(54) СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ПУСТОТЕЛЫХ ДЕТАЛЕЙ
1
Изобретение относится к технологии машиностроения и может быть использовано при токарной обработке или обраборке шлифованием в центрах нежестких пустотелых деталей.
Известен способ механической обработки «ежестких пустотелых деталей, включающий растяжение детали в процесс се резания в пределах упругости обрабатываемого материала одновременно в осевом и радиальном направлениях пооредством помещенного внутрь детали деформирующего элемента с коэффициентом линейного расширения, большим коэффициента линейного расширения материала обрабатываемой детали, причем перед процессом резания деталь и деформирую щий элемент нагревают 1
Недостатком указанного способа является невысокая эффективность растяжения в осевом направлении вследствие того, что растяжение начинается в момент ликвидации зазора между обрабатываемой заготовкой и оправкой при совместном
ИХ нагреве. За это время-и заготовка, и оправка успевают удлит1ться в значительной степени, поэтому после появления температурного натяга между ними дальнейшее осевое растяжение происходит в меньшей мере (до 2О% от суммарного удлинения заготовки).
Цель изобретения - повышение эффективности процесса растяжения детали в осевом направлении.
to
Поставленная цель достигается тем, что в способе механической обработки нежестких пустотелых деталей, включак щем одновременное растяжение детали в осевом и радиальном направлениях при
15 нагреве на оправке, имеющей коэффициент линейного расширения, больший соответствующего коэффициента детали, процесс нагрева осуществляют одновременно по обошл концам детали До момента дости20жения требуемой температуры в серед не детали.
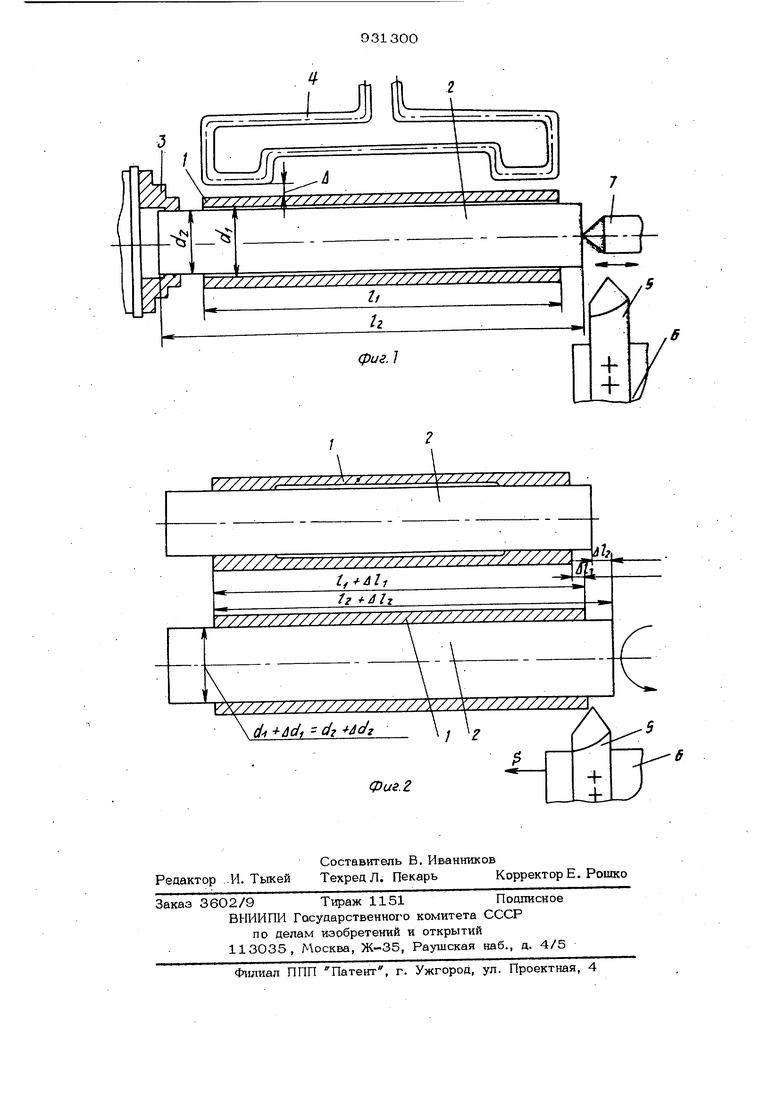
На фиг. 1 показана схема реализации предлагаемого способа механической об39работки нежестких пустотелых детапей; на фиг., 2 - схема осевых и радиальных деформаций при нагреве. Схема содержит деталь 1, установлен нуто на оправке 2, закрепленной в патроне 3, виток 4 индикатора ТВЧ, выступы которого находятся в непосредственной близости к торцам детали 1, на раостоянии Д , зависящем от требуемой температуры нагрева детали. Обработка производится резцом 5J установленным в резцедержателе 6. Деталь поджата подвижным в осевом направлении центром 7. Способ обработки осуществляется следующим образом. Деталь 1 с минимальным зазором устанавливают на оправке 2 и вместе с ней закрепляют в патроне 3. К торцам детали на расстояние своими выступами подводят виток индикатора ТВЧ и осуществляют нагрев оправки 2 совместно с деталью 1. В начальный момент нагрева в сечениях детали, расположенных в непосредственной близости к ее торцам деталь и оправка интенсивно расширяютс и в этих местах между деталью и опра& кой появляется гарантированный натяг. При дальнейщем нагреве детали и оправки происходит совместное удлинени оправки и детали, а поскольку коэффициент линейного расширения оправки больше соответствующего коэффициента детали, оправка удлиняется в большей степени, растягивая деталь. Нагрев прекращают в момент достижения требуемой температуры в середине детали. 04 На фиг. 2 представлена схема темпе- ратурных деформаций нежесткой детали 1 на величину лР в осевом направлении, т. е. изменение ее длины от Р., до и оправки 2 - от Р( до . Представлена также схема радиального расширения детали и оправки - увеличение диаметров cf и di до величины d. + d(j4dd(j с натягом. Обработку детали 1 производят резцом 5, закрепленным в резцедержателе 6. После окончания процесса резания деталь 1 вместе с оправкой 2 снимают со станка и по мере охлаждения соединения деталь - оправка до 2 0-50° С их разъединяют. Формула изобретения Способ механической обработки нежестких пустотелых деталей., включающий одновременное растяжение детали в осевом и радиальном направлениях при нагреве на оправке, имеющей коэффициент линейного расщирения, больший соответ ствующего коэффициента детали, о т - личающийся тем, что, с целью повыщения эффективности процесса раотяжения детали в осевом направлении, процесс нагрева осуществляют одновременно по обоим концам детали до момента достижения требуемой температуры в середине детали. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 614893, кл. В 23 В 1/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU614893A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU665981A2 |
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |
| Способ механической обработки нежестких пустотелых деталей | 1984 |
|
SU1172641A1 |
| Способ обработки отверстий деталей пластическим деформированием | 1986 |
|
SU1425061A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ БОЛЬШОГО ДИАМЕТРА С РАБОЧИМИ ПОВЕРХНОСТЯМИ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ТРЕБУЕМОЙ ТВЕРДОСТИ С ИСПОЛЬЗОВАНИЕМ ПРИСПОСОБЛЕНИЯ-СПУТНИКА | 2006 |
|
RU2313587C1 |
| Устройство для токарной обработки нежестких пустотелых деталей | 1983 |
|
SU1109268A1 |