(54) АДАПТИВНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ
ОБРАБОТКОЙ НЕЖЕСТКИХ ДЕТАЛЕЙ ИЗ ТРУДНООБРАБАТБШАЕМЫХ МАТЕРИАЛОВ
I
Изобретение относится к автоматизации производственных процессов и может быть использовано при обработке резанием нежестких деталей из труднообрабатываемых материалов на металлорежущих станках в различных отраслях промышленности.
Известно устройство для обработки деталей из труднообрабатываемых материалов, которое содержит установку для электроконтактного разогрева, специальные счетки для пропускания тока через обрабатываемую деталь Ц.
Недостатки устройства заключаются в том, что оно не обеспечивает получение стабильного качества обработки при изменении возмущений (глубина, твердость материала детали), что приводит к изменению силы резания, переменному полю остаточных напряжений, снижению точности обработки; кроме того, в момент врезания и выхода резца из детали возможно возникновение дуги между резцом и деталью.
Цель изобретения - повыщение качества обработки.
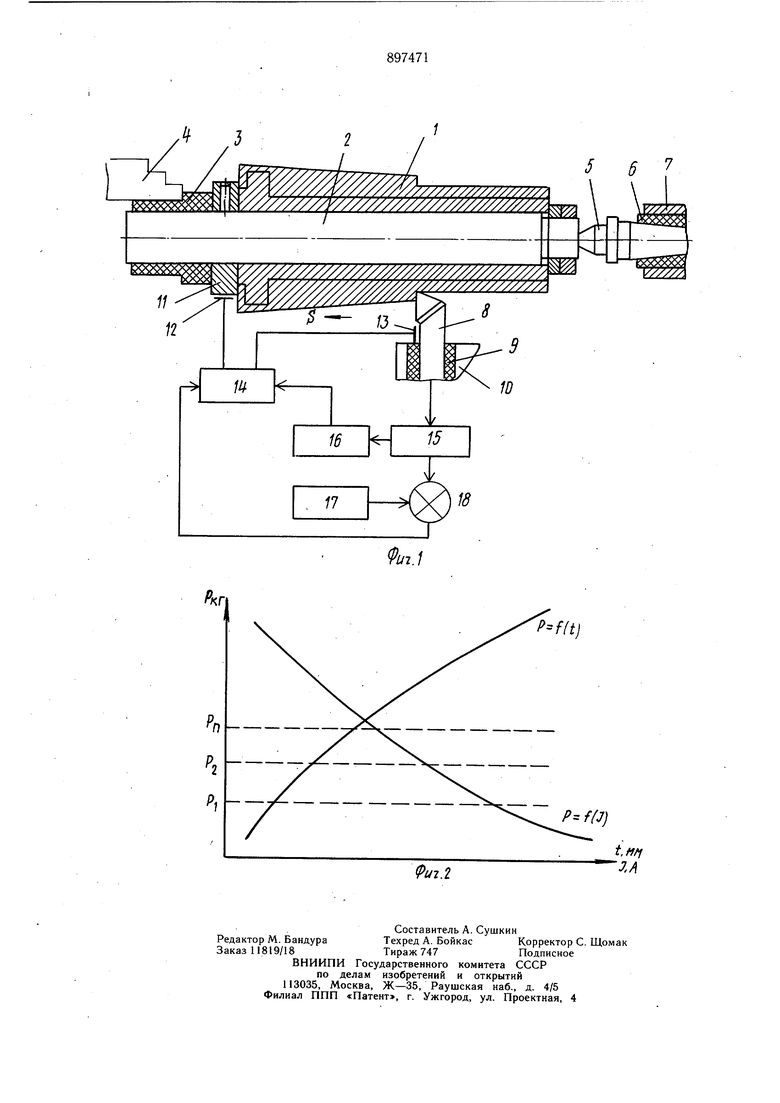
Указанная цель достигается тем, что в устройство введен пороговый элемент и последовательно включенные датчик силы .резания, сумматор, програм.мный блок, причем датчик силы резания через пороговый элемент соединен с одним из входов установки электроконтактного разогрева, а второй вход последней связан с выходом сумматора. На фиг. 1 представлена блок-схема адаптивного устройства для управления обработкой нежестких деталей из труднообрабатываемых материалов; на фиг. 2 - зависимости изменения силы Р от глубины t резания (Р f(t)) и силы Р от тока I разогрева (Р И ))Деталь 1 установлена на оправке 2 и через изолирующую разрезную втулку 3 зажата в патроне 4. Оправка 2 поджата задним центром 5, установленным в текстоли 5 товой втулке 6 в задней бабке 7. Резец 8 установлен в изолированном корпусе 9 в резцедержателе 10. Электроконтактный разогрев детали 1 до температуры разупрочнения поверхностного слоя осуществляется путем пропускания электрического тока через токоподводящее кольцо 11 и контакты 12 и 13 от усгановки 14 электроконтактного разогрева. Адаптивное устройство управления содержит датчик 15 силы резания, пороговый элемент 16, программный блок 17 и сумматор 18. Адаптивное устройство управления подключено к системе СПИД выходом установки 14 электроконтактного разогрева и входом датчика 15 силы резания.
Устройство работает следующим образом.
Деталь 1 из материалов ПТЭС-1,ВТ-1 (заготовки корпусов микромашин) закрепляют на оправке 2, которую поджимают задним центром 5, установленным в текстолитовой втулке 6 в задней бабке 7. В патроне 4 оправка крепится через изолирующую разрезную втулку 3. Обработка ведется резцом 8, закрепленным в изолирующем корпусе 9 резцедержателя 10. После момента врезания, когда значение силы резания достигает определенного, значения, сигнал от датчика 15 поступает на пороговый элемент 16, который настроен на определенное напряжение срабатывания. Сигнал порогового элемента 16 включает установку 14 электроконтактного разогрева и через токоподводящее кольцо 11 и контакты 12 и 13 электрический ток поступает на деталь 1. Известно, что при увеличении тока I разогрева сила резания уменьшается (фиг. 2), поэтому регулируя его величину можно стабилизировать значение силы резания на определенном уровне PI, Р, Р. Одновременно сигнал от датчика 15 силы резания подается на сумматор 18, куда также поступает сигнал из программного блока. 17, соответствующей требуемому для данного прохода значению силы резания. Сигнал рассогласования поступает на установку 14 электроконтактного разогрева и при этом изменяется значение тока разогрева, что позволяет стабилизировать значение силы резания независимо от действия случайных факторов (припуск) по длине обработки. В
конце прохода при отводе резца 8 пороговый элемент 16 отключает установку 14 электроконтактного разогрева и тем самым исключает возникновение дуги. В процессе обработки после чернового прохода уменьщается площадь поперечного сечения детали, поэтому уменьшают значение силы резания для следующего прохода, это уменьщение силы резания зафиксировано в программном блоке 17 для каждого из следующих проходов.
Данное адаптивное устройство управления позволяет стабилизировать силу резания на каждом проходе за счет изменения тока электроконтактного разогрева, что способствует получению равномерного поля остаточных напряжений и повышает качество обработанных корпусов микромащин.
Формула изобретения
Адаптивное устройство для управления обработкой нежестких деталей из труднообрабатываемых материалов, содержащее установку электроконтактного разогрева, отличающееся тем, что, с целью повыщения ка5 честна обработки, оно снабжено пороговым элементом и последовательно включенными датчиком силы резания, сумматором и программным блоком, причем датчик силы резания через пороговый элемент соединен с одним из входов установки электроконтактного разогрева, а второй вход последней соединен с выходом сумматора.
Источники информации, принятые во внимание при экспертизе 1. Подураев В. Н. Автоматически регулируемые и комбинированные процессы резания. М., «Машиностроение, 1977, с. 268.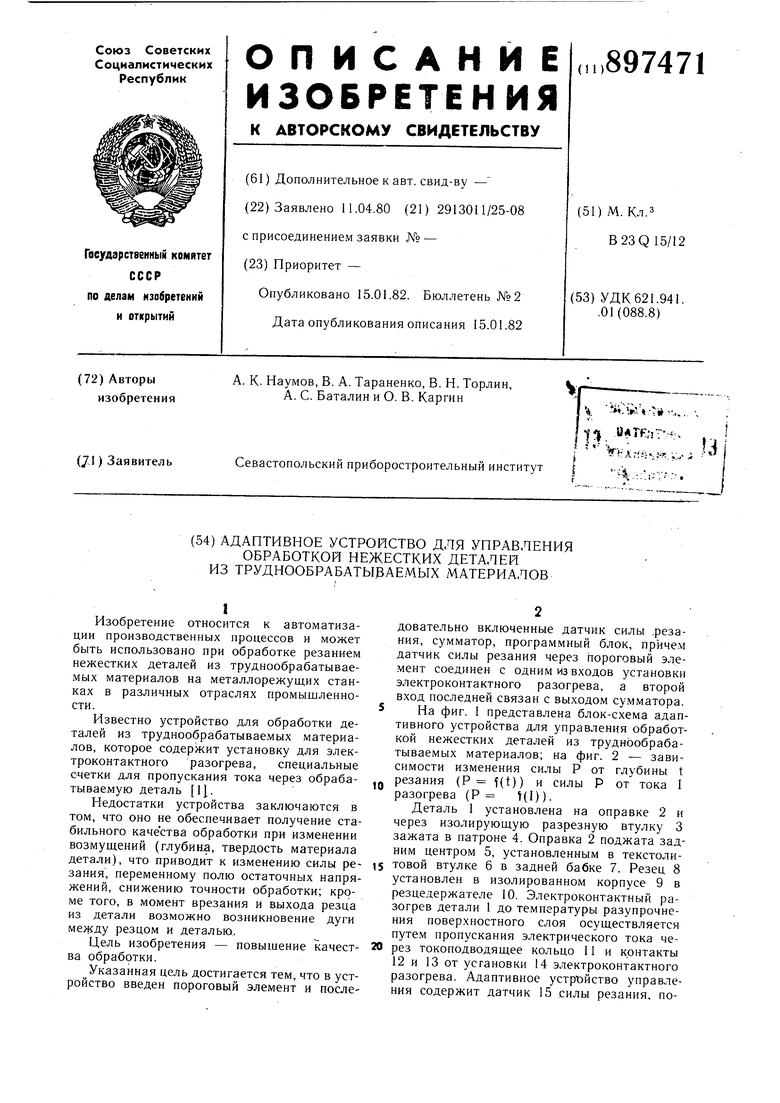
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нежестких деталей | 1984 |
|
SU1232379A1 |
| Способ обработки нежестких деталей и устройство для его осуществления | 1979 |
|
SU865534A1 |
| Устройство для обработки нежестких деталей | 1982 |
|
SU1054015A2 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Устройство для программного управления закреплением нежестких деталей на токарном станке | 1980 |
|
SU954946A1 |
| Способ поверхностной обработки деталей | 1990 |
|
SU1750933A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU878410A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU921683A1 |
| Способ обработки маложестких деталей | 1986 |
|
SU1344517A1 |
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |