Подсчет по тому же выражению значения T2 для разных координат x при температуропроводности α = 0,5 см2/с дал распределение температур от источника, из которого определили координату для температуры T = 700oC, она равна x = 53 мм.
Таким образом, определили точку врезания, она отстояла от электрода на расстоянии 53 мм. Глубина резания составила 0,5, масса элемента стружки определялась экспериментально она составила 0,5 г, масса режущего инструмента 800 г, радиус 100 мм.
Скорость резания:
Угол наклона режущей кромки составил:
Экспериментально установлено, что при данных значениях скорости резания и угла наклона режущей кромки и благодаря желобу, препятствующему вылету стружки за зону сварочной ванны более 90% стружки попало в зону сварочной ванны и было переплавлено в ней за счет аккумулированного тепла сварочной ванны. Обработку вели твердосплавным инструментом.
В идентичных условиях осуществляли обработку наплавки в точках врезания с температурой 600, 800, 1000oC и твердостью соответственно 28 HRCЭ, 18 HRCЭ и менее. Во всех случаях износ инструмента был больше, чем при твердости 20 HRCЭ с температурой обрабатываемого металла 700oC. Это подтверждает правильность выбора твердости наплавленного металла в точке врезания для малолегированных сталей.
Технико-экономические преимущества способа по сравнению с аналогом и прототипом заключается в следующем:
- проявляется эффект безотходности за счет переплава стружки в наплавочной ванне;
- повышается стойкость инструмента за счет снижения механической прочности срезаемого металла;
- способ позволяет проводить обработку наплавленного металла с высокой твердостью.
Литература
1. Авт. св. N 421429, B 23 B 1/00, 1972.
2. Авт.св. N 1098664, B 23 B 1/00, 1984.
3. Рыкалкин Н. Н. Процессы распространения тепла при дуговой сварке. Часть 1. М.-Л.: АН СССР, 1947, - 271 с.
4. Авт. св. N 1146166, B 23 K 28/00, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 2004 |
|
RU2271897C2 |
| Способ механической обработки деталей в процессе автоматической наплавки | 1990 |
|
SU1764882A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ МАЛОГАБАРИТНЫХ ТОРЦОВ | 2002 |
|
RU2232669C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2003 |
|
RU2228825C1 |
Изобретение может быть использовано при обработке деталей из труднообрабатываемых материалов. Вращающийся режущий инструмент располагают на расстоянии от электрода. Значение угла наклона режущей кромки инструмента к наплавленной поверхности выбирают из условия обеспечения попадания стружки в зону сварочной ванны. Скорость резания задают с учетом траектории полета стружки. Препятствуют вылету стружки за зону сварочной ванны посредством желоба. Способ обеспечивает эффективность процесса за счет исключения выхода металла в отходную стружку при механической обработке наплавленного слоя. 2 ил.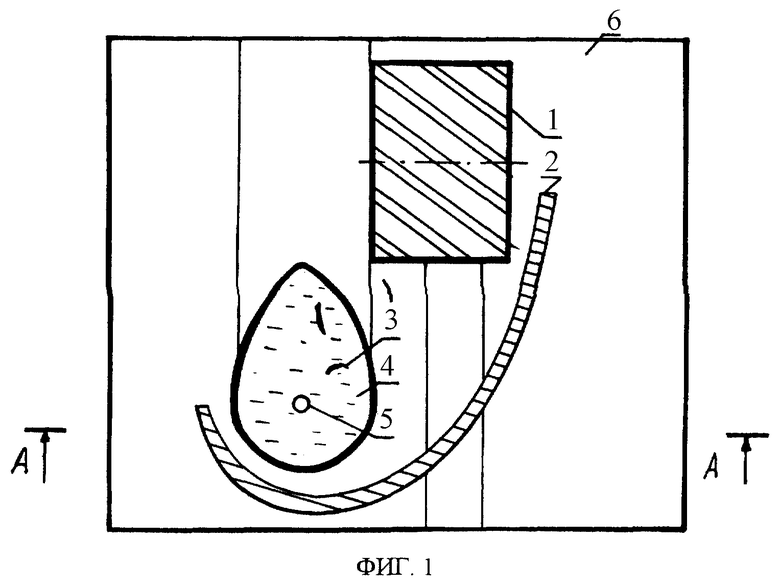
Способ механической обработки плоских деталей в процессе автоматической наплавки, при котором используют вращающийся режущий инструмент, располагают его на расстоянии от электрода, определяемом временем остывания наплавленного слоя до оптимальной для резания температуры, отличающийся тем, что из условия обеспечения попадания стружки в зону сварочной ванны выбирают значение угла наклона режущей кромки инструмента к наплавленной поверхности ω в соответствии с выражением
где B - ширина наплавленного слоя;
l - расстояние от режущего инструмента до зоны сварочной ванны,
а также значение скорости резания V в соответствии с выражением
где mстр - масса элемента стружки;
mф и Rф - соответственно масса и радиус режущего инструмента;
t - глубина резания,
при этом препятствуют вылету стружки за зону сварочной ванны посредством желоба.
| Способ механической обработки деталей в процессе автоматической наплавки | 1982 |
|
SU1098664A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ЛЕННЫХ ТВЕРДЫМИ СПЛАВАМИНАПЛАВ- | 0 |
|
SU217860A1 |
| Установка для восстановленияпОВЕРХНОСТЕй цилиНдРичЕСКиХ дЕТАлЕй | 1978 |
|
SU841918A1 |
| СПОСОБ ПОЛУЧЕНИЯ р-ТРИХЛОРМЕТИЛ-|3-ПРОПИОЛАКТОНА | 0 |
|
SU176882A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
