1
Изобретение относится к машиностроению и может найти применение при механической обработке нежестких пустотелых деталей при их базировании на оправке.
Целью изобретения является повышение точностии качества обработки путем обеспечения стабильности базирования деталей на оправке.
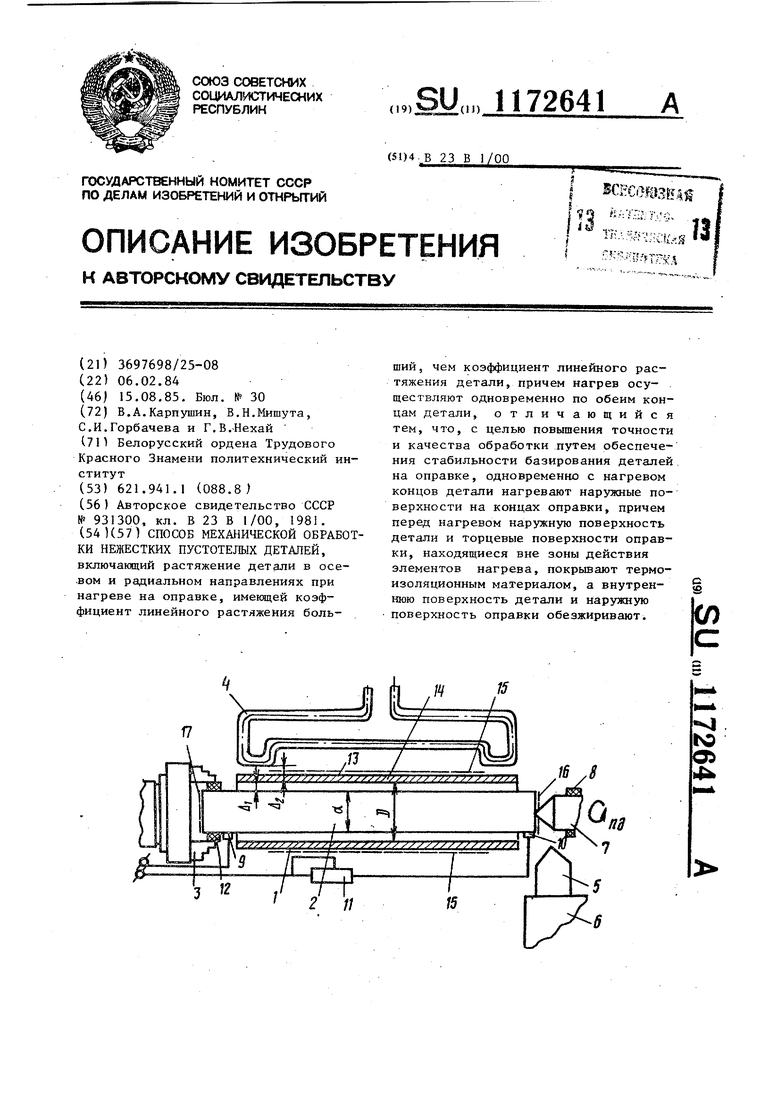
На чертеже изображена схема реализации предлагаемого способа.
Обрабатываемая деталь 1 устанав.ливается на оправке 2 с минимальным зазором 4. Оправка 2 закреплена в токарном патроне 3, нагрев детали от ее концов осуществляют индуктором 4, а обработку детали ведут резцом 5, закрепленным в держателе 6. Оправку -2 поджимают задним центром изолированным от станка текстолитовой прокладкой 8. Для контактного нагрева оправки 2 используют контакты 9 и JO и переменное сопротивление 11. Для изоляции оправки 2 от патрона 3 используют текстолитовое кольцо 12.
Способ реализуется следунщим образом.
Деталь 1 одевают на оправку 2, имеющую коэффициент линейного растяжения больше, чем коэффициент ли26Д12
нейного растяжения детали, предварительно обезжирев керосином внутреннюю поверхность 13 детали и наружную поверхность 14 оправки. Также 5 перед нагревом на наружную поверхность 15 детали и торцовые поверхности 1 6 и 17. оправки, т.е. на поверхности, находящиеся вне зоны действия элементов нагрева, наносят термоизоляционный материал, например 0,20,4 мм слой парафина, методом распыления или кистью. Оправку 2 с деталью I закрепляют в патроне 3 и поджимают зажим центром 7. Включают индуктор 4 и контактный нагрев через контакты 9 и 10. При этом одновременно с расширением оправки расширяется и деталь (первоначально по концам, схватываясь или с оправкой). По мере нагрева детали I и оправки 2 деталь расширяется не только в окружном, но и в осевом направлении, при этом ее жесткость повьщ1ается одновременно с жесткостью и стабильностью ее базирования на оправке. Обработку осуществляют резцом 5.
Предлагаемое изобретение позволяет повысить точность и качество механической обработки нежестких пустотелых деталей путем обеспечения стабильности базирования деталей на оправке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
| Способ механической обработки нежестких пустотелых деталей | 1980 |
|
SU931300A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU665981A2 |
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Устройство для токарной обработки нежестких пустотелых деталей | 1983 |
|
SU1109268A1 |
| Адаптивное устройство для управления обработкой нежестких деталей из труднообрабатываемых материалов | 1980 |
|
SU897471A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ПУСТОТЕЛЫХ ДЕТАЛЕЙ, включакнций растяжение детали в осе.вом и радиальном направлениях при нагреве на оправке, имеющей коэффициент линейного растяжения больший, чем коэффициент линейного растяжения детали, причем нагрев осу- . ществляют одновременно по обеим концам детали, отличающийся тем, что, с целью повьппения точности и качества обработки путем обеспечения стабильности базирования деталей, на оправке, одновременно с нагревом концов детали нагревают наружные поверхности на концах оправки, причем перед нагревом наружную поверхность детали и торцевые поверхности оправки, находящиеся вне зоны действия элементов нагрева, покрьшают термо§ изоляционным материалом, а внутреннюю поверхность детали и наружную (Л поверхность оправки обезжиривают.