со оо
Изобретение относится к сварочной технике, в частности к управлению машинами для рельефной точечной сварки.
Известно устройство для регулирования цикла сварки, содержащее кольцевую пересчетную схему на тиратронах с RC-цепочками, используемое для управления машинами для точечной Кварки I.
Известно также устройство дискретнонепрерывного действия для регулирования цикла сварки, содержащее .программный электронный коммутатор, генератор тактовых импульсов с единым RC-контуром, причем RC-контур имеет неизменные параметры и постоянную времени RC-цепи, а генератор и коммутатор охвачены обратной связью, и исполнительные устройства 2.
При использовании данного устройства для управления машиной, обеспечивающей последовательную сварку в нескольких точках, не достигается необходимое качество сварки, так как происходит шунтирование сварочного тока каждой последующей точки через все предыдущие вследствие того, что устройство позволяет производить сварку во всех точках с одинаковым сварочным током и не предусматривает возможности независимого регулирования сварочного тока в каждой точке индивидуально.
Целью изобретения является повыщение качества сварки путем индивидуального регулирования сварочного тока в каждой из последовательно свариваемых точек.
Указанная цель достигается тем, что устройство для регулирования цикла сварки, содержащее программный электронный коммутатор, генератор тактовых импульсов, охваченные обратной связью, и исполнительные устройства, дополнительно снабжено фазовращателем с регулируемыми выходами и последовательно соединенными счетчиком импульсов, дещифратором, блоком сравнения, усилителем и исполнительным устройством, а также схемой сброса, вход которой соединен с выходом программного электронного коммутатора, выход - с управляющим входом счетчика импульсов, первый вход которого соединен с выходом программного электронного коммутатора, а выходы фазовращателя - с входом устройства сравнения.
На чертеже представлена блок-схема устройства для регулирования цикла сварки.
Устройство содержит программный электронный коммутатор 1, служащий для управления исполнительными устройствами 2, генератор 3 тактовых импульсов, имеющий обратную связь с коммутатором, счетчик 4 для пересчета команд с программного коммутатора, устройство 5 сброса, обеспечивающее перевод счетчика в исходное положение по окончании цикла, дешифратор 6, служащий для выдачи управляющих импульсов, соответствующих номеру точки сварки, фазовращатель 7, обеспечивающий
регулирование сварочного тока по N независимым каналам, блок 8 сравнения, подключающий соответствующий канал, усилитель 9, управляющий работой исполнительного устройства 2.
Устройство работает следующим образом.
При запуске устройства генератор 3 начинает выдавать тактовые импульсы, управт ляя работой программного электронного коммутатора 1, причем паузы между тактовыми импульсами изменяются за счет обратной связи между коммутатором 1 и генератором 3. Импульсы с коммутатора 1 поступают на одно из исполнительных устройств 2, управляя его работой. На другое исполнительное устройство 2 импульсы поступают через введенные устройства, причем счетчик 4 и коммутатор 1 соединены так, что управляющие импульсы поступают на счетчик 4 только тогда, когда коммутатор 1 переключается в положение, обеспечивающее прохождение тока через свариваемые детали, т. е. коммутатор 1 выдает управляющие импульсы на счетчик 4, которые соответствуют точкам сварки. Счетчик 4 пересчитывает управляющие импульсы, поступающие с кммутатора 1, а дешифратор 6, реализованный на схемах И, выдает на блок 8 сравнения команды, соответствующие состоянием триггеров счетчика 4, причем эти команды определяют номер точки сварки, которую задает коммутатор 1.
При запуске устройства одновременно с генератором 3 начинает работу фазовращатель 7, который выдает на блок 8 сравнения регулируемые импульсы по N независимым каналам, число которых равно числу точек сварки, обеспечивая тем самым регулирование в заданных .пределах сварочного тока индивидуально для каждой точки. Таким образом, на входы блока 8 сравнения с фазовращателя 7 поступают по N независимым каналам регулируемые импульсы, а при поступлении с дешифратора 6 команды, соответствующей номеру точки сварки, регулируемые импульсы поступают с выхода блока 8 сравнения на вход усилителя 9 по тому каналу, номер которого определяется счетчиком 4 и дешифратором 6, причем соединение блока 8 сравнения, выполненного на схемах усилителя 9 выполняется таким образом, что регулируемые импульсы поступают на тот вход усилителя 9, номер которого соответствует номеру сварочной точки. Усилитель j 9 имеет многовходовую двухкаскадную структуру и обеспечивает усиление регулируемых импульсов до определенного уровня, причем усиление одинаково по всем каналам. С выхода усилителя 9 усиленные регулируемые импульсы поступают на вход исполнительного устройства 2, управляя его работой. При снятии с входа блока 8 сравнения команды, соответствующей номеру свариваемой точки.
34
регулируемые импульсы перестают посту-4 в исходное состояние, подготавливая тем
пять на вход исполнительного устройства 2.самым устройство для сваривания следуюПри поступлении следующей команды, соот-щих деталей. Предлагаемое устройство выветствующей другой точке сварки, регули-полнено на логических элементах, руемые импульсы поступают на вход усилителя 9 по другому каиалу, номер кото- 5 Устройство позволяет регулировать верого соответствует номеру точки сварки.личину сварочного тока по N независимым
Отработав полный ци-кл, т. е. обеспечив сва-каналам индивидуальио для каждой из N торивание во всех N точках, коммутатор 1чек сварки. В результате повышается кавыдает сигнал иа схему 5 сброса, котораячество сварки в каждой из N последовательобеспечивает перевод триггеров счетчикано свариваемых точек.
1098714
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1983 |
|
SU1133059A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Способ автоматического управления процессом контактной сварки и устройство для его осуществления | 1990 |
|
SU1743765A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАПИЯ ЦИКЛА СВАРКИ, содержащее программный электронный коммутатор, генератор тактовых импульсов, охваченные обратной связью, и исполнительные устройства, отличающееся тем, что, с целью повышения качества сварки путем индивидуального регулирования сварочного тока в каждой из последовательно свариваемых точек, оно дополнительно снабжено фазовращателем с регулируемыми выходами и последовательно соединенными счетчиком импульсов, дешифратором, блоком сравнения, усилителем и исполнительным устройством, а также схемой сброса, вход которой соединен с выходом программного электронного коммутатора, выход - с управляющим входом счетчика импульсов, первый вход которого соединен с выходом программного электронного коммутатора, а выходы фазовращателя - с входом устройства сравнения.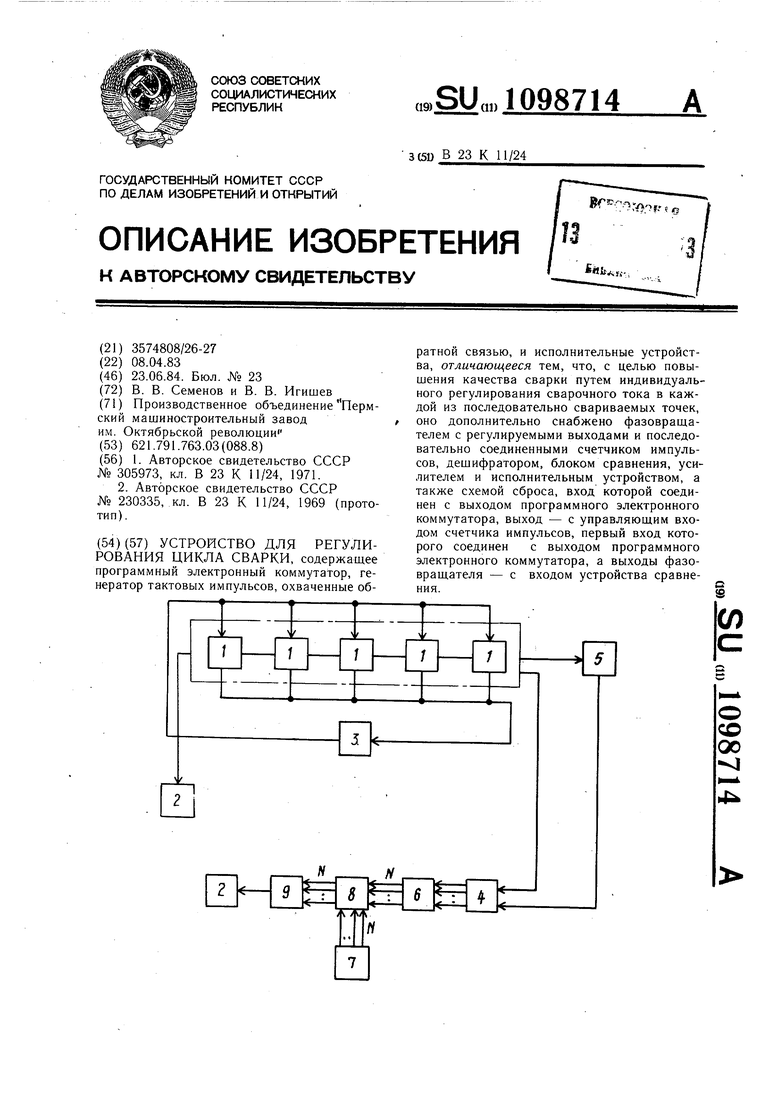
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ | 0 |
|
SU305973A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 230335, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
